Orca Slicer 2.3.0
Flashforge PETG profile tweaked for my Elegoo Rapid PETG which I have recalibrated trying to resolve.
Forge-X 1.3.4, but issue started with unofficial KlipperMod.
All of a sudden, although it seemed to start when or around when I started using new rolls of this same filament, just back to the color black, but I have tried another roll as well, both dried for several hours at 65C.
These examples are a bit challenging for 3D printers, at least somewhat, but nonetheless some of these results I am not used to seeing before and are atrocious.
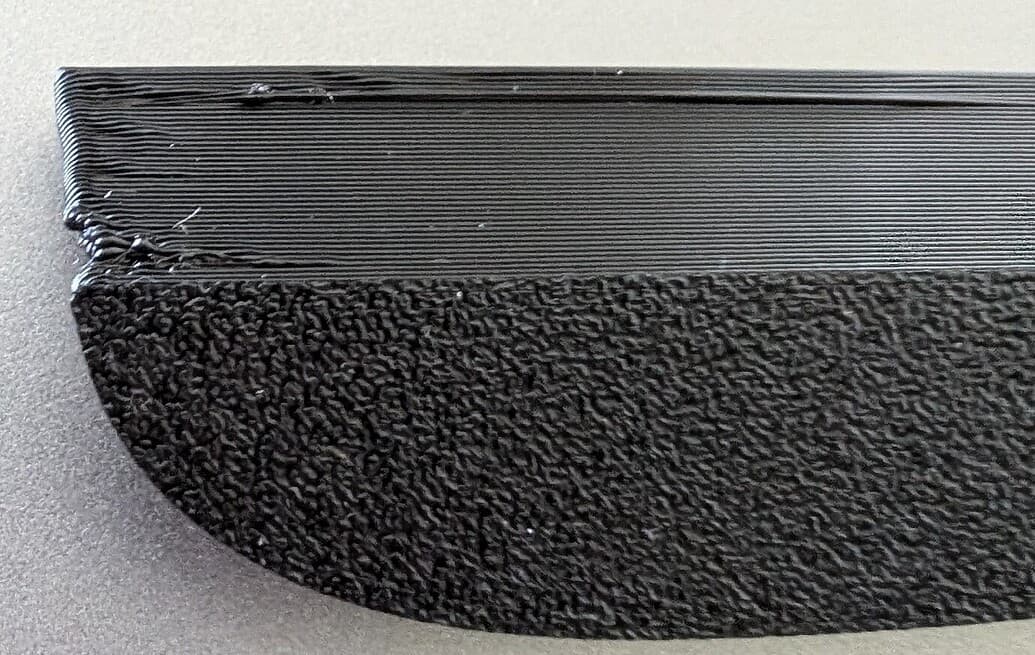
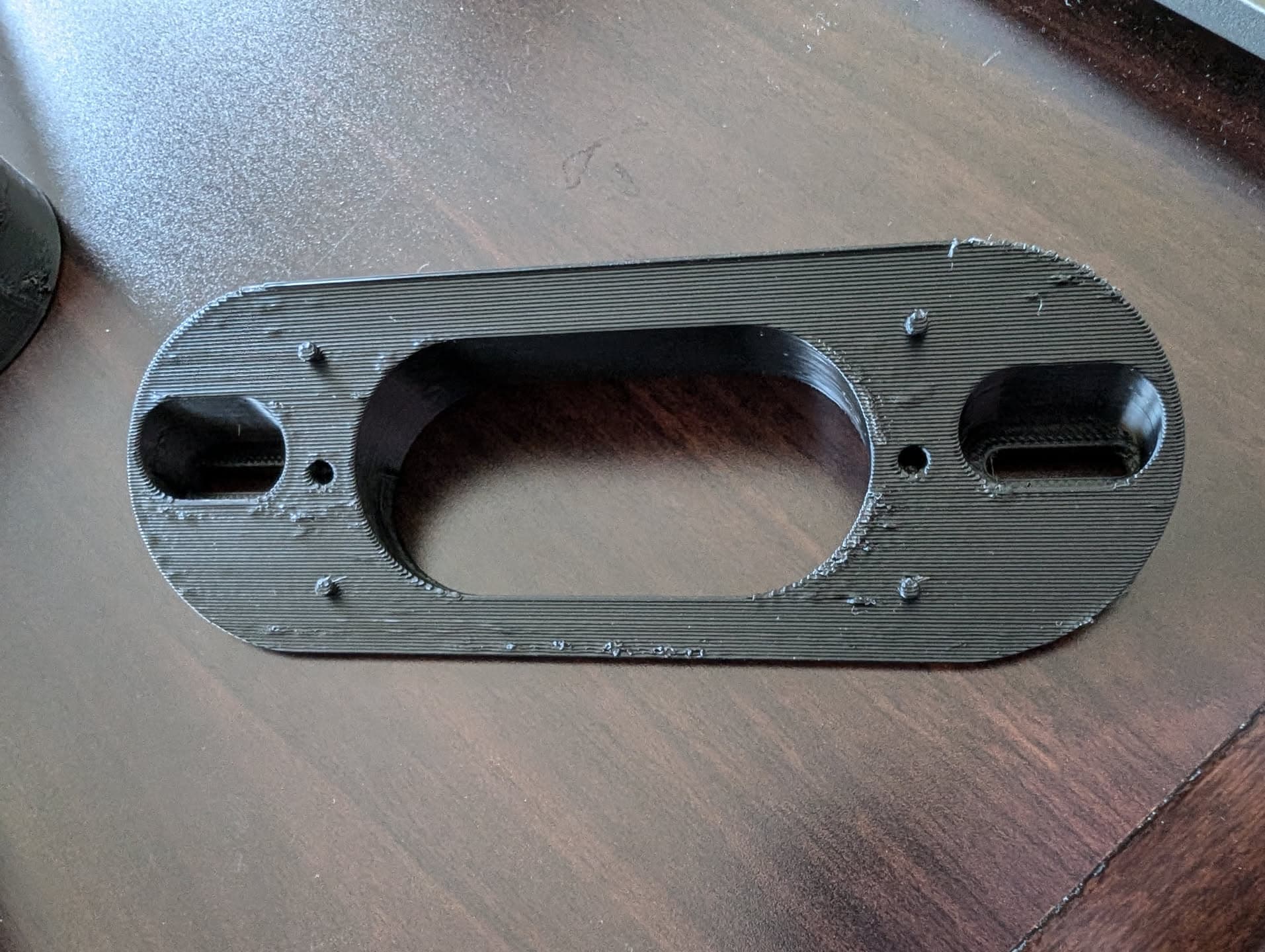
I first noticed it with printing a doorbell wedge mount, 25 degrees. The infill eventually started not to be laid down correctly, sometimes I could see it spiked up a bit from the side, so once it was sitting up a bit, the straight layer lines that make up the top (or front) of mount starting becoming bumpy because it was sitting on top of mangled infill.
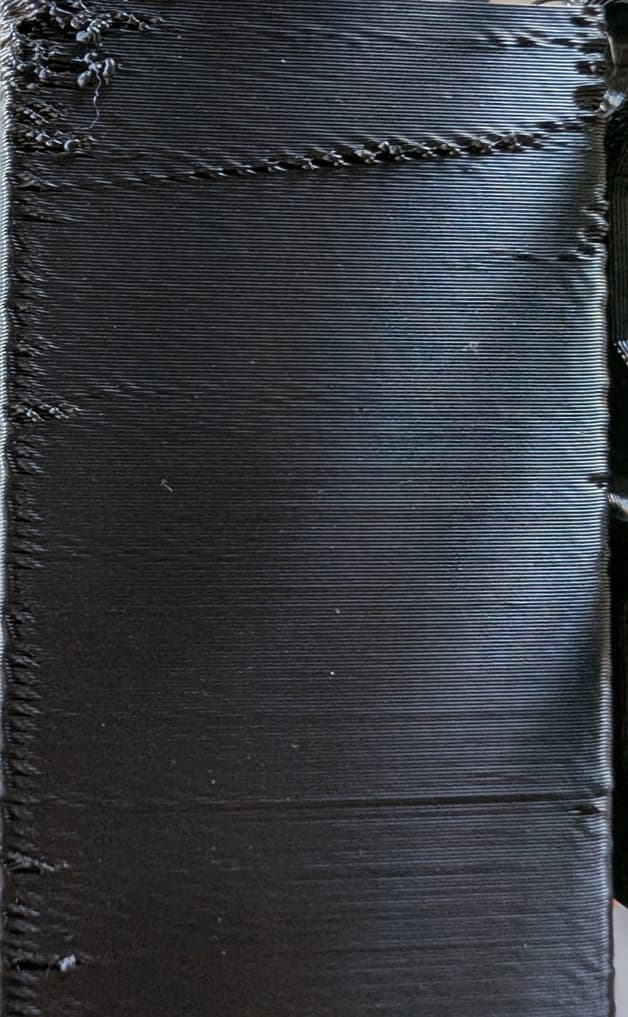
Often I see some loose strands at a wall that didn’t stick to layers around it. Or some strands weren’t part of a wall of a bin and they stuck out on the inside as if it was some awkwardly placed overhang.
Fan speeds have varied, but 25/50 is what I have now, have tried up and down, ultimately still issues either way. Overhangs/bridges is at 100%. Here are some example pics.
I recalibrated temp, PA, flow rate, retraction. Some things were fine the same, some things I modified, but didn’t notice a difference. Almost every roll of filament I had before was so nasty and sticky, even after drying, seemed to have gotten bad luck with them, they kept snapping during printing on the roll, but despite that, I never seemed to get bad quality prints from them, so with filament that has looked and been better in that department and now that I used dryboxes, has been dried and stored properly unlike previous filaments rolls when I was still figuring the drybox thing out, I don’t see how it’s a filament dryness issue as these were in way better shape than almost every roll I used before.
I am working on setting up bowden tube to printer so it’s even better, but being I’ve had so much success even with no drybox, I’m not inclined to think that is the issue. What brand would you recommend? I didn’t have a good backup option to PETG when I shopped around.
What temps do you print at? I started at 260, but then I calibrated and a number of times over 230 is what looked best.
Thanks, may try it. Tried 3rd roll of filament, more or less the same, so harder to see it being the filament. I haven’t touched my modeling software in so long, have practically given up on 3D printing. Even a bin looks like this on the side.
I have re-ran the calibrations, some adjustments needed, some not, didn’t notice much of a difference. 3 different rolls of filament now, all that appear better than ones I’ve had before.
I am inclined to think it is a mechanical issue as well.
Here is a file of a propeller I have printed that comes out really clean if you want to try it. Maybe it’s something in the settings. IDK, it’s just an idea. Propeller.3mf.zip (3.0 MB)
No, only ever printed with this same material, just different colors. This is even after a recalibration, including fresh leveling before the print, 3 different rolls tried.
But the material has worked for you before, right? Like, I really doubt you had a (large) bad batch but… not inconceivable, I guess.
Can’t get my head around the extrusions just straight up not being where they should be… not adhering to the layer below, I guess. But why Perhaps the nozzle is not as hot as it thinks it is?
In any case, as others have said the obvious step is to try a different brand or even material entirely (careful going PETG → PLA, PLA could theoretically carbonise in the nozzle. I always flush with cleaning filament when changing material type… just in case.) with the same print.