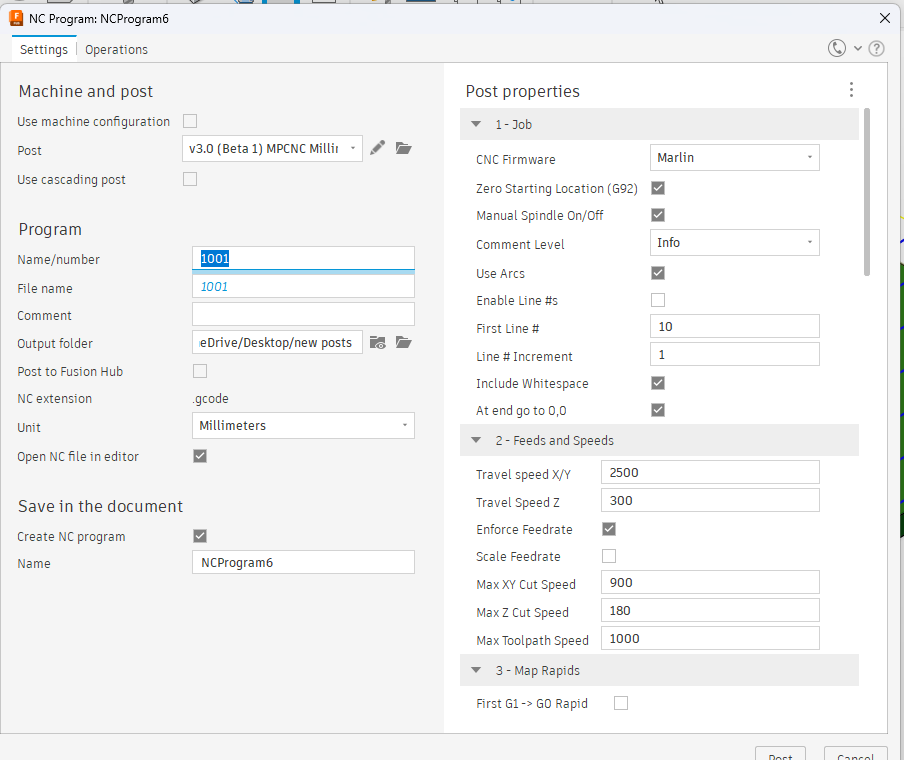
Sorry as i am computer weak. I have included a few images if they are helpful. I have unzipped the .cps file. I dont know if this is anything but i think i remember my old files being .MMG whereas now they show up .gcode. Again, i dont really understand this yet so i could be very wrong. Thanks for your help in this. It is very appreciated.
I can never remember for some reason. Do we run this with GRBL or MARLIN? I’m using fluidnc on a jackpot controller.
Fluidnc is GRBL.
1 Like
Hello everyone
Used my CNC plasma today after 2 months of non-use.
Fusion update (again…)
Postprocessor update to 3.0 beta (thanks for your help!)
Started up my Rambo controller card after 15 minutes of black screen (!)
I launch my cut… the toolpath works fine but the torch is not triggered.
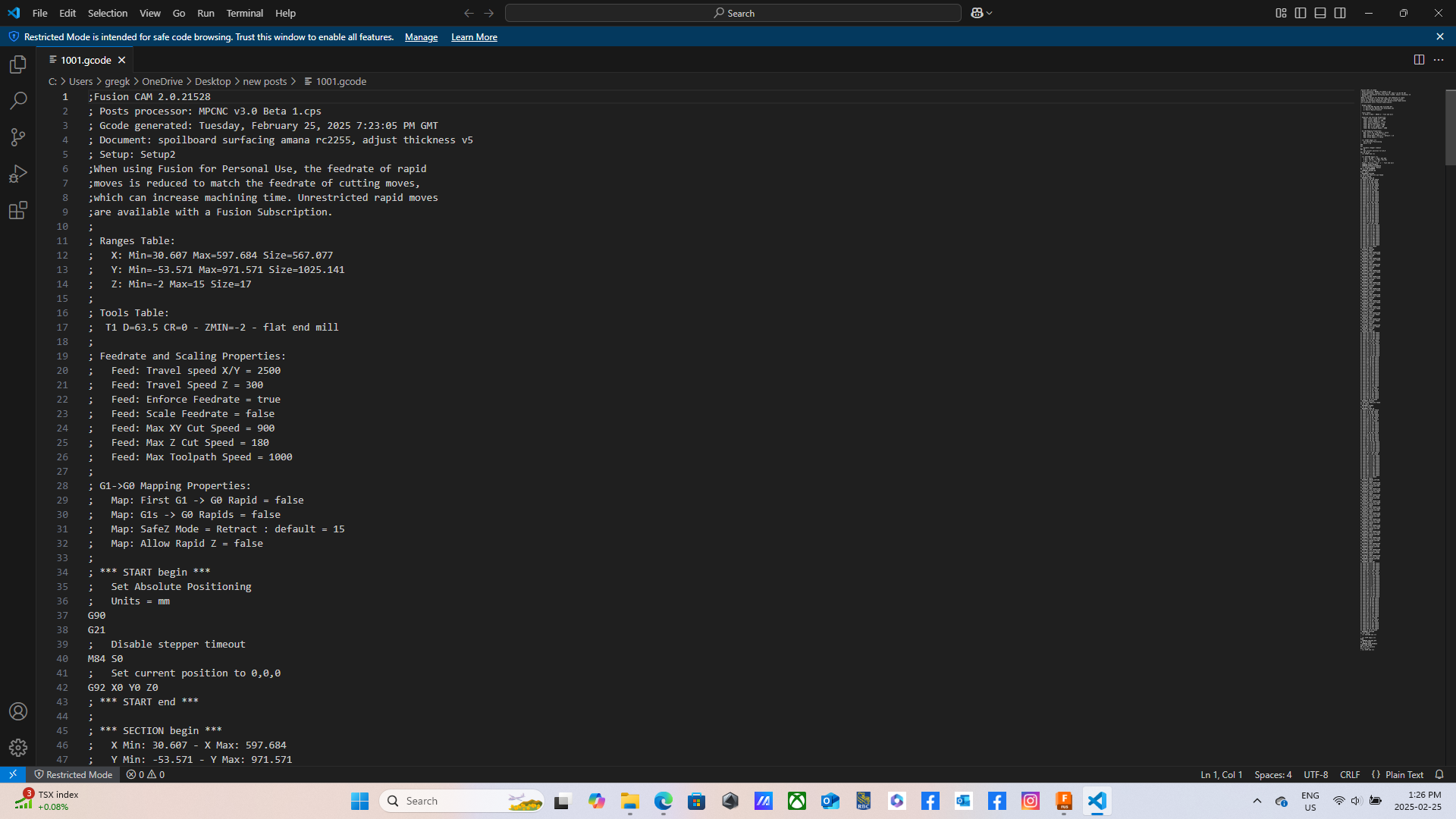
I look in the GCode and notice that line “7 - Laser / Laser: Marlin/Reprap Mode : Spindle - M3 / M5 … “does not generate the folowing Gcodes :
; >>> LASER Power ON
M3 O204
; >>> LASER Power OFF
M5
I manually modify the GCode
Test #2: still no torch release… relay out of order?
Just came here to say after 10 or so jobs, this PP update is working great. Thanks again for your time and effort!
1 Like
Can confirm that this has been working great on lowrider with jackpot and pendant. Thank you soo much for your hard work ![]()
1 Like
Hello,
I’ve solved my problem: my relay had simply disconnected.
However, I still have the same problem: the laser on and laser off codes M3 0204 and M5 are not registered in the GCODE. I’ve checked all the post-processor menus and I can’t see where I missed ticking a box… any ideas?
Thanks in advance
Are there any Laser comments in the GCode? What options are set in PP? Could be a bug but I need more details.
Yes there is only comments :
; >>> LASER Power ON
and
; >>> LASER Power OFF
But no code under these comments
And I put the same options as in the previous version of the post processor, i.e. :
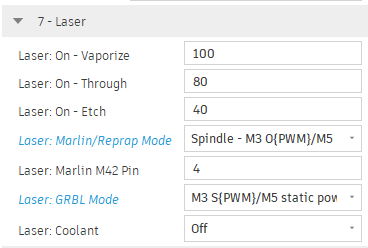
It’s no big deal, I edit my GCODE files manually with the “search and replace” function, but if it could be done automatically, that would be even better.
Give v3.0 (Beta 2) a try.
Autocad’s changes to the F360 PP caused parameters to handle numbers and strings differently in their new interface than in the old one. Because of this, I had to change the way all parameters were handled. I think I missed the Laser parameters. I’m hoping I’ve fixed this in v3.0 (Beta 2).
I’m not set up to run F360 at the moment, so I don’t have a way to test this change. Therefore, v3.0 (Beta 2) is being released with zero testing. The change, though, was simple and limited to selecting the correct format to output, so there is little danger this impacts anything other than the laser output. It also explains why you were not getting any output, as none of the formats matched the parameter you selected as one was a number and the other a string - this is now fixed.
Give this a try and please report back if it works.
Note: There is a chance that the Laser line that should now be generated will not be correct. If this is the case, it is likely the same issue, but now impacting how the line is formatted. I haven’t reviewed the code far enough to see if this is the case, though. Let me know either way, and I can investigate further if needed.
MPCNC v3.0 (Beta 2).zip (14.7 KB)
Hi Don,
The Gcode generated by beta 2 seems correct
I will try a cut this weekend
Thanks a lot !
Nico
For what its worth, I just ran some jobs with a mix of adaptive clear, drilling and contours using the v3.0 Beta 2 with no issues.
Its been a minute since I had to generate any new toolpaths so I just now ran into the issue today and found the forum post. Very much appreciate you getting the post processor updated! ![]()
1 Like
Looking for feedback on the Laser On and Off commands and if they are working for you. Beta 2’s changes were directly related to the Laser command.
When providing feedback please also include a screenshot of the parameters you are using with the laser.
Thanks
Don! I haven’t got to test it yet but, I had the original post you made! Now I can punch out my Gcode for the low rider 3!
Thanks for the post processor. It works great!
Just a heads up. There is a typo in Beta 1 and 2 on line 1452 preventing coolant gcode being generated:
strCoolant = (tool.coolant < **coolantLevels.lenght** ? (coolantLevels[tool.coolant]) : eCoolant.Off);
setCoolant(strCoolant);
strCoolant always equals ‘Off’
1 Like
Beta 3, I believe, fixes the coolant issue, see Fusion 360 Post Processor MPCNC v3.0 (Beta 3) is Available.
Is it worth locking this thread since it’s been superceeded