Ok, so I have some measurements, but I have to preface by saying that these are not going to be representative for most setups.
Some of these measurements might not be accurate, but it is a starting point. (Some of these measurements are known to be messed up so don’t take these too seriously.)
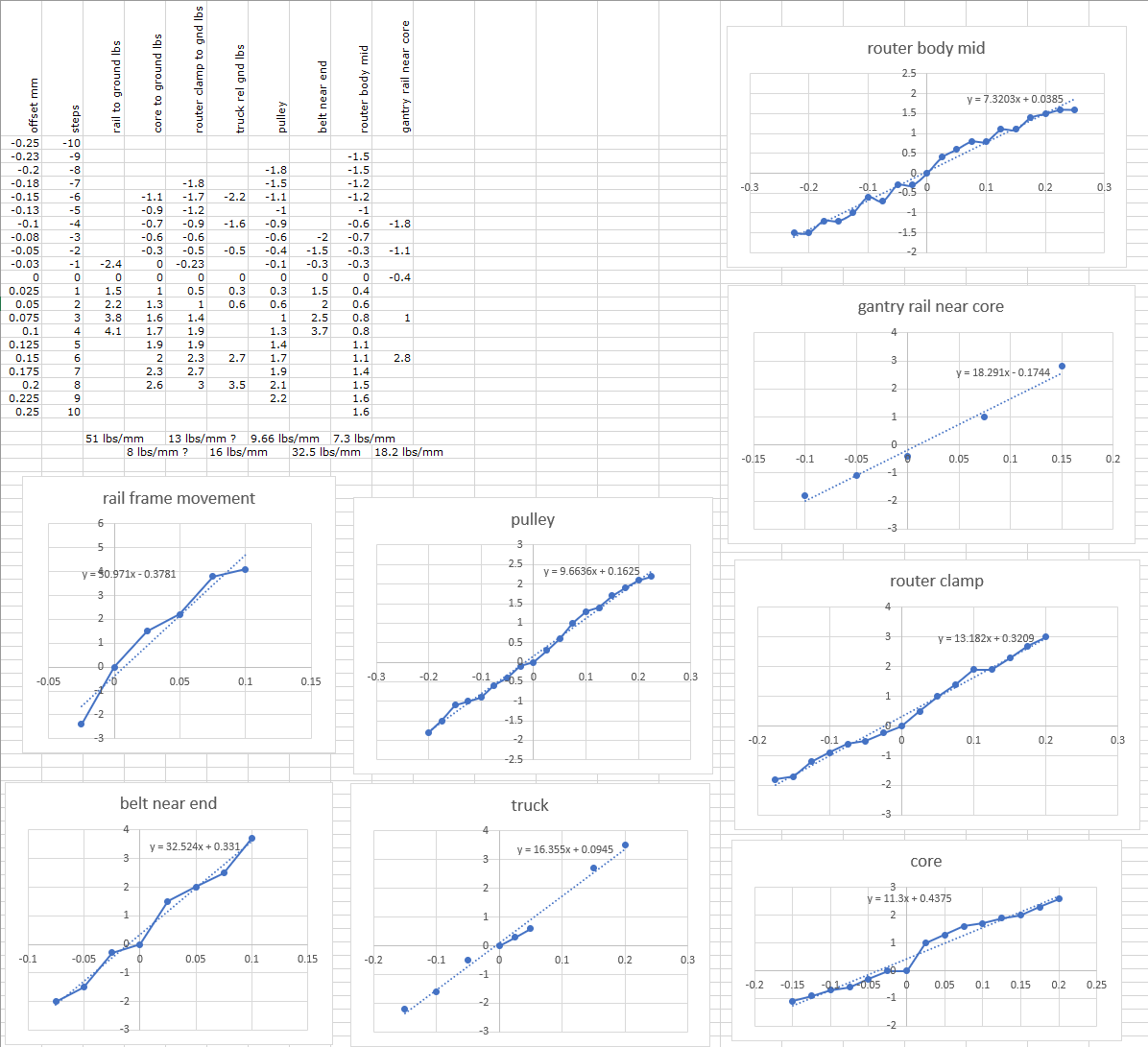
The bottom line answer is ~7.3 lbs/mm which is rather bad compared to what I would expect a typical Primo to be, and this is not the most interesting part.
I measured several other parts. With the machine near the center of the X/Y range and with Z near the bottom (about 11 inches below the core):
- Deflection of corners, where side rails meet legs. I have long legs and they might rack.
- Movement of belt near the corners. I’m not using zip ties but the attachment of the belts to the corners could deflect significantly.
- Movement of the trucks. Includes deflection of corners, attachment, and belt stretch.
- Rotation of the pulley wheel. With the knobs I have attached, I can see the motor pulleys rotate a slight amount when loaded.
- Deflection of gantry rail near the core. This will be very similar to truck movement but also include lateral bending of the gantry rail.
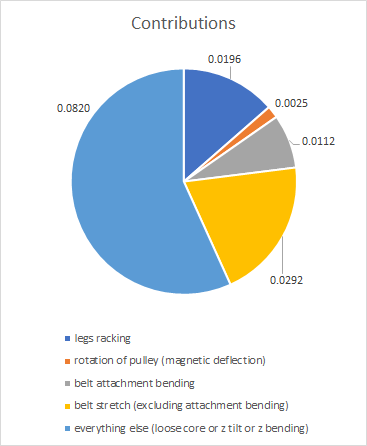
The corner movement is not insignificant. About 0.020 mm/lb due to having long legs. With short legs this would be much less of an issue, and I would guess about 0.005 mm/lb or less would be more typical.
The belt attachment is about 0.011 mm/lb. I think this is probably better than zip-ties but worse than the Primo design. I’m not sure what to guess on Primo. A long time ago I was puzzled by belt stretch measurements that were inconsistent depending on how I made the measurement. I think the cause was the attachment deflecting, falsely causing the belts to seem stretchier than they really were.
The belt stretch (for my 1.13 meter belts) is 0.029 mm/lb. This is pretty close to the predicted value of 0.022 mm/lb using the belt stiffness I had measured years ago. On Primo with 10mm belts and a more reasonable size of say 24 inch belt length, this would be closer to 0.014 mm/lb (at edge supported primarily by one belt) or 0.007 mm/lb (at center when supported equally by 2 belts).
The lateral deflection of the gantry rail is less than I can measure. I am using thick-walled (0.12" wall) 1" tube and the deflection of the gantry rail measured very slightly less than the truck movement, which is almost certainly a measurement error.
The rotation of the motor pulley is measurable with a long enough arm to indicate rotation, but the value is very small when calculated back to its contribution to overall deflection. It contributes 0.0025 mm/lb.
A bunch of contributors are broken down to components and everything else is allocated to core deflection or Z-axis tilting. If the core were to have a loose grip on the Z-axis and it could shift laterally, or if the upper core were loose and the Z-axis could tilt, or if the Z tubes could bend, those could all contribute to the router deflection, and I haven’t measured those separately. Those are going to be unique to my setup so they are not informative for what most people will experience. All together they contribute 0.082 mm/lb, which is more than half of the deflection.
To reiterate, legs racking on my machine is probably 4x worse than a typical machine, and belt stretch is between 2x and 4x worse than a typical machine with 10mm belts. Belt attachment I’m not sure, but probably much better on Primo, so I would expect a typical machine to be maybe roughly 0.025 mm/lb total for deflection excluding the core. That might not be saying much if the core is the dominant contributor, but it’s a good foundation.