Can someone who has successfully used FlyFischer’s F360 Post Processor with the MPCNC with Jackpot board, please help me with a quick sanity check?
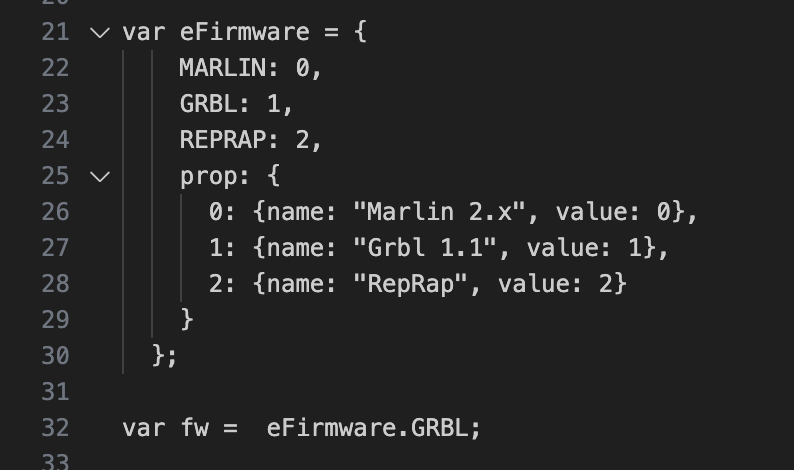
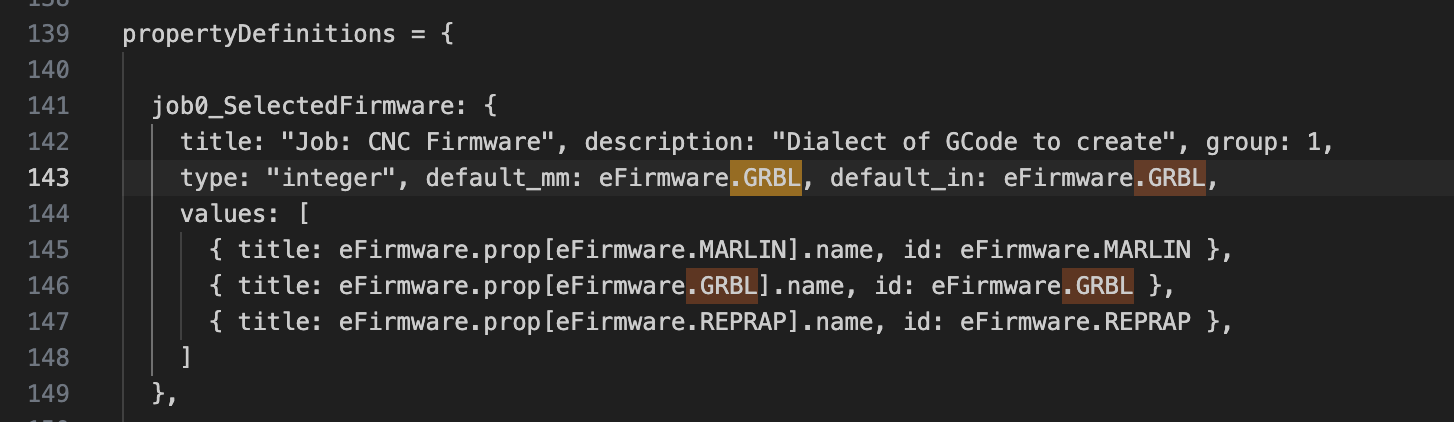
I was wondering why the PP Gcode file looked a little weird and was missing certain things. I looked at the MPCNC.cps file and noticed that marlin was the default choice in 2 places. I changed them to what I assumed is the correct syntax in the correct places, but just would like confirmation / swift kick in the butt. Thank you in advance.
So what I failed to realize was that there are a few versions of this PP floating around. One earlier version didn’t have a table of parameters within the Post-Processor window in F360, so I had assumed that this was the same and required editing the file directly.
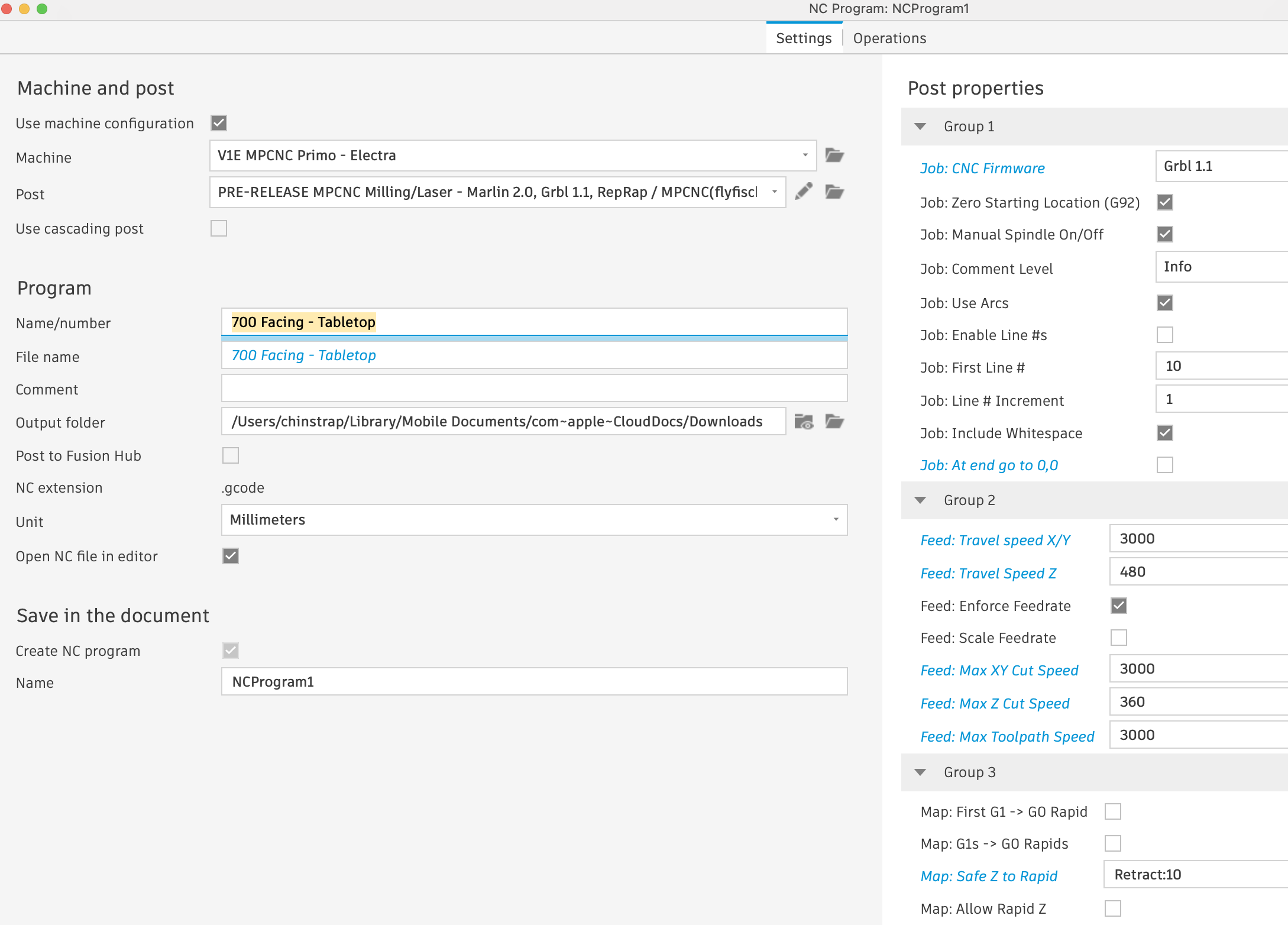
This “beta” version is the latest I can find, as of this reply from @Flyfisher604. and has said table of parameters that pops up when you “post-process” after generating toolpaths for an operation. I love it so far after working through some issues of my own creation.
The gcode posts using G92 (global offset), not G53-59.
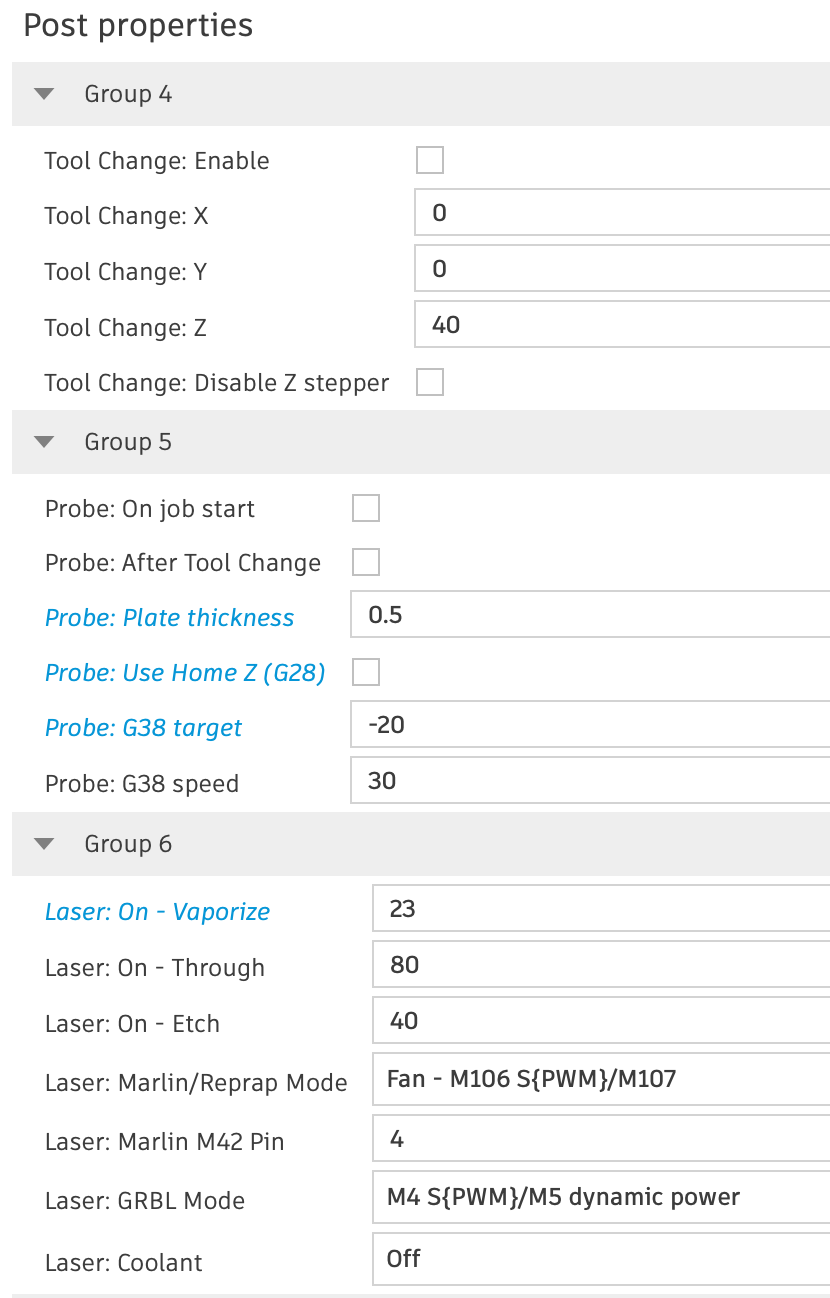
Don’t use the probe option in the program, just probe before you start the job.
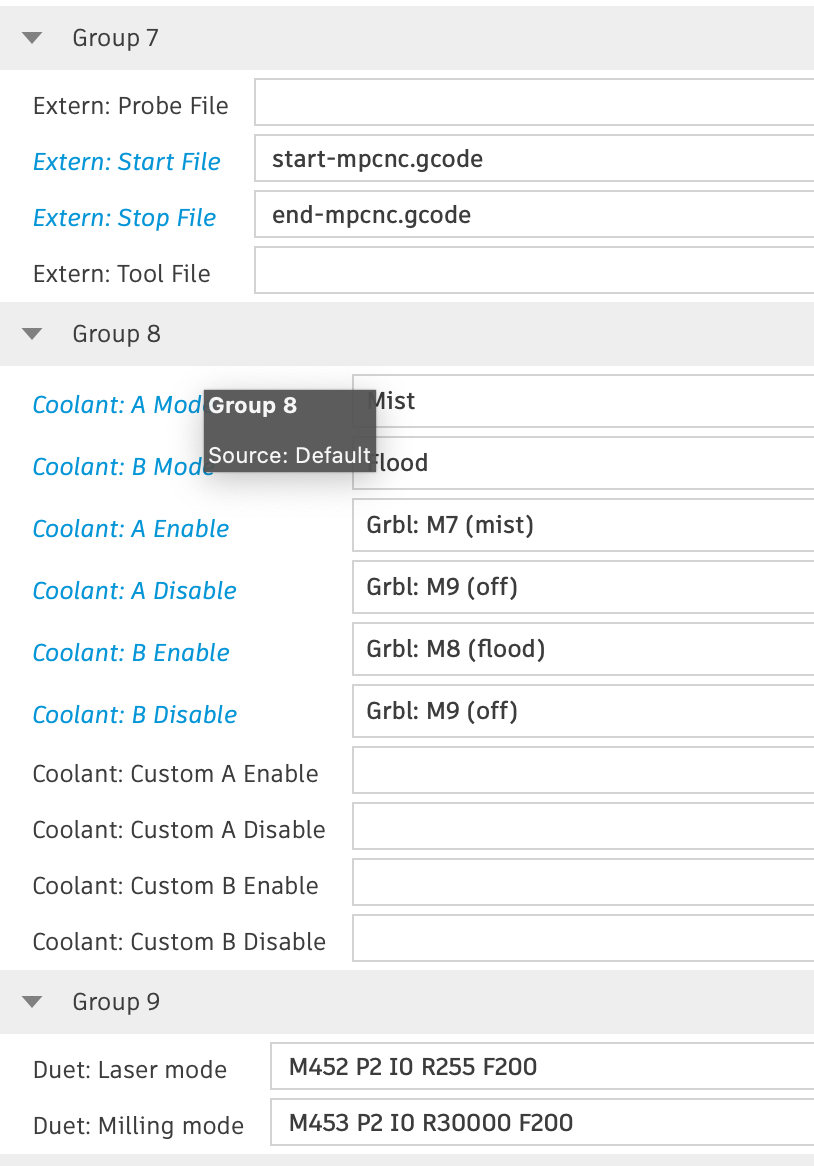
Create separate start and end gcode files and store them on your PC to link the F360 PP to. The start/end/tool change files will be used by the PP to add lines to the begining/end/tool change of the program while it posts. If you define these and the files aren’t there, then the PP will error out when posting and it will create a file with information on why it failed to post.
home > jog to above stock > probe > jog to origin > Zero XY (G92 X0 Y0) >
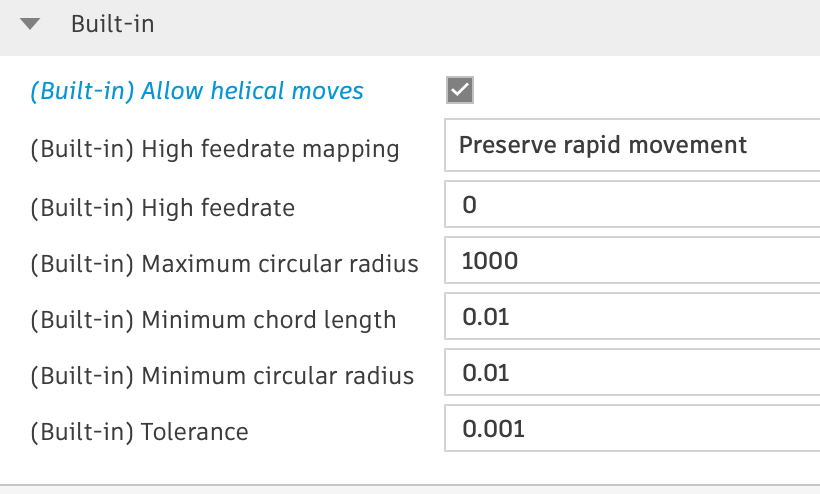
I have included my F360 Flyfischer beta post processor settings that I’m currently using for my MPCNC running Fluidnc with a jackpot board and a kobalt trim router.