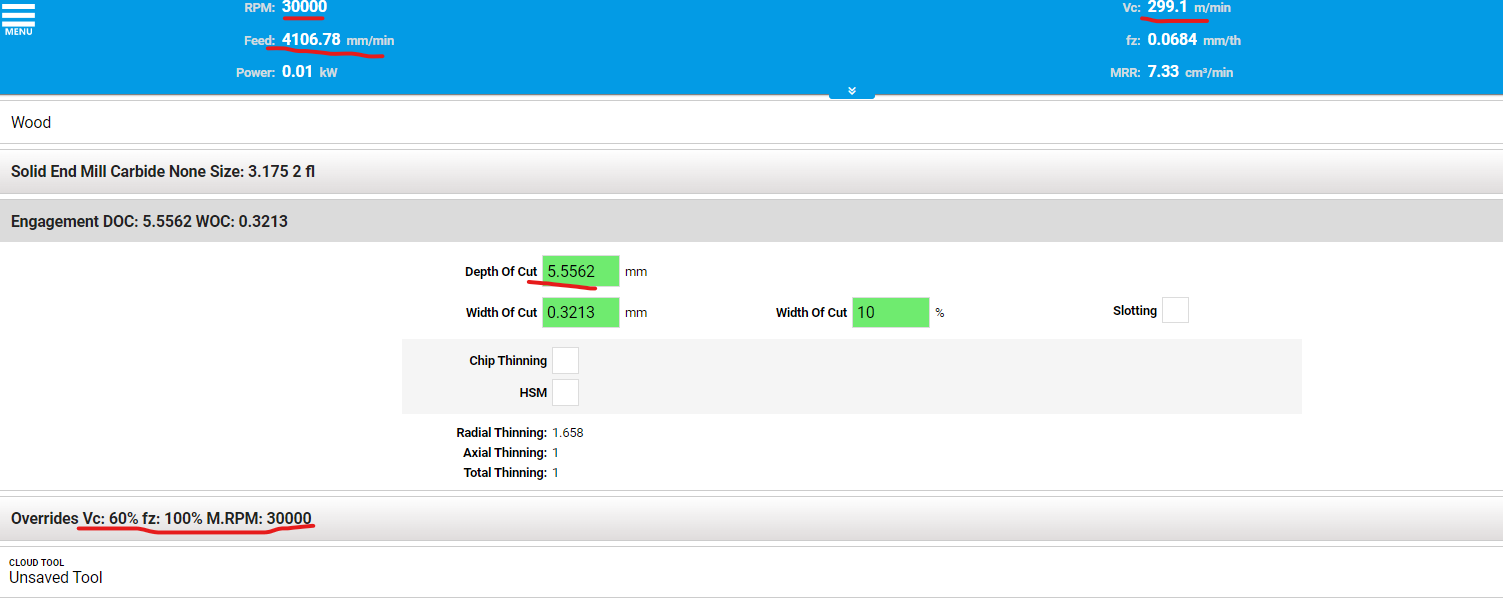
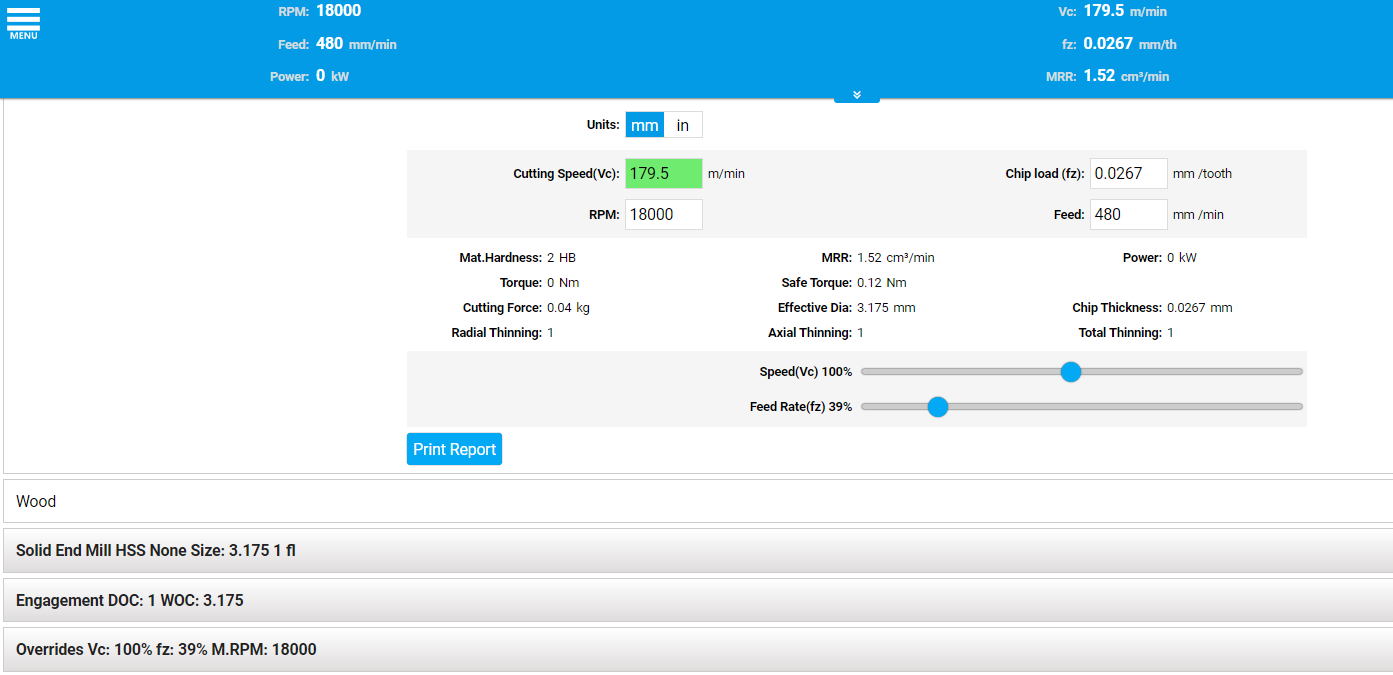
I was wondering if there is a reason (beyond longevity) that we are not running higher than 18000 RPM. I was just looking over the wizard (app.fswizard.com) and threw it on 30000 to see what kinds of cut speeds I would be looking at and its kind of insane. I know we were told to use the site to dial in any other settings beyond the 1mm cut depth, but I am in the process of cutting out cabinets with Mozaik and their code isnt exactly… optimized for doing those 1mm passes. I saw if I assume a 18000RPM speed (setting 3.5 on the Maketa) then its saying Im safe to have a 2464.07feed rate (mm/min) which sounds insane to me compared to the 480 I currently have it set to.
Is there maybe another rule of thumb I should be considering on the app? Maybe feed rate should be at 50% instead of 100%? Seems like using the app is sound, but at the same time I dont want to initiate flexing by putting too much pressure on it.
Maybe a better idea is to also stay below a specific cutting force kg for the Lowrider3.
Any help in speeding up these cabinets would be appreciated and this would likely help others.
Also here is the estimated cutting force on the wizard with the default settings and the single flute up cute bit. I do assume that is the info that was shown in the example in the milling page. If thats accurate then realistically we just need to stay below a 0.04kg cutting force and as long as all the other numbers work out you should be able to trust the calculator.
Hey Daniel, I don’t get why you wouldn’t go deeper than 1mm per pass or faster than 480mm/min. Most people do like 2-3mm per pass and around 800-1200mm/min with a 3.175 endmill. Personally, I go 4 or 5mm deep in poplar with 1200mm/min, 2-3mm per pass in beech wood. It really depends on what you want to do. 1mm is nearly always too shallow.
You seem to get the idea, Im just trying to figure out a rule of thumb using that tool specifically. For example I tried that with 3/4 MDF and it was too fast and caused smoke. That was with a feed rate of 749/m and depth of 5.6mm. Seemed like the machine could handle it for the few holes I let it do, but when it goes to cut out that would be ALOT of smoke. Ill give it a try at 3mm at 700mm/m and report back in a few since this is pretty dense wood.
When you say “holes” I actually think of holes, like going straight down and up again. That’s not what the normal endmills are made for, it always smokes if you do that. You need special drill bits for that.
If it smokes on normal cuts, turn down the RPM of your router. Mine (Makita) can go up to 24k, but I mostly have it run at like ~10-14k.
A few weeks ago I cut MDF 6mm deep with a 6mm two flute endmill and 2000mm/min. Worked really well (except for the dust. Dust everywhere.).
Slowing it down to 700 and using 3mm is working for now. Much faster, but I will see how long this one goes and maybe go down another mm or so. I was just hoping that if I had a cutting force of 0.03kg and the default setup is 0.04kg that it would work about the same since the main issue I have is the directional force on the bit itself as there is a small amount of flex. Just aiming to avoid that and it sounds like the cutting force is a factor to consider, but not the variable that I need to be solving for on its own.
I actually would not spend too much time with those calculators. The MPCNC/Lowrider are made of plastic, after all. Sorotec, the place where I buy the endmills, always lists depth per pass as diameter*2. This is, at least for me, impossible (or I am too much of a wussy to try, I don’t know).
The load on your machine grows a lot more when going deeper than when going faster, as far as I remember. Rather try to do 900 or 1000 instead of 4mm DOC.
Yeah I get its not a 100% ridged structure. I am looking very closely for any flex and at 3mm (diameter is 3.2) it works well so far. I may be able to get away with going a bit higher, but Ill test that when I dont have a $4k construction draw on the line lol. Using the diameter alone as the depth makes a bunch of sense to me.
Very interesting discussion, especially for complete NOOB when it comes to the LR3.
I can see how the LR3 is not as rigid as a commercial machine, it not built for that.
From what i read a good place to start is :
Using the DIA of the bit as the Depth Of Cut (DOC)
Approx 1/2 speed on the Makita router
Feed at about 1000mm/min and working up from there
Things to watch for is end mill discoloration from heat (either more feed rate or less spindle speed)
Gantry flex, again less balance the spindle speed and feed rate to get the optimum cut / vs. mm per second
In terms of end mill heat, the way i understand it is:
End mill heat is usually cos of the bit spinning to fast and rubbing on the wood several times in the micro seconds between the steps of the motors before the CNC moves again so the bit can “Cut” another section.
If you guys know of any interesting discussions around this for NOOB, please link away.
Im a noob as well lol. Im just trying to see what kind of rules of thumb we can use for the CNC. I understand that they are all different, but there has to be some constant that we can use as a check. I think the calculator is off because it says the the cutting force doesnt change when you increase depth. Thats obviously wrong unless Im misunderstanding the force calculations. Perhaps if there was a way to check how much force it takes to start flexing at different heights and use that metric along with the with a bit variables plus a some math added to have a calculator for the machine itself. I come from an IT background so I know programmatically there is a way to do most things. It just takes the right inputs.
I saw a few of these threads for the LRv1 and v2, but this design is a bit different so I wanted to make sure it was relevant information.
One thing you really have to remember is the bit itself and CHIP LOAD. The manufacturer of the bit will provide a general recommended “chip load” for that specific bit. Once you know that, then there is a formula that will allow you to change the input of the Feed (how fast the bit moves through the material - mm/min) and speed (how fast the bit is spinning - RPM). Feed (usually in IPM so will need to convert to Metric) = Speed (RPM) x Chip load x # of Flutes. So if you want to be at 18000 on the router, you would put that in, need to determine what the Chip Load is (Manufacturers usually will have a chart for the bit and base that off the material you are cutting), and you have a single flute up-cut.
A quick search of the googs using the 1/8" bit from your pics, says a typical chip load for MDF is .004-.007" (Chip Load Chart - CNC Tooling - Cutter Shop). With that being said, FR=18000*.004*1, is 72 IPM (1828.8 mm/min) at the low end, and 126 IPM (3200.4 mm/min) at the high end. If you look at the chart in the link provided, the chip load will change depending on type of material, and is just a GENERAL/BASIC guide to get you in the ball park. With most hobby type machines, these numbers are usually way off, and will also vary depending on the depth of cut and rigidity of the machine. That is why I believe @vicious1 has posted very conservative feeds/speeds in the milling basics as he has tested them and the machines should be able to handle that for the new comers. Going faster and or deeper is going to have to depend on experimentation by the actual builder to know what their machine can actually handle. Just remember you want CHIPS, not DUST (MDF be damned!!!), and going too fast or too deep can burn your bits up and make them dull really really fast, and then you aren’t getting good cuts regardless.
I apologize for this being so long, but I at least wanted to share what I have learned in my CNC journey. I messed a lot of things up because I wanted to go faster and deeper at the start before I truly understood that isn’t always the best for the type of machine you have.
I have no idea how I would get chips from MDF lol. Its already sawdust in a very fine form. I do get them in particle board without issue, but MDF is much more dense.
Something is bothering me about your cutting experience. In particular, I was bothered that you were getting burning at 3mm DOC and at reasonable/low feedrates in wood. There was one previous time on the forum where I saw similar results. It turns out he was using a spindle, and he had the spindle spinning backwards. Unless it is some sort of killer hardwood, I would not expect burning from your settings. Something just doesn’t seem right.
I’ve posted a link to this video before, but going to post it again: Intro to CNC - Part 5: Feeds & Speeds by Winston Moy. This video is where I had my “aha” moment about the relationship between feedrate, flutes, bit diameter, and rpm. One takeaway is that burning can be caused by cutting too slow. I would recommend doing some test cuts using a single flute, 1/8", new (sharp) bit at lower RPM and see what you can accomplish…and if you are using a spindle, make sure it is turning in the correct direction.
Oh Im doing well with 3mm deep cuts, and a feed rate at 800. I thought I posted it on here but I did not. Its a down cut bit not an upcut. I know I shouldnt use it for holes, but there are very minimal holes and I didnt want to deal with a tool change. Thats likely why I was getting some smoke and that has stopped since I changed the depth of cut from 5mm to 3mm. Probably just too much material is a small place.
I highly suggest using an up cut bit when you are working with thicker material. Down cut bits are great for thin material (<1/8") since it will push the material down in to your spoil board, but with thicker material it will just pack the chips down in to your cut instead of pulling them out of the cut and clearing them. The smoke you were getting in mdf was the down cut bit packing its own flutes with the dust causing rubbing.
Thank you for this interesting discussion. For what it is worth, Many many moons ago when I first started in power tool sales, I was taught by a very knowledgeable carpenter that as a general rule of thumb for router bits is that you never cut deeper than the narrowest diameter of the bit. so 1.5mm for a 1.5mm bit, 3mm for a 3mm bit etc. If you have a 12mm twin flute bit with a 1/4" shaft then you don’t cut more than 1/4" at a pass.
We never had to worry about feed rates as there were no CNC machines around, and you develop a feel when using a router by hand as to speed and also what gave the cleanest cuts.
I too struggle with feed rates on my CNC and have broken more than my fair share of bits. Its almost like a feeling of relief that a job actually finishes without crashing or breaking a bit or something coming loose. I have always run my Makita at full rpm’s for fear of it not being able to cut a full job without breaking the bit especially when using the 3mm single flute TCT bits which almost snap if you look at them too hard.
Your discussion has forced me to reconsider motor speeds and I suppose its time to load up some scrap and play around to see what is achievable at lower speeds which will also reduce the noise levels as a bonus, also I need to try some upcut bits after seeing your comment about the chips/dust being compacted back into the cut. Also to start reading the specs that should come with the bits.
Thanks for all the valuable information you are sharing.
I like your router analogy. It took me a long time to develop that “feel” and I have sanded off a lot of burnt routed edges over the years.
With no cnc experience at all - the gap in this discussion is the “what if I go too slow” question. I am really happy to take things nice and slowly for quite some time - I have no envelopes to push, but I suspect there is a point where too slow is making smoke and burning bits rather than breaking them?
What is the objective in going faster? To get the job done quickly (I know that double the speed = half the time) or is it to make a cleaner cut, or both?
Hi Peter, Yes I have been guilty of going too slow for that reason as well. Rather slower and the odd burned edge than losing expensive cutters.
However, we now have to contend with the electricity being cut here in Cape Town every 4 hours for 2 - 4 hours. Our utility company Eskom call it load shedding, something we have had to deal with but this year it is particularly bad, and without electricity for 10 hours a day.) So now its about making a job fit the window of opportunity and speed indeed becomes far more important.