You are probably expecting too much from your extruder. My Hemera’s start to struggle with a 0.6mm nozzle near 40mm/s (somewhere near that). The Titan is lower 35mm/s (?) (24mm/s max extruder speed and even then it barely has enough power to push it through). The bondtech site should have all these numbers for you. I am confident you can not retract at 40mm/s.
I think a 0.8mm nozzle needs to be fed somewhere around 5x the material of a 0.4mm (Pi R^2) so imagine printing at 30mm/s with a 0.4mm nozzle vs 150mm/s. My quick math suggests that is the equivalent of what you are shooting to do.
You might try bumping your hotend temp. 190 seems at the very low end even for PLA. This will make it flow a little easier when you are pushing that much volume.
Thank you very much Ryan, I think you’re right, I’m going to look at it carefully. I have never worked with a nozzle of more than 0.4mm and now reading a little I see that you have to reduce the speeds drastically, although I think we still win and save a lot of printing time.
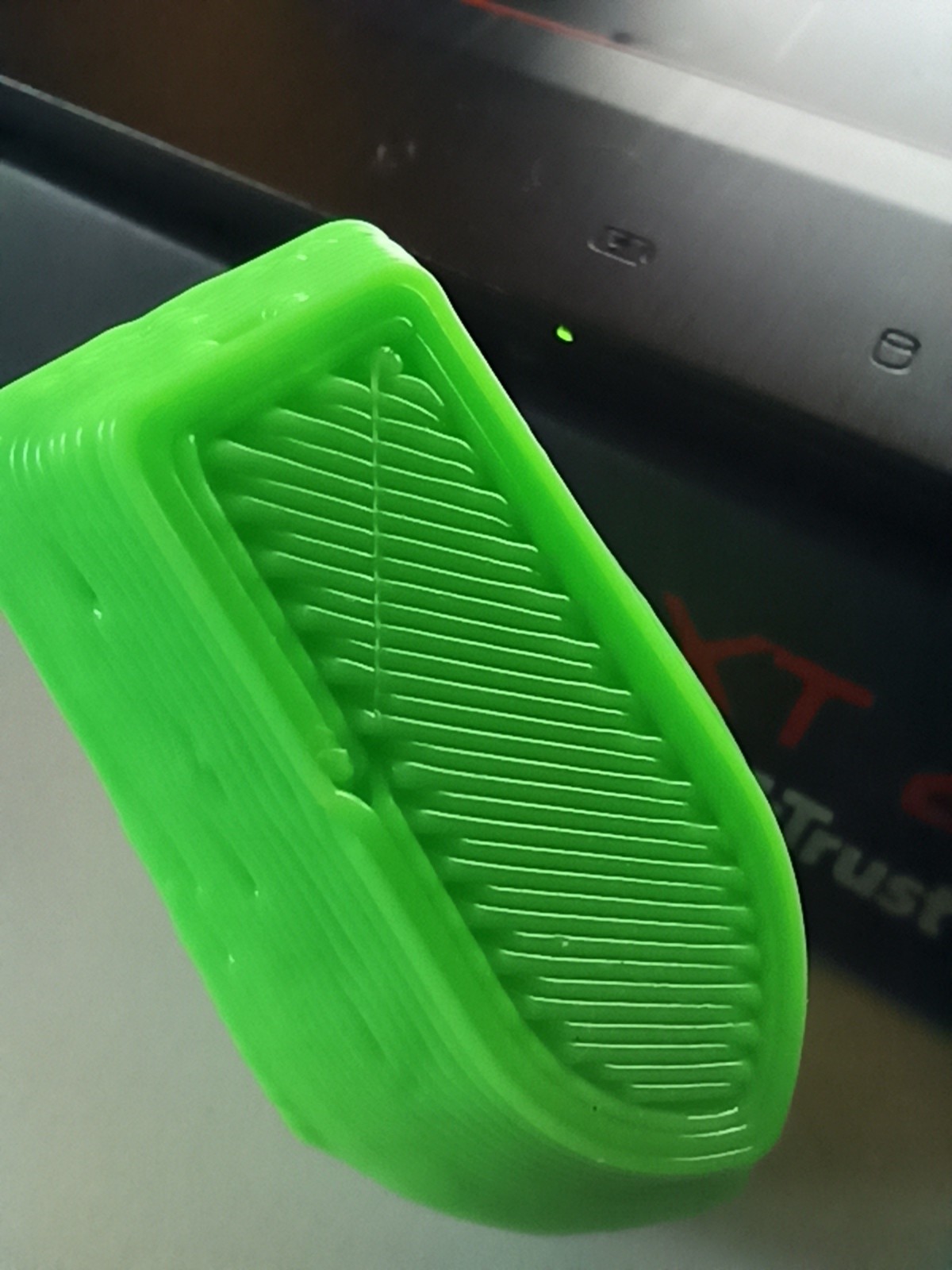
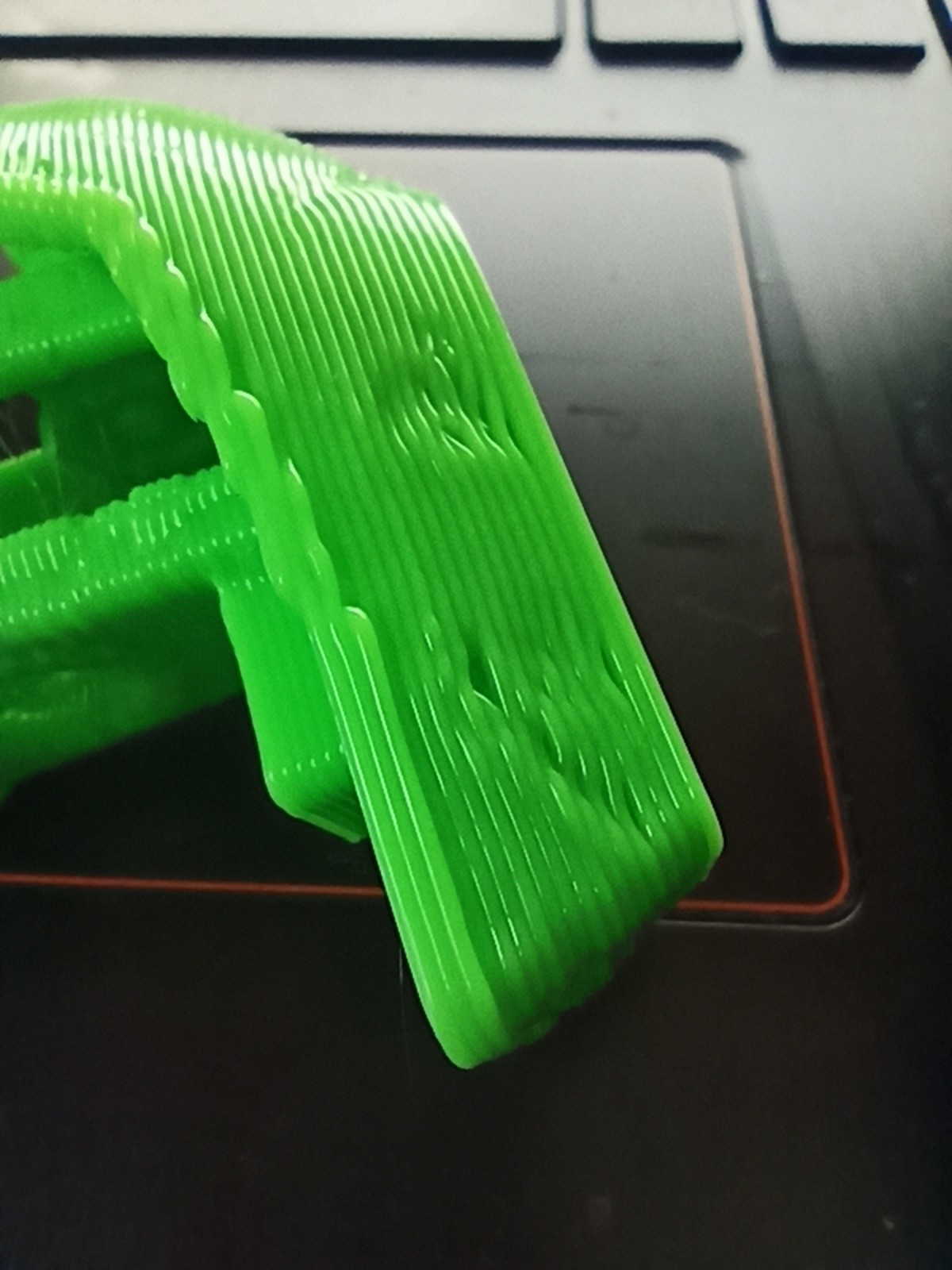
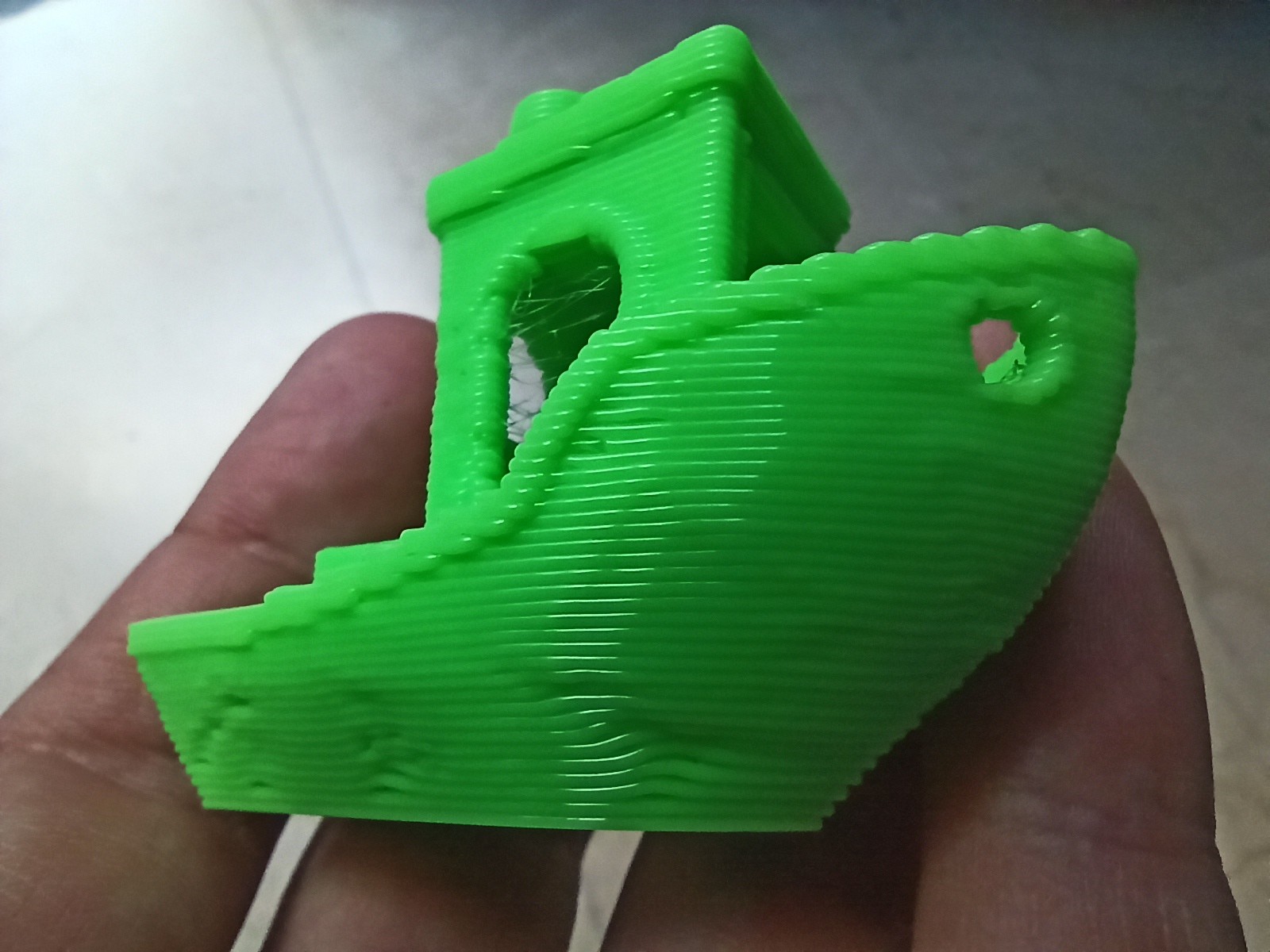
This is the second Benchy, the first one was a disaster due to the high temperature, 215Cº, I could hear the PLA bubbling in the volcano (literally), I lowered the temperature drastically to 190Cº.
It saves a ton of time, but I do run up against limits even with a 0.6mm. I never fully explored what exactly they are other than my early retraction speed issues.
I print most PLA at 213, I have had a couple that needed 195 but that seems like it was a while ago. You want the highest possible temps you can print at and still get decent bridging. At least 10mm.
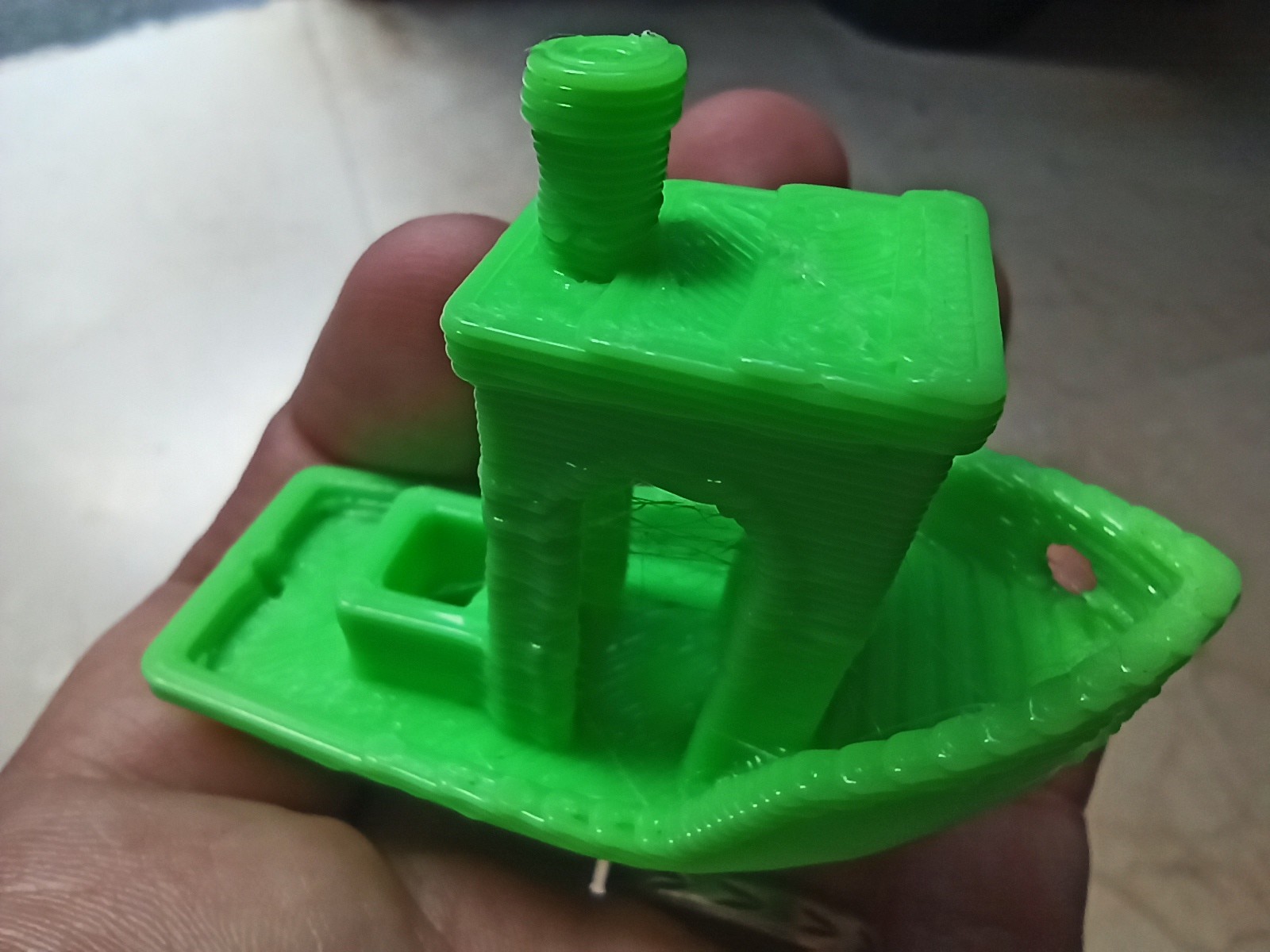
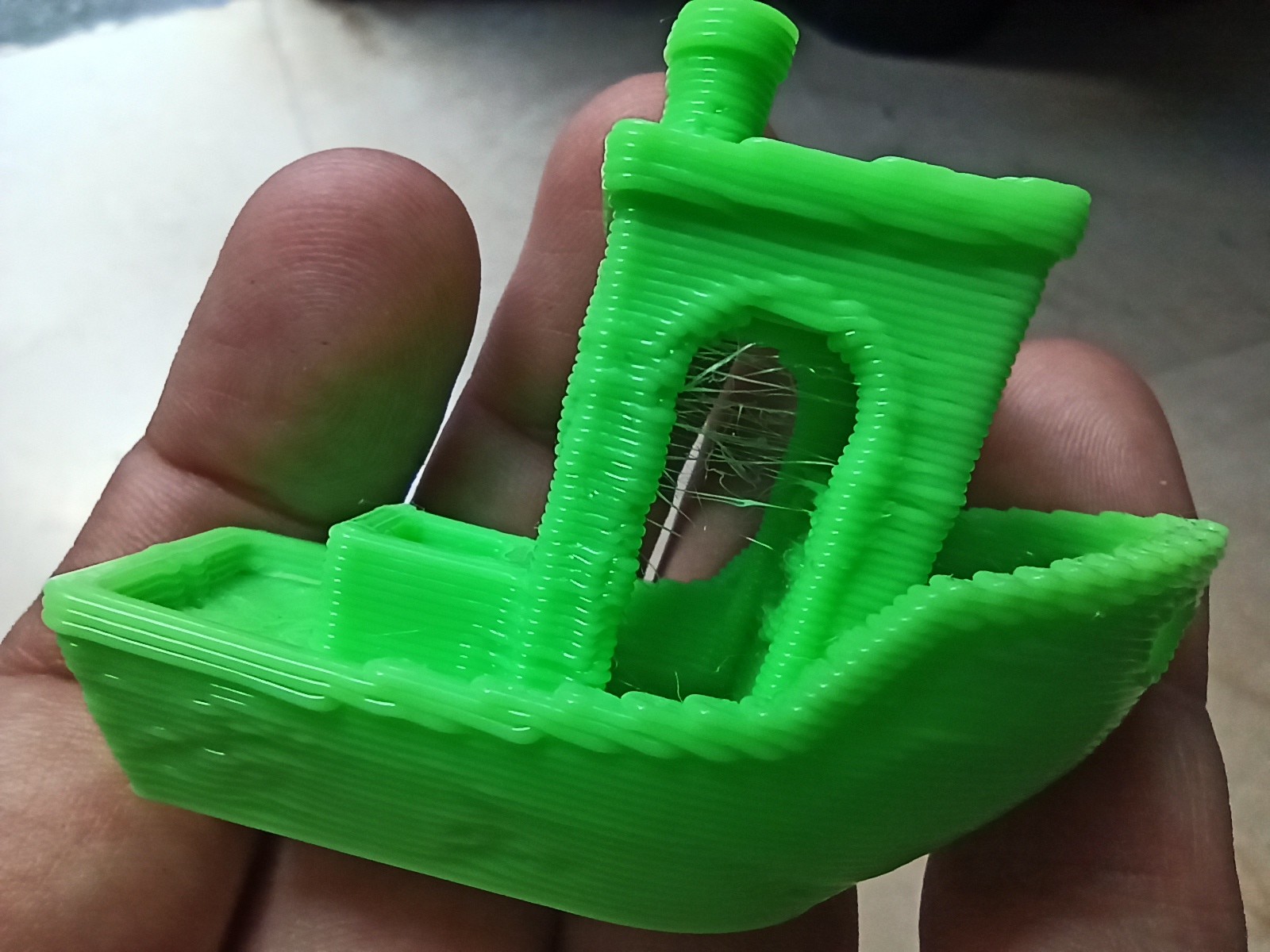
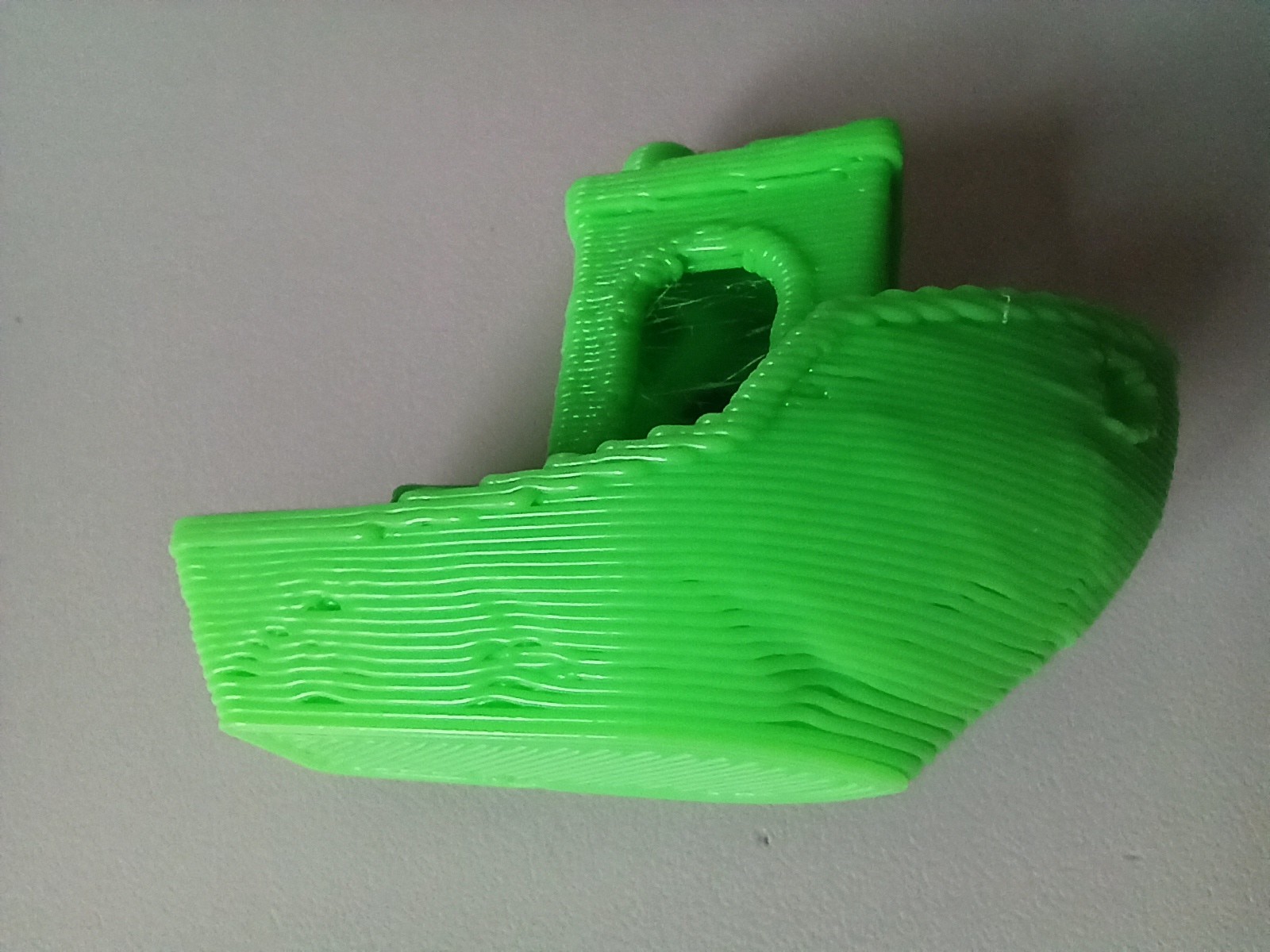
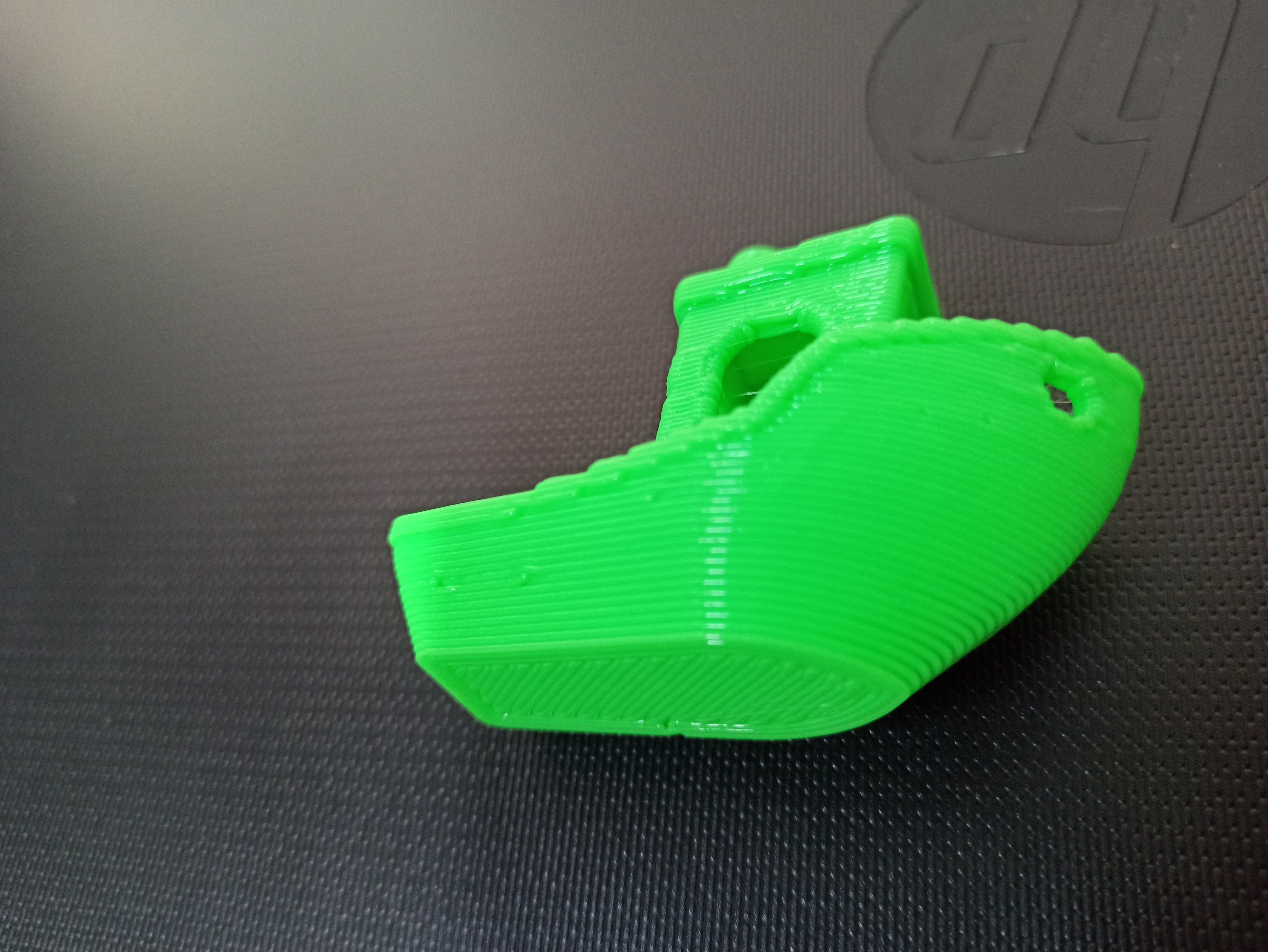
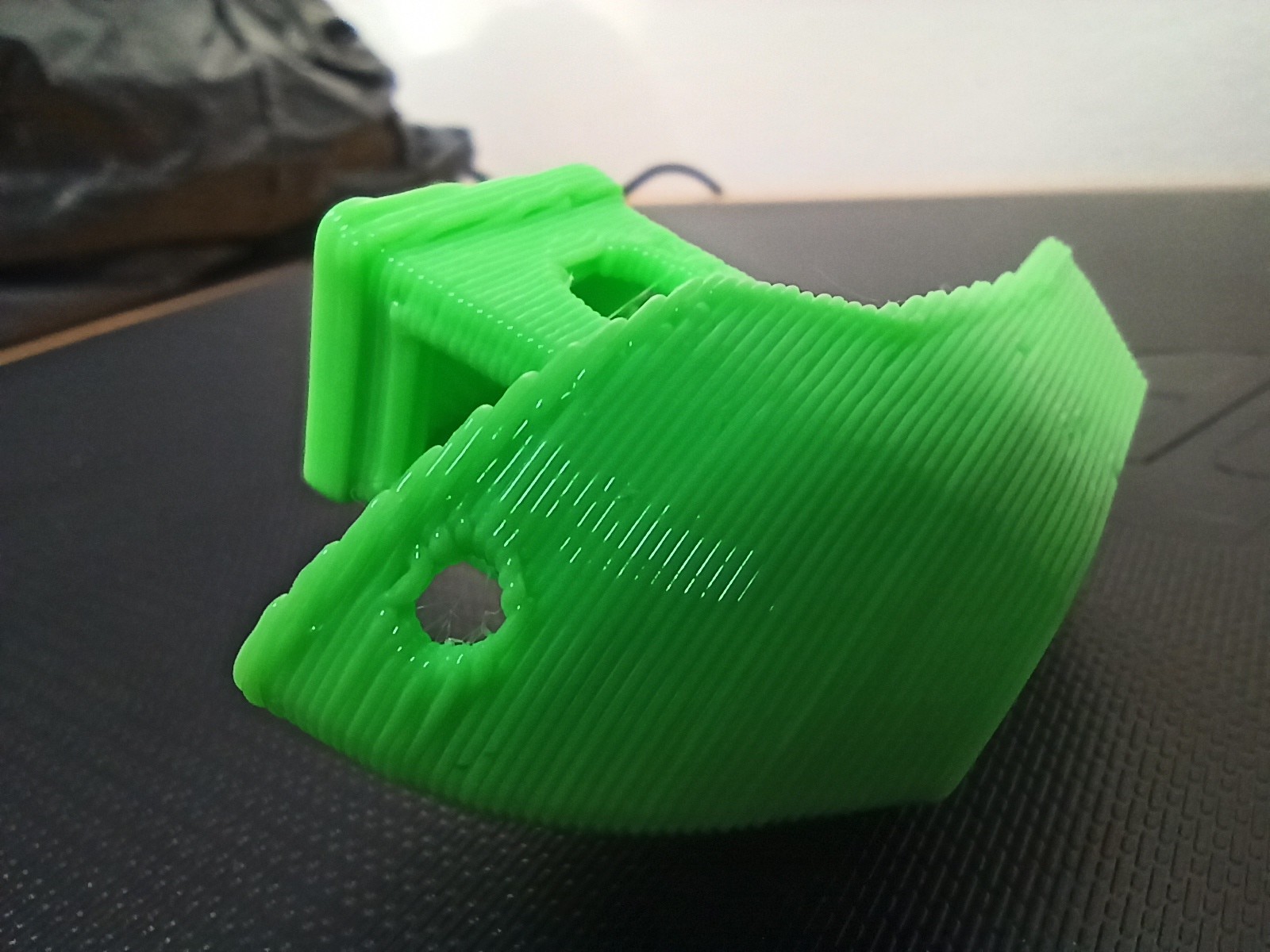
well, this looks better already, it’s not perfect yet, but I’m closer. As Ryan said, I was trying to go too fast, I think that was the main problem. I changed some more parameters and started to see a noticeable improvement.
layer height: 0.6mm
Print speed: 18mm/s
shrink distance: 0.8mm
retraction speed: 28mm/s
fill density: 20%
hotend temperature: 195Cº (I know it’s low, but this PLA is a little bit special)
flow rate: 108%
layer fan: 100%
Another detail that I think is important that I modified in the slicer, was the printing order, now I print the perimeter walls first and then the infill. The reason is that I perceived that if the filling is printed first it shrinks a little when it cools down, and when deposited after the perimeter walls where they make contact with the partitions of the filling they move slightly towards the inside of the piece, giving an aspect of smallpox scars (I do not know if I explain correctly, my English…).
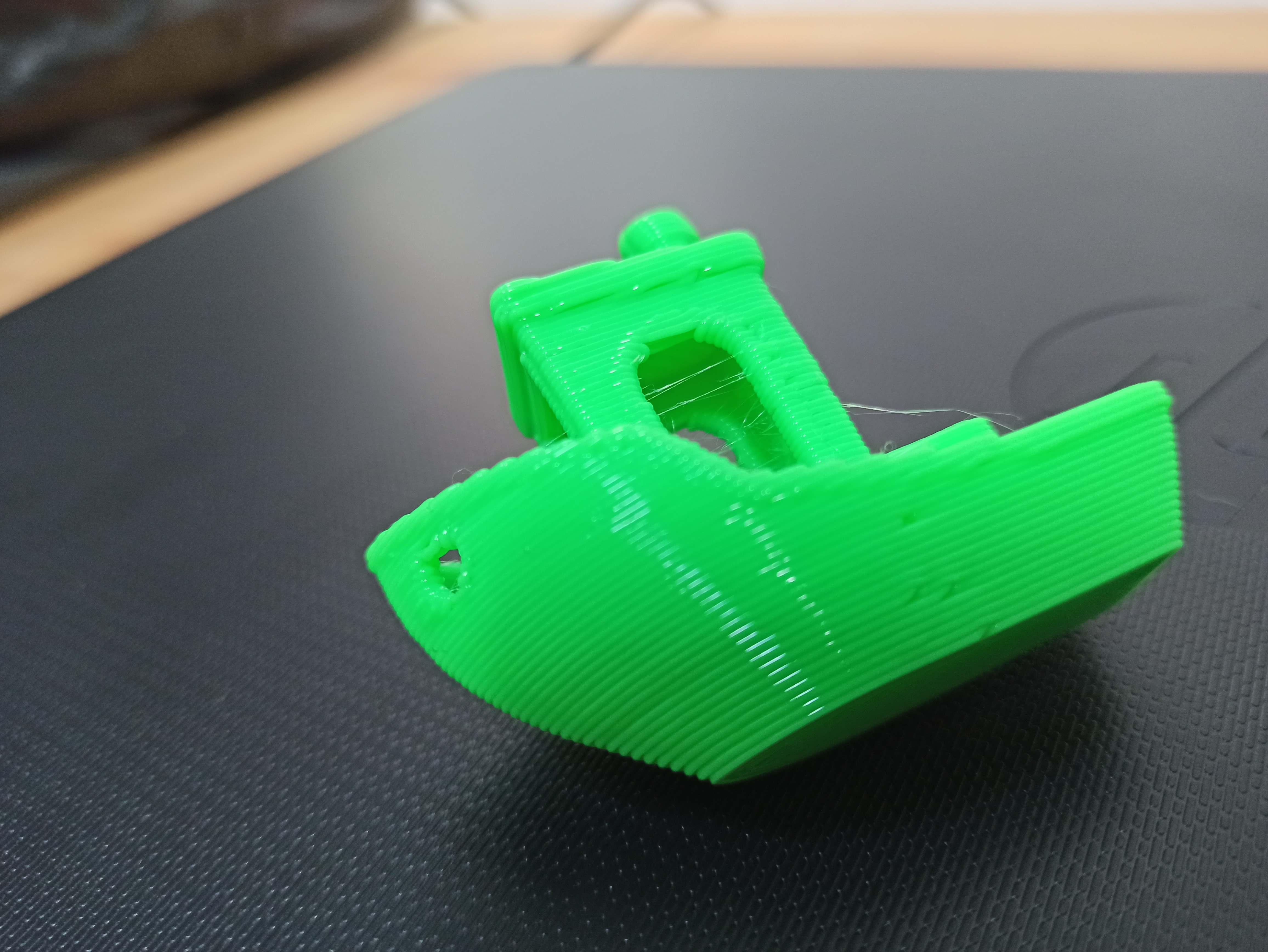
I’m still struggling a bit with the shrinkage adjustments.
I am now printing something a bit bigger with a different PLA at 215Cº temperature, I will report result.