I plan to use M105&107 with a fan pair to control the relay, and I just want to make sure I’m putting my commands in the right place. This is where I have them right now.
M105 is gcode for requesting temperature, so not sure how this would work?
I use M106 P0 to start my dust collection and router and M107 to shut them off.
M106 is “turn the fan on” and P tells your controller which fan you want to turn on. then M107 turns all fans off.
Placement in program start and program end is good - thats where I put them
Edit: I just noticed other codes in your program start window, and they do not seem correct to me. What exactly are you trying to achieve with those commands?
Thank you for pointing that out! As for the other codes, they’re just copied from the v1 doc for Estlcam, so I assumed they were correct…I’ve been running the CNC fine so far. Is there anything in particular that’s weird to you?
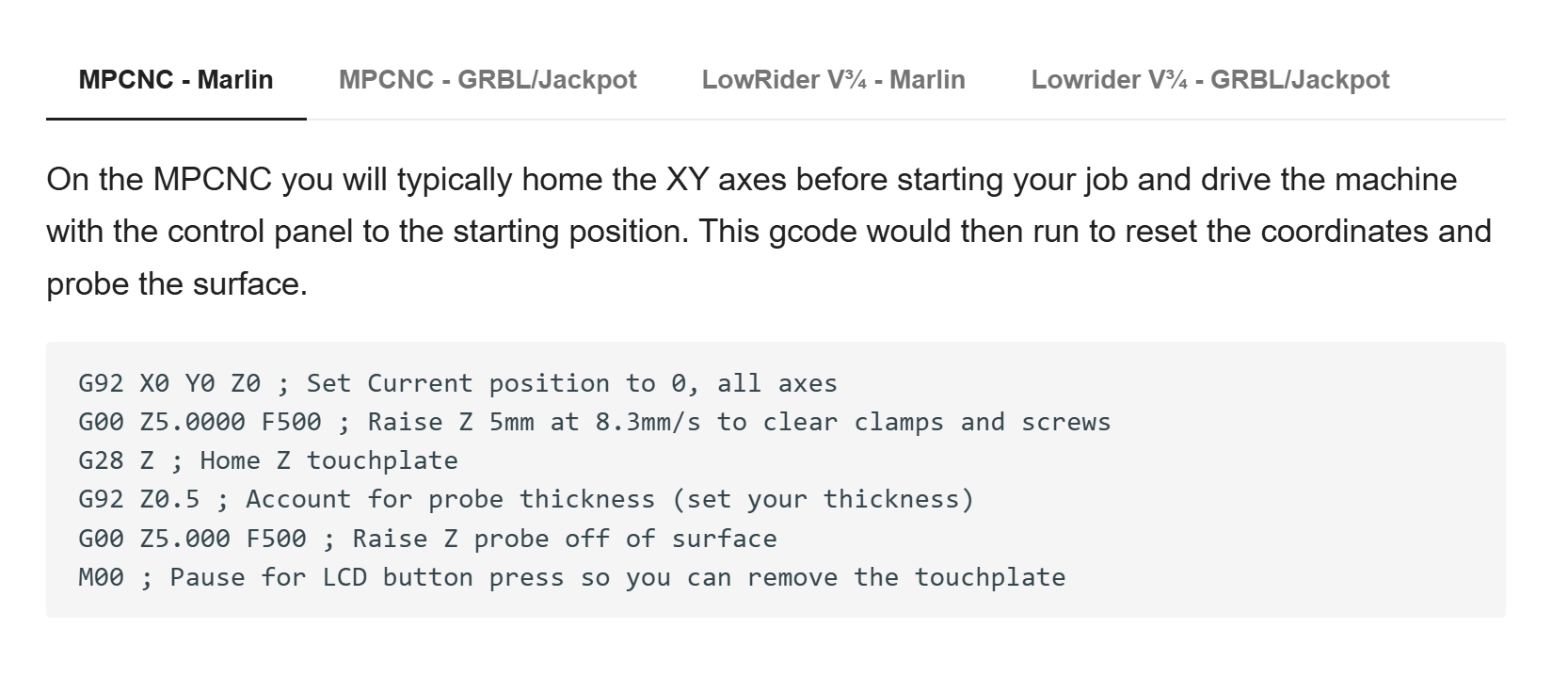
Where did you copy that from? Looking at the “Gcode - Start, Tool Change, and Ending” section on the milling basics page for the “Lowrider V3/4 - Marlin”, it shows using M106. Other gcode is different there as well.
Those lines look like you’re trying to probe Z but there is no probing code there at all - which is weird.
Probing code is G38.2 and that’s the one which is making bit go down to make contact with your probe, then you set Z with G92 - as you do, but you are basically setting Z=6.44 to highest point of your machine - just after homing…