Suppose I want to cut two (or more) vcarve paths from the same files, but I need to do them separately because reasons.
It looks like F-Engrave doesn’t have any options for deselecting paths, ok.
When I separate the paths in inkscape, I lose the origin location in F-Engrave AND the path gets scaled.
If I create a boundary box around the paths to maintain relationship to each other and the origin, the box gets cut because I can’t deselect it.
I suppose I could manually edit the gcode to remove those paths, since they should be just a few lines, but I’d rather not since this is likely to be a thing I do a lot.
Is there a solution here with F-Engrave, or is it just the wrong tool for this job?
Sorry I can’t help with F-Engrave. I use ESTLCAM. It would be a manual edit for me too.
BUT, I have started using LightBurn and it has the ability to turn individual cuts and burns on and off. That would be a great plus for us when they release their CNC version like @Ryan mentioned. I’m really looking forward to it.
Hey Tony, I have been playing around with different methods to do inlays. For shallower inlays I use Estlcam and set the starting depth for the plug lower (there is a thread around somewhere on how to do it), for deeper inlays I use F-Engrave. I had the same problem you have in the beginning where I had two V-Carves that had to be done separately because it was a two-colour inlay. I cut the negative with Estlcam using two layers and the plug with F-Engrave. That worked surprisingly well.
Interesting approach. Makes sense to cut the plugs in f engrave. How did you ensure that the size was identical between both programs? Maybe that’s the part that can save my bacon.
I’m also looking at vcarve right now. Solving the problem there is trivial. I can do it in Fusion with a fair amount of ease, but the second part of the job is much more tedious in fusion, and it looks like I’m finally jumping ship anyway.
I took the same dxf for both and left the size on 100% in F-Engrave. For the depth setting I used the same depth that I used in Estlcam.
For the cat in another thread I tried to leave some space for glue and set it to be milled less shallow but somehow that didn’t work at all. I planed 2mm off of it so I’d have some space for glue, then it also worked. I haven’t really found the best way to do deep inlays.
V-Carve does (ironically) not offer a good solution for V-Carve Inlays either as far as I know. I did install the trial, but it does not have the same options that F-Engrave has, the prismatic overcut option does not exist in any other program as far as I understood it, and that’s the most brilliant thing about F-Engrave (even though it is missing the option to leave a gap for glue). Maybe V-Carve can do negative offsets for carvings, then it would be easy peasy lemon squeezy to do deep inlays with it.
One of the things I like about FEngrave. Also, it’s the fastest way to an engrave job, just a tradeoff with being able to specify the path, I guess.
As for vcarve and multi inlays, I’m sure this has been shared before:
He talks about the same challenges you mentioned and his solutions for them. Not any worse than what I’m currently doing in fusion, and by “currently doing” I mean “using a spreadsheet I put together after thinking about it for a bit” lol.
Okay, by chance I stumbled upon a V-carve video and the guy really opened my eyes. Not because of the video, but because of the trick he uses that you can find in the description. This is the video: https://www.youtube.com/watch?v=t3whlKDAxYY
Granted, you need to be sure your endmill can mill 6mm deep, but that should not be a problem if you are going slow. He explicitly talks about it.
We did have a similar approach in the thread about inlays with Estlcam and me saying that going so deep is not really easy, having starting depth plus inlay depth etc. The genius thing is to set the flat depth to basically 0 and then just cut the inlay part without the need to go lower. If he wanted to have some space for glue, he’d start at 0.1 flat depth. Maybe that was obvious to you all, but it just clicked for me, because it is basically what I am doing for my shallow inlays, but I somehow miscalculated and thought I needed like, 10mm DOC in one go, but no, 6mm DOC is absolutely possible, I did that before. Just go slow. I am going to report how that went.
I saw that a few weeks ago, showed it to my wife. Really amazing piece. I’d never opened vcarve before, so I didn’t understand any of the details (still don’t, honestly). Fusion has me thinking in final path heights from the machine bed (where I set my zero), and I have to look at how vectric defines start, cut, and whatever else.
Example, I mocked up a job on 0.85 stock, so I set the start depth at 0.85, cut depth at 0.1, and it wanted to cut 0.95. But apparently start depth needs to be 0. Once I get all that figured out I’ll understand how these for together.
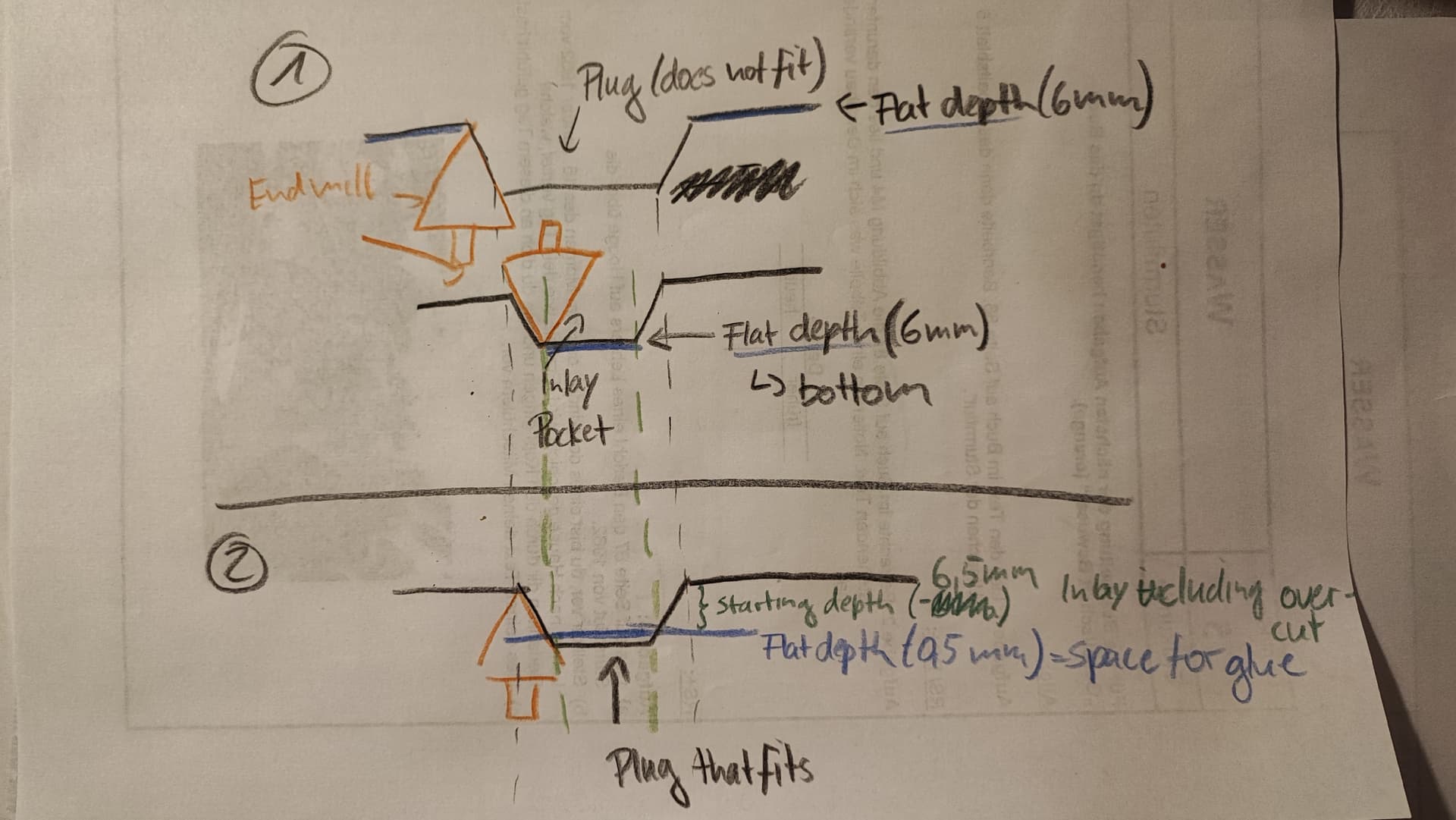
Also, does “flat depth” refer to the plug height? Like, in the middle away from the tapered edges? Similarly, would that be the pocket floor on the female part?
Definitions are really the hard part for me. Once I understand what I’m hearing (and saying), everything else sorta falls into place.
Reminds me of advanced calc (analysis, set theory, proofs of calculus). Spent the first month getting Ds on everything (most of which were obviously wrong, but I didn’t see how to get to the right answer anyway). Finally got peeved enough about a quiz question that wasn’t right, but there didn’t appear to be any functional difference to me. Prof showed me that I was actually writing the opposite of what I was saying because I didn’t quite understand the implications of one word in my definition. Long story short, I start with definitions on everything that’s even slightly complex now, lol.
Flat depth is basically the bottom of the inlay. When just mirroring it with the same cut settings the plug won’t fit. So you are pretending that the bottom of the plug is only 0.5mm deep when cutting it (which is the space for glue later), and then tell the CNC to start 6.5mm below the surface. The cut will be 7mm deep then (in one go, that is the drawback compared to F-Engrave). You then have a 5.5mm deep inlay and 1.5mm overcut that sticks out of the pocket for easier removal.
Why do you have to make the full cut with the v bit in one go?
Can’t you cut all the flat part first with an endmill, then sneak up on the profile with some outside-in roughing passes using the v bit at full depth? Very little load that way.
For the inlay pocket you can use your normal strategies, limiting DOC etc. For the plug that does not work because you are cheating the program in doing a plug with the right size. Since you are pretending you are cutting air and starting deeper, you can‘t do it with the DOC settings. It is cutting 6.5mm of „air“. You can definitely add a flat endmill for clearing first (and you should), but when you look at his video, most of the carves are so small that there is nothing to clear before, so the V-bit has to cut the whole 6.5mm of „air“ plus the 0.5mm until it reaches the flat depth (bottom).
It would be soooo much easier if you could just set a negative value to overcut.
That’s basically what I do in fusion. Little quirks like this are making me really nervous about leaving it. I think I’ve been taking for granted just how much control they give us over the tool paths.
Fusion definitely has a way to control just about every aspect of the toolpath (except pocketing from the outside in, lol), but one is the complaints is that it’s TOO many options. The risk is that you overlook something important or don’t know where to look when the toolpath doesn’t behave the way you want it to.
The cloud implementation is really annoying to me, though, and my startup license is expiring next month. It’s JUST annoying enough that I don’t think I want to pay a yearly subscription, hence looking into vcarve and digging up the FEngrave.