Hi guys!
Let me introduce myself first 
My name is Niko, I’m from Berlin, Germany.
I’m a tinkerer as most of you are here I guess, interested in the whole making / hacking thing. I have an architects degree but mainly working in 3D, running my own office / little workshop. I have several things around, 3D printer, vinyl cutter, large format printer and lots of tools. I’m not a programmer but I like code, I’m not an electrical engineer but I wire things together. I’m soon starting my 3rd van build (as a tree just crashed my 2nd) and I will use this opportunity to (hopefully) fulfill a long dreamed dream: a CNC.
I’m planning to do most of the cutting for the van with a CNC as it hopefully fits nice, looks better and is reproducable. Kind of a maker van thing.
Therefor I would like to go big.
I EVER wanted to have a CNC, since at least 15 years, but all the commercial solutions were too big, too expensive and too limited. And just too much over the top for my needs.
I for sure checked the Maslow CNC, cool approach and a small footprint in the shop, but not ideal.
LR seems the way to go and I already dug deep into all the information and forum threads here. I try to keep it as short and clear as possible, looking forward to your opinions on how to mod/opt the build.
- 1. Cutting large sheets of 3000x1500mm.
I’d like to use the sheets without precutting, big parts mainly for wall covering (4mm birch, poplar…) and smaller parts for furniture / cabinets (6mm to 15mm max). Well, maybe some roomscale things too…
// That size is an issue, I know, I read the mods of a second level of tubes to add rigidity. Are there any mods about linear rails to increase rigidity? Would that make sense? Or wont this size not too much be an issue?
- 2. Noise level.
The office / workshop is a commercial place (not private) within the city. But its in an old building with mainly residental use and no good sound insulation. I would like to keep the emmision low as possible.
// Whats the main noise factor - the spindle, the cutting or the hoover? Would it make sense to go for a water cooled spindle? Probably I’d have to go for an extra housing?
- 3. Well, in that sense, what about… laser?
I’d like to add a CO2 laser to cut (up to 6mm) and quicker engrave cuts. Would be quieter (even though a hoover is still needed…), more versatile and the cut width is small, giving other opportunities for snug fit designs.
// Yes, I know, laser… I know its dangerous (and its even more dangerous as I’m not yet very experienced with this, I’m aware) and a laser safe housing of that size is not the easiest task. Caution and extra protection is mandatory. And I know the LR setup is not optimized for that, mainly in terms of traveling speed. But it would be SO cool…! Would have look into fast NEMAs then I guess.
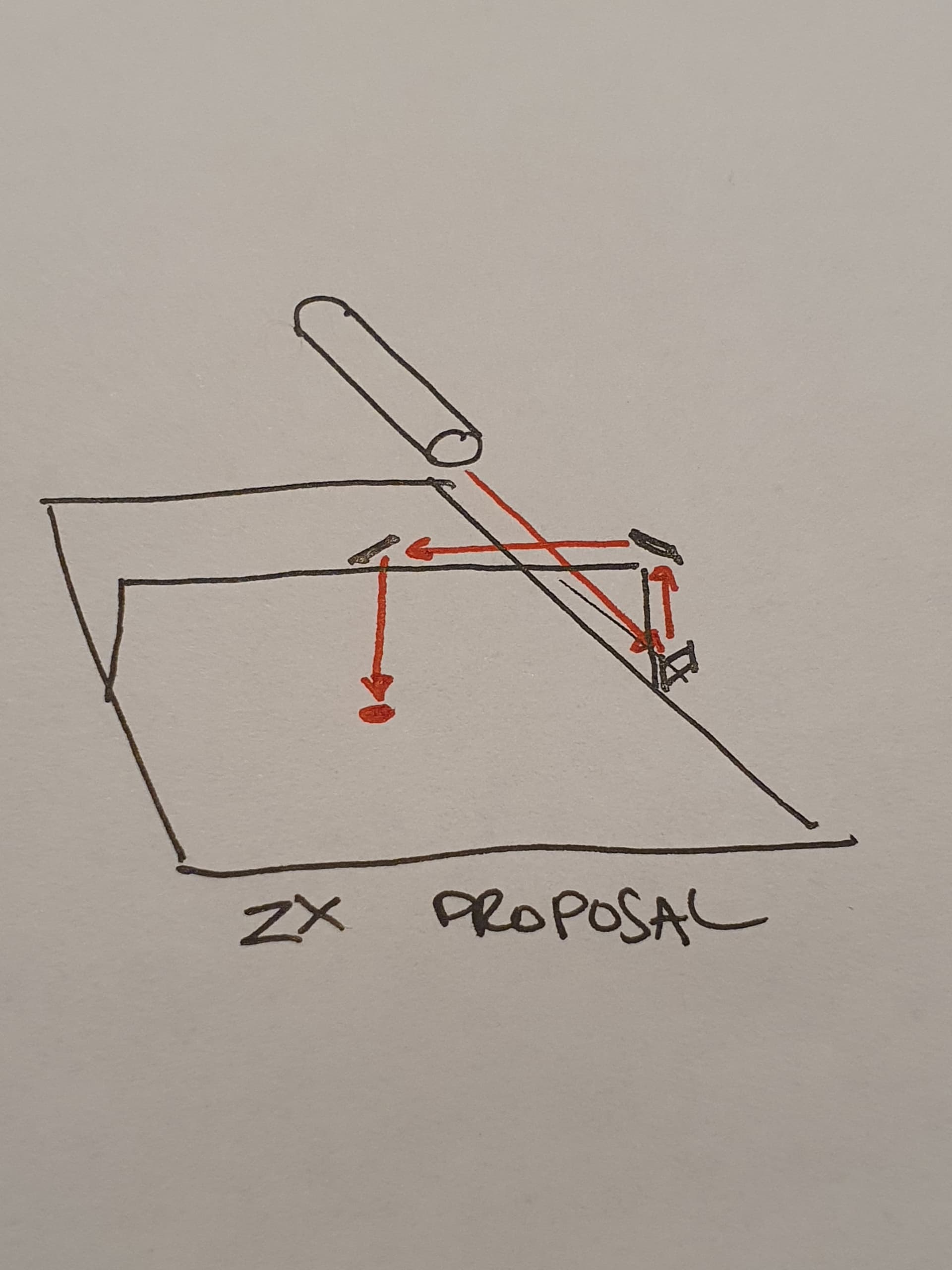
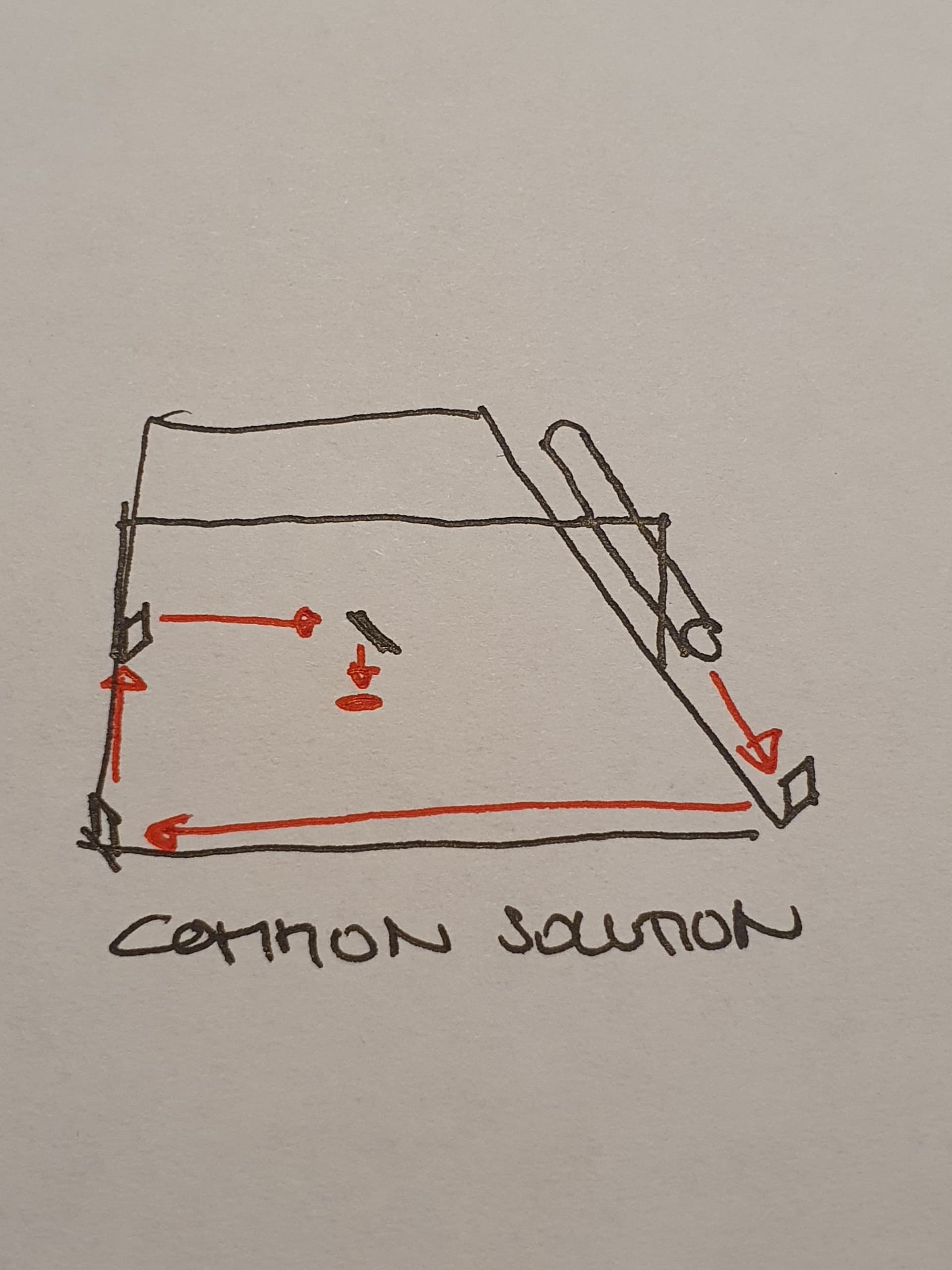
Main question about the laser thing - any chance to get a milling CNC bundle up with a CO2 laser? Maybe keep mirrors in place, recalibrate them when necessary and take out the milling spindle when the laser is working to keep the weight low and the motors quick?
-
- Shop space.
The whole thing wont run always, for many reasons. It would be ideal to make it a portable / store away version. Saw Micheal’s great portable version and its low footprint when stored. This is not the primary goal to bother you with, but might be considered (a little bit) now to be executed later. Maybe cut some parts with the fixed version and rebuild it into a portable one later.
I hope I didnt throw too many questions at you since we didnt have a beer together yet  and I dont get too many “Thats impossible!” back
and I dont get too many “Thats impossible!” back 
Cheers, Niko