Removed all struts once more, went up and down the Y multiple times, installed the struts again as the bearings finally kept tight to the rail. Only the heel & toe were off by 0,75mm. When trying to narrow it down to 0 the bearing lifted again.
So left it with the small difference and thought I could finally leave it to rest. But for some reason I wanted to check if all was ok when I lowered Z too (had it to the max so I could reach the screws).
Guess what. The damn bearing lifted again :@
So I got some tilt that depends on my Z height. And to be even more annoying: when I raised it back to Z max, the bearing lifted again once more…
I am stumpped. My fall back is printer calibration? Maybe some of your parts are printed funky. Not square or vertically skewed. We have not heard of this sort of issue being more than a bit of beam twist that is usually solved without even loosening the screws.
Is it possible that the rails are not in the same plane? I am thinking of the process here - no matter how improbably this sounds, what if on one of the plates if the bottom screw went in square to the face and the top one was slightly skewed on the starter hole. This is easy enough to do if the drill isn’t held exactly vertical. For the sake of argument let’s say pulled to the right by a fraction of a mm, and the same happened on the opposite side, the error would be two fractions of a mm.
This would induce twist as the z raised, as the beam travelled up the rail the offset would be increased.
Perhaps a check of the rails with a square against the bottom of the plates would show something?
That fact that it changes with Z…I would keep an eye on exactly what happens when the Z raises. Use a square against the table and lock the Y axis watch how the YZ plates move. That has to point a finger.
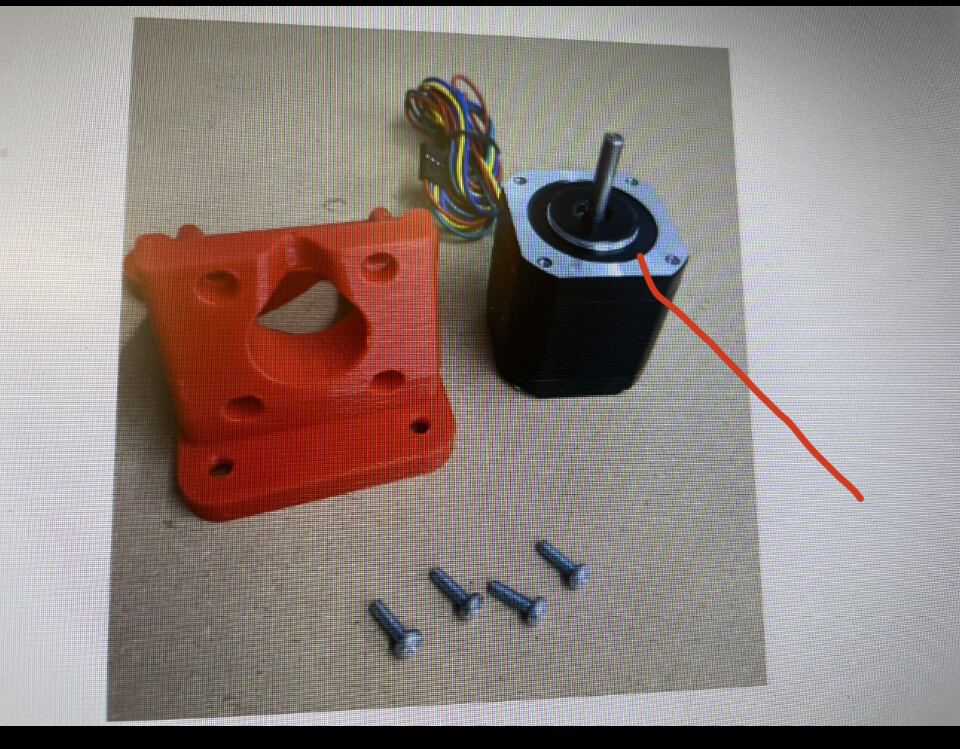
Could it be maybe that the z stepper isn’t sitting in the pilot hole. Maybe you tightened the one side before the other and the stepper motor lip isn’t sitting flush ? Or the brass z rod piece maybe loosen the screws a bit and go up and down a couple times and let it find it’s happy place ?
Thanks for thinking with me guys!
Before I started my last try I first checked for squareness, and on 600x2000 I had less than 0.5mm difference. Not sure it matters, but FYI
I am no 3D printer Hero. Many people say my prints look very well but that doesn’t mean it is perfect of course (I meanly print parts for the LR ). Any suggestions how I can check this?
Ohh, for the braces I always printed mirrored versions to level out any imperfections (like the guide suggested doing for the end braces).
I had it laser cut and tapped them myself, so some imperfections will be there indeed.
Looking up close they look fine with the naked eye, but will check with a tool as suggested!
Not sure if I get this one?
Alright will try this, currently they are tight. But when I initially had my super long leadscrew I noticed the upper part move a lot when raising to the max (it made a circle of approximately 1-2cm). I cut that leadscrew in half as it was always trying to poke my eyes and forgot about this as it is less visible with a shorter one.
One last thing. Yesterday, while waiting for someone I was doing a short read on tramming. One of the suggestions was to check belt tension. It said that improper tension using dual belts might cause an angle too on the Y side. Could this be the cause? I’ve yet to find a way to test this correctly.
Not saying that is the problem, but I did exactly that and in at least two holes the tap followed the burr on the cut so I’ve had to drill those out square. I say at least two, because I’ve only used two on each rail during my “dry” build, so that’s 25% when I think about it!
Yes, when you mentioned it, I thought I should have bought and used a drill column instead of doing it by hand. Oh well, it will be something for my next CNC
I was just saying does the z steppers lip fit inside the printed part flush.
If it is not sitting flush that would make the z screw force the gantry to tilt or not move straight up and down.
Alright will do so.
Might take some time to give an update as I am out PLA.
Thanks for the clarification! I’ve checked them and they seem to be correctly installed.
Just tried that one, but can’t seem to see any difference. So guess that can be eliminated from the checklist.
Still need to recheck this one but I’ve checked the your plates vs the table. One side is >0,5mm off the other side ±2mm. But measuring heel toe, bottom top, the measurements are the same. So probably the error margin is caused due to the table.
Measured with a leveling tool and that showed a camber profile ( bottom side wider than top side).
Ok, just checked it. boy that was easier to do so my LR2.
As far as my accuracy goes, it looks like the tube is not in a 90 degree angle with the side plates. Got a mm difference on a length of 25cm (rail is ± 85 cm).
To verify I measured bearing distance to table edge on heel & toe, and this gives a ± 3mm difference (but that can also be caused due to cut of the mdf table).
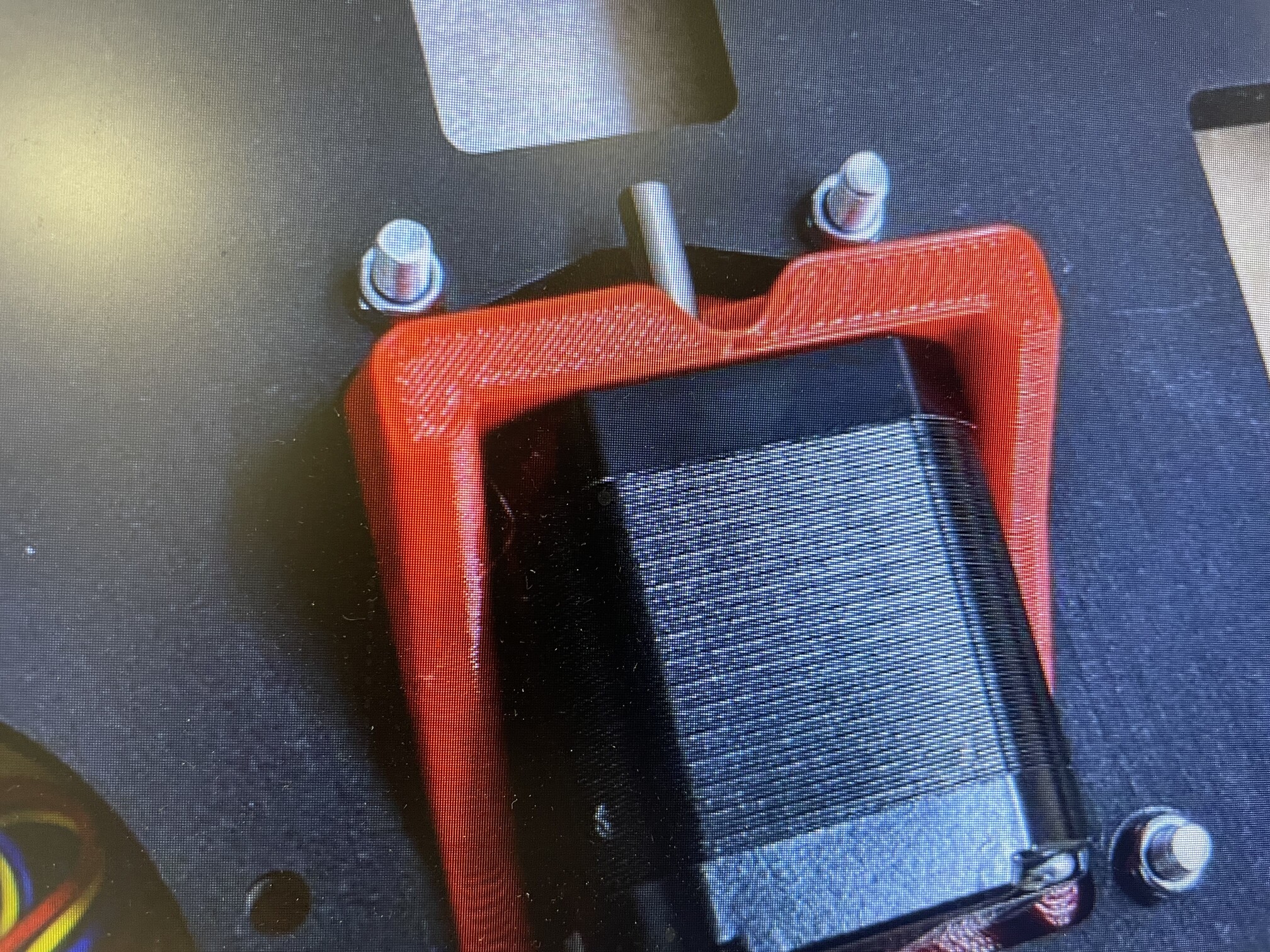
Also checked the lift once more. When Z is raised to the max. every bearing touches. When Z is to the min. only 30% of Y travel all bearings touch. Once I move further away from the location I reset the struts a lift of ± 1mm is visible on 1 bearing.
Look how missaligned mine was and it was still cutting very accurate corner to corner. And this was not using end stops.
I am one to get rabbit holes in total accuracy but sometimes it’s gets to the point where it’s not really worth chasing.
Just my .02$
In the Y direction I have cut ±90cm of length that was accurate. In the X direction I did ±25cm of length that was accurate (before I started messing with thing to get it dailed in, now I need to recheck).
I plan on cutting some wood for lamination soon that would be 150cmx30cm, and I need to repeat it few times so it must be spot on. That´s why I am investing time to get things perfect.
Seeing how far yours is off, maybe I would better put my attention in tramming instead. But I am afraid that might be impacted more due to the roller lift
Fair statement! Although if I was in your shoe´s I would try to get it a bit better alligned
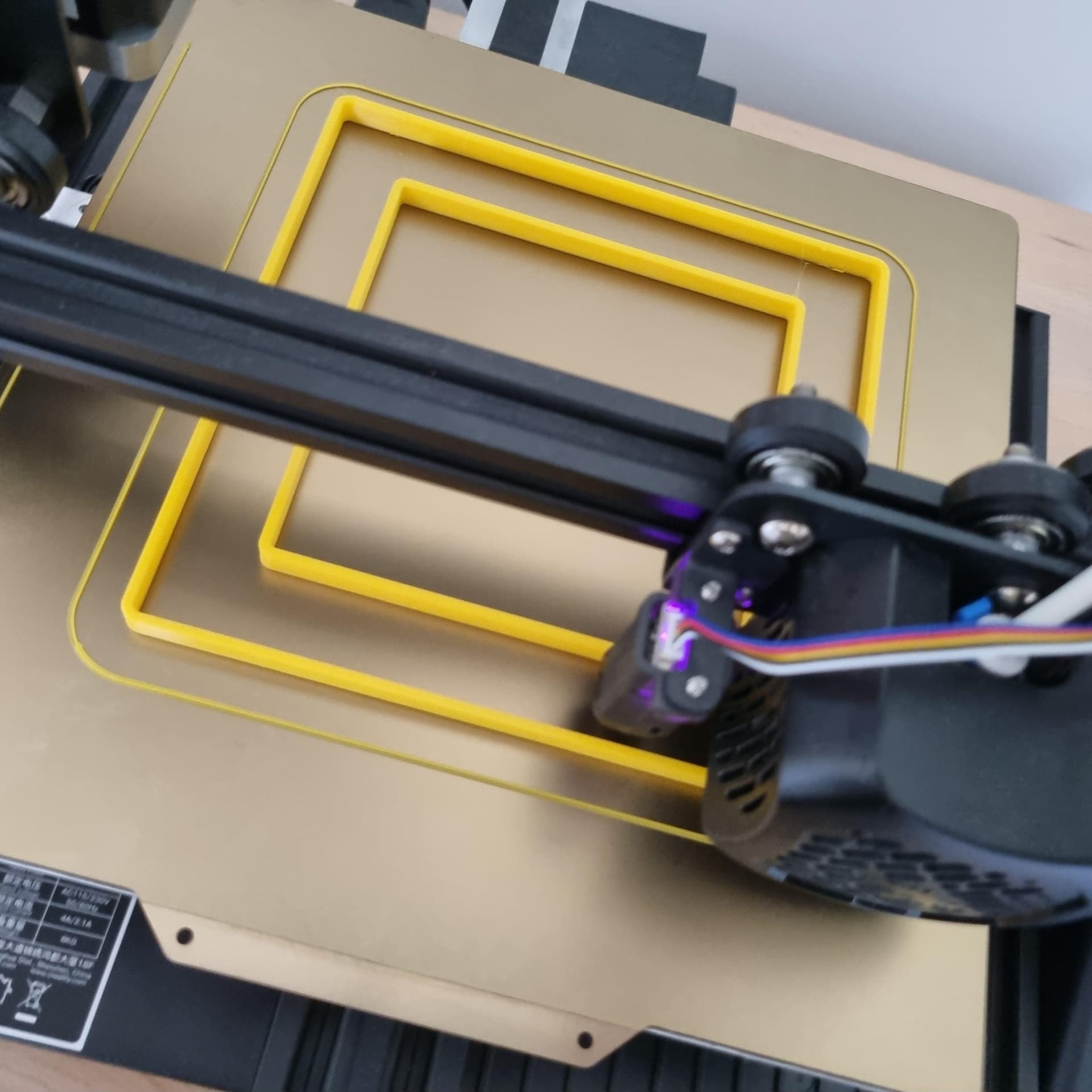
Measuring topside (there is small elephant foot on bottom due to UBL), using my transparant measuring tool, the large rectangle gives me 149,5(X) by 149,8 (Y). The small one gives me 0.5mm short measuring corner to corner but that could be an error depending on the place you measure the rounded corner.
Using another tool I measure 150x150 for both.
So that looks pretty awesome to me for a printer that´s not been squared
Maybe I should just loosen it again, try to fix it on the lowest Z height as the router will be moving there more than on Z max. Measuring it at Z max might not be a good idea since I use the extended height version. The higher Z max end might show more imperfections thant the stock V1 height…
That one should be pretty good now try the standing one in the YZ and XZ orientations, that is the one that bites most people. Printer tests and calibration