So just want to show the progress so far. Build the table top and currently just want to get the strut cut before finishing the whole workbench.
So, I’ve been reading about the Repetier Host, Marlin and Estlcam and I’m a bit confuse.
Do I need to be using Repetier if I have the Marlin software or I am using Estlcam? Not sure.
So I’ve been doing my diagonal Y axis. Got my 4 points to the edges and I don’t understand what’s next hahaha. Please understand I’m so new to CNCing. I 3d printed but CNC quite new. I’ve check all my axis movement and so far so good!
if the axis goes to far and start making a loud noise does this means my limit switches are off?
Thanks and CAN’T wait to know how to make a cut!!!
Marlin can accept a G-code file for cutting and guide your machine for making the cuts. Marlin (firmware) resides on a control board that is directly attached to your machine.
ESTLcam as noted by “CAM“ in the name, does computer-aided manufacturing work, which is to say it can convert 2D drawings into G-code cut files that can then be taken to the machine. However, in addition to cam work (producing G-code files) ESTLcam also can serve as an interface for moving the machine around, homing it, and controlling it to cut the job.
Repetier host can also function in that way of connecting to the machine, and serving as an interface to move it around and home it and guide it to make the cuts.
The most common workflow is to create the G-code in ESTLcam and then save the G-code file to an SD card, and carry it to the machine where the Marlin based firmware in the control board uses the Gcode file to guide the machine for making the cut.
The endstops are only active when homing but disabled when cutting (or I guess moving it manually) when using Marlin. When the end is hit, it starts grinding. It does not destroy the steppers (but it might break the endstops), it’s just the sound of them jumping back a step (as far as I know).
Hey guys, so I’m starting to home. Oh and I don’t want to create thread on thread for newbies question so I’ll fit everything here!
For the endstop/limit switches to be triggered do they need to click or just be barely touched? Because I’ve been homing the CNC and for the X and Z axis it just go on forever doing a loud noise.
I tried to run a G92 X1100 Y2400 Z214 as a good point to start on my table but also without success.
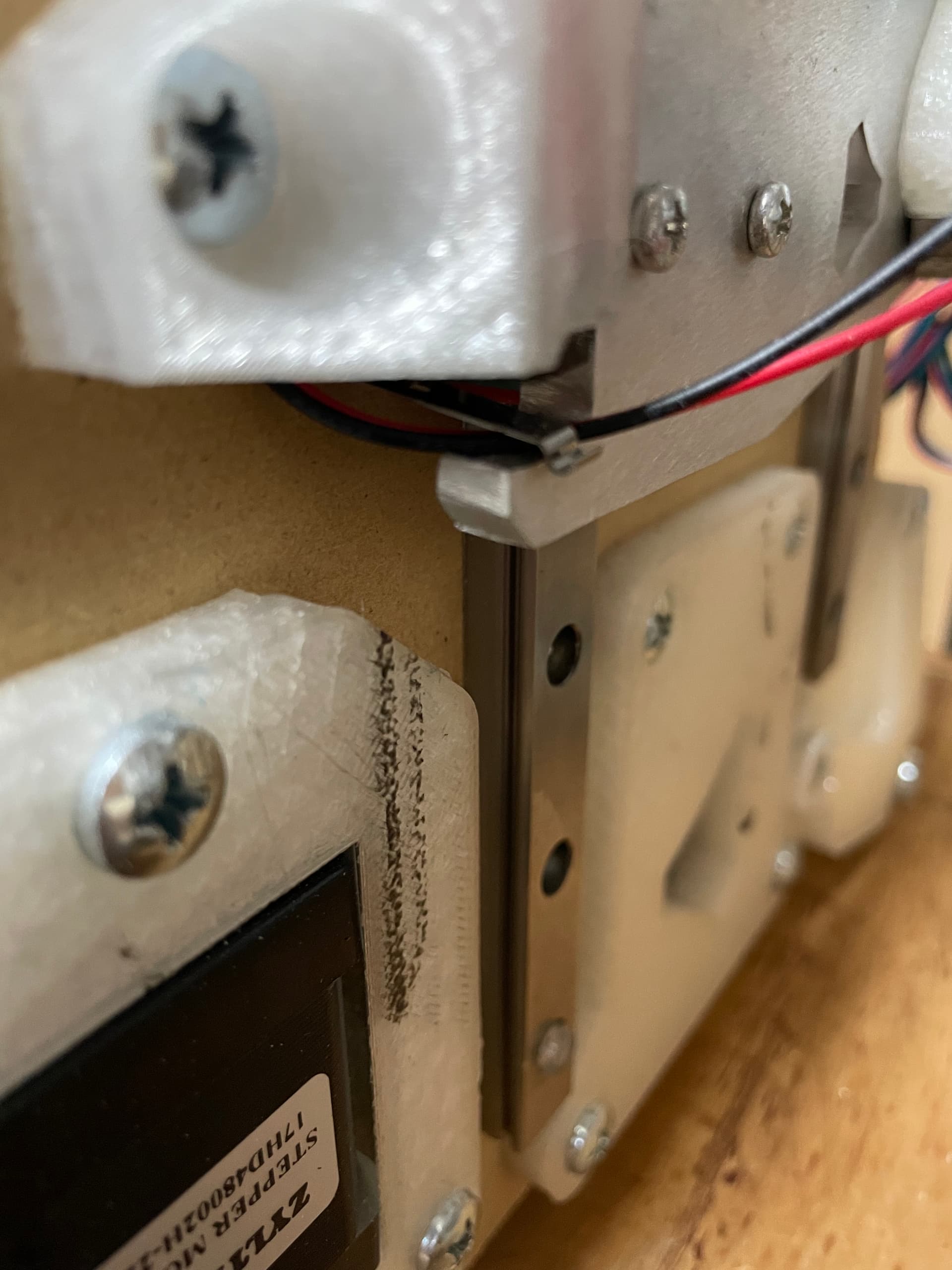
I uploaded picture to show you the Z endstop, it doesn’t click it just barely touch it. So maybe I will have the move the endstop a little bit further down the plate.
Regarding the end stop switches touching but not clicking, one easy fix is to bend the little metal blade a bit so that it makes contact sooner.
The main reason I designed those 3-D printed “boot” extensions was because in the course of dismantling and modifying and repairing and rebuilding, I kept losing the little blades off the end stop switches, so I decided to put those printed boots on so I could do my end stops without blades. Ryan says the blades help them be slightly more accurate. Probably true. I have been OK without them.
There should be “cut-outs” in the Y motor housing to pass the Z endstop wires into. That allows you to bundle them together with the Y and Z motor wires, and the Y end stop wires. It will keep them out of the way of the Z end stop switch.
How you have them.now, there is a danger of the wires getting pinched or cut by the XZ plate, or them fouling the linear rails. Cleaning up the wiring will make the machine more reliable to operate.
There’s a slot in both pieces for them to pass. This lets the stop wiring pass to the outside to bundle with the stepper wires, out of the way of moving parts
So yesterday finally succeed to Home the whole thing. X, Y and Z.
Today woke up, tried to move the machine and it wouldn’t. I’ve been re-doing the wiring today and again made the whole machine worked, Now, I once again home the whole thing and now my Z motor won’t work.