Cutting in some cedar last night. Went ok for the most part. Im still chasing the lead in issue. I forgot to add a finishing pass which is completely my fault.
Question is: will a finishing pass fix the hefty “dent” in the part? The part where the dent is, is actually the right size. Where it pulls out it is actually about 1.5-3mm to big. So it seems the cutter is being pulled away from the material.
At this point I have a large lead in, pretty slow. It helped on the lead in side but the cutter still seems to be moving. Am I just going to fast? I did check my tool mount before cutting and there was some play so I tightened it up to where there wasn’t any but it seems the whole tool mount is flexing down? I have a 4x8 LR3.
This definitely looks like flex. Mine has it too, but not that pronounced. I now settled on conventional milling with 0.5mm finishing pass, that seems to work fine.
So maybe I dont understand finishing passes. When you do one, if the part needs to be 10mm, does it cut 11mm and then your finishing pass of lets say 1mm brings it to spec?
I had lots of problems with climb milling, because it is “drawn into” the wood so a finishing pass does not really help. With conventional it gets deflected away from the workpiece, so if I use a 0.5mm finishing pass there is nevertheless only 0.2 or 0.3mm left to finish. Just play around with the settings.
This is opposite from my understanding. Yes, climb milling pulls the tool “forward” into the cut, but it also pushes the tool to the left for a part, or to the right for a hole, which leaves parts slightly oversize, and holes slightly undersize. Then a finishing pass can clean up the difference.
For conventional milling, the margin has to be larger than the deflection (not a big deal). If you have too little margin then you are already undersize for a part or oversize for a hole and a finishing pass can’t fix it.
According to my theory, when climb milling, the finishing pass dimension is not critical. When conventional milling, the finishing pass must be at least as much as your deflection.
The pictures seem like more than simple deflection. The fact that it only happens in one or two locations seems to point to something else (IMO).
I had similar issues on about three separate occasions, and in each case it was caused by something catching on the core and causing the cut to go off track.
Just a thought, does it happen at the start/end point of the cuts? Skipping steps might cause that.
Looseness of the core bearings could also be a possibility.
Mine was doing something very similar. I had to tighten one of the lower bearings that was a bit looser than the rest. The dent was consistent in its position too, regardless of part shape. Unfortunately, I didn’t take notes. I think the bearing was the side opposite the deflection. Also, 1/16th to an 1/8th of a turn was all it took.
With the router off, I ran X back and forth and used a combination of my eyes, video on my phone, and gently placing a finger on the bearings to get an idea if they were all equal. I found that I could stop one from turning with gentle pressure, while the others were clearly engaged on the beam rails.
I suppose if you’re confident in the bearings, this is a moot point. So please feel free to ignore.
It only happens on the lead in/plunge. But it does it on every one. Regardless of the location. I cut all those pieces out at the same time from a 12"x4’ piece of cedar. It happened on every lead in. The lead ins look great and make the piece dimensional correct. But then when it goes to the actual cut it deflects and gives me that dent.
Definitely not. I can go back and check them again for sure.
What’s the X/Y travel speed like during the lead-in with those settings? It may be that the lead in angle and Z feed speed are limiting the XY move rate during the lead-in, so it’s actually cutting way slower to start with during that portion then suddenly speeding up once it’s done, which would lead to more cutter load and more deflection.
You could test that by doing the same cut at say 6mm/s XY and seeing if it looks a little more linear? I’d still expect that it’d start out with no deflection at the top and then ramp in to some deflection, but the lower speed will also reduce that.
I had a MAJOR step in my parts right where the “next pass” begins. It was play in the machine that I never did get to the source of before taking it apart to prepare for the Primo. On my machine the step got worse and worse as the machine aged.
[ Sorry just after posting I realized this is a LowRider you’re talking about ]
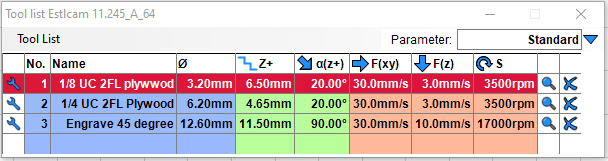
The travel speed on the lead in is considerably slower. 3mm/s. Probably why it doesnt deflect. Im hoping to not have to run all my projects at 3mm/s though. Thats awfully slow.
I didnt get a chance to work on it last night. Hopefully tonight I can check bearings and try some different settings.
Are you cutting 6.5 mm depth of cut per pass? I usualy cut at 2-3 mm pas at 400 to 800 mm/min with a 1/8th in mill. Cedar is a pain to cut also stringy and lots of harness varents i hade more troubles with the grain than cross grains
Is that where you have a holding tab? I only get that where I have holding tabs and couldn’t make it go away. The solution was to not use holding tabs.
Holy Moly. Yeah you are running considerably slower than me. I’ve never cut cedar before but since its pretty soft I figured it wouldn’t be to much. Maybe I am asking to much.
I was. I can turn that down a bit. Its 3/4" cedar so I was trying not to move a bed into my shop and move in; with 6.5mm passes I can do it in 3 passes. hahahaha
So I used to have this same problem with holding tabs so I hoped the blue tape and super glue hold down would fix it. It did not in this scenario as there were 0 tabs on the whole piece. All blue tape and super glue.