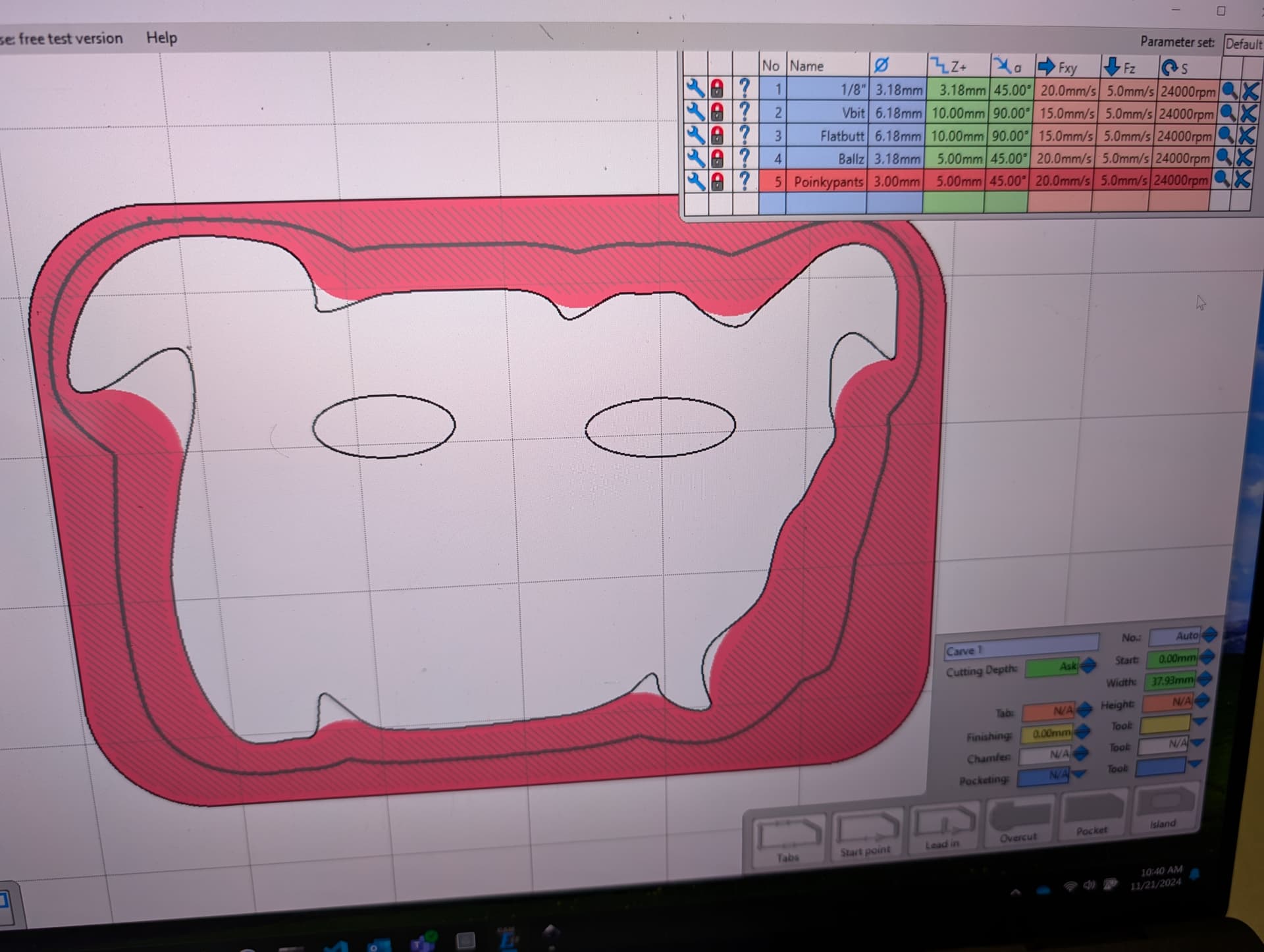
Starting down the path of @Tokoloshe style inlay action. I’m trying to figure out why the “plug” tool path isn’t going into the tight corners.
I’ve made the tool super pointy and small, blunt, tried different depths, etc. hmm.
I assume it’s “impossible” due to some tool or depth setting, which eludes me.
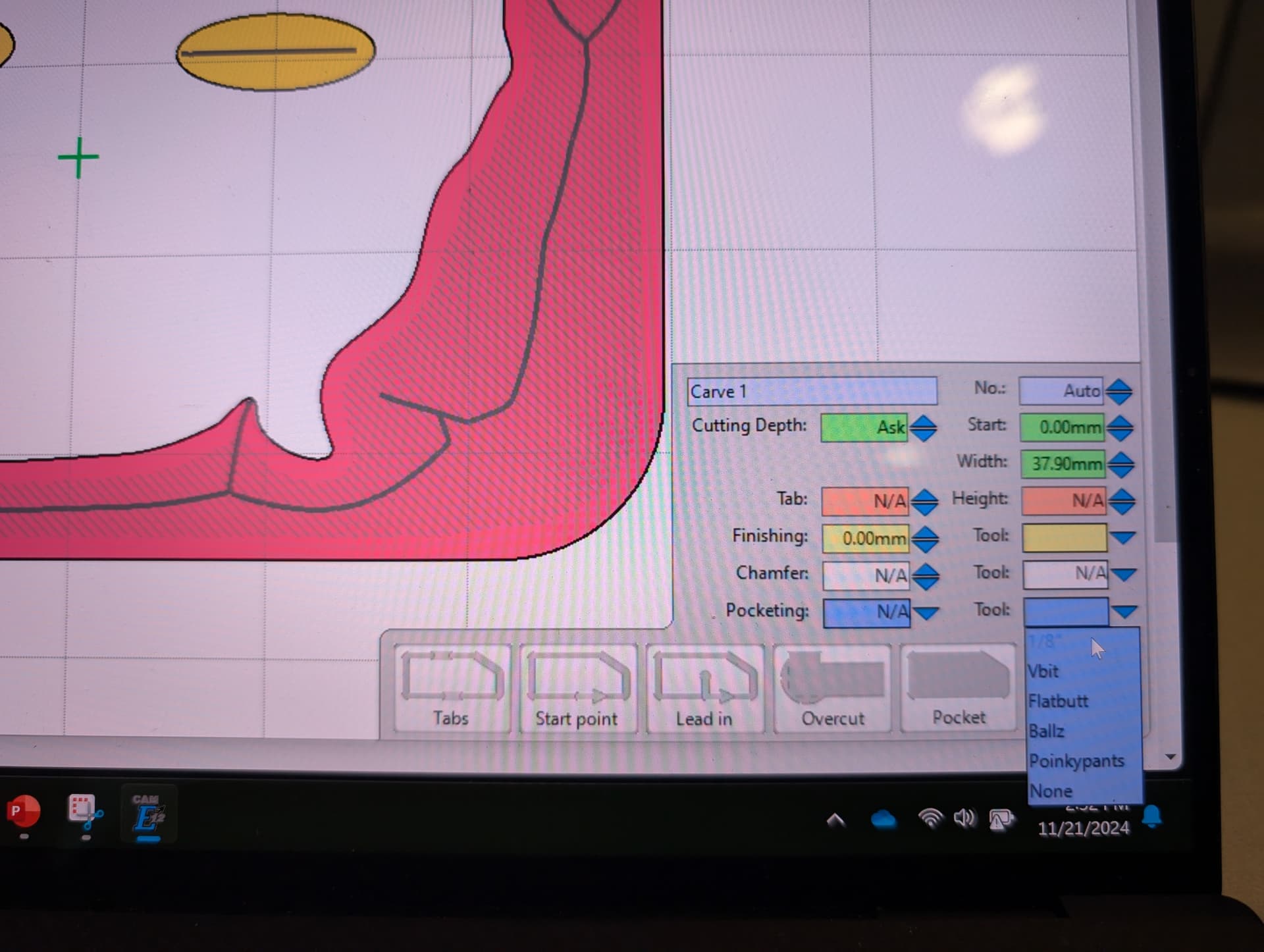
I only had to watch @Tokoloshe 's video 190 times until I realized the pre-pocketing “bulk removal” tool setting was in plain sight. I was not looking forward to clearing out the whole thing with just the v-bit, which the old v11 EstlCAM video shows! (Olde Tyme https://youtu.be/LEFFogenSvo?si=Qm6yLz2rYWR8dgBk is 9 years old!)
I don’t really like doing tool changes mid program, so will try to split out the two operations created by this:
@Tokoloshe I’m going to try your excellent technique. Alternatively, do you think, for the plug, it would work to just use a deeper DOC and then a NEGATIVE (maybe a fraction of a mm) finishing pass? I think that would shrink the plug as well. I may try that, if the geometry works out, a little bit harder to calculate the glue gap, but should be close enough? It wouldn’t have the multiple steps down obviously.
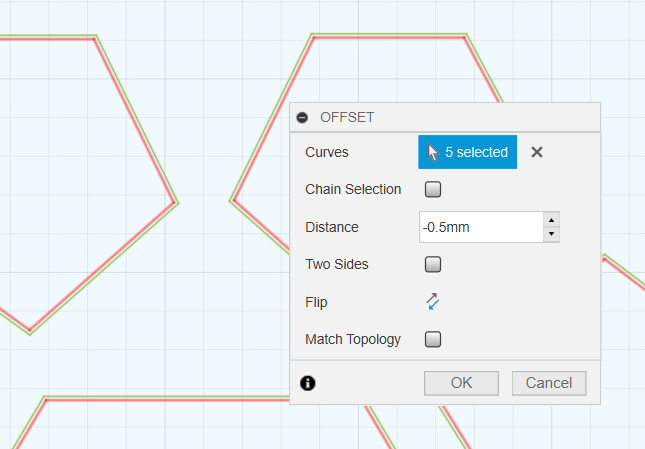
I feel like this is cheating (Fusion 360 offset,) but then again, so is modifying a stack of .gcode files
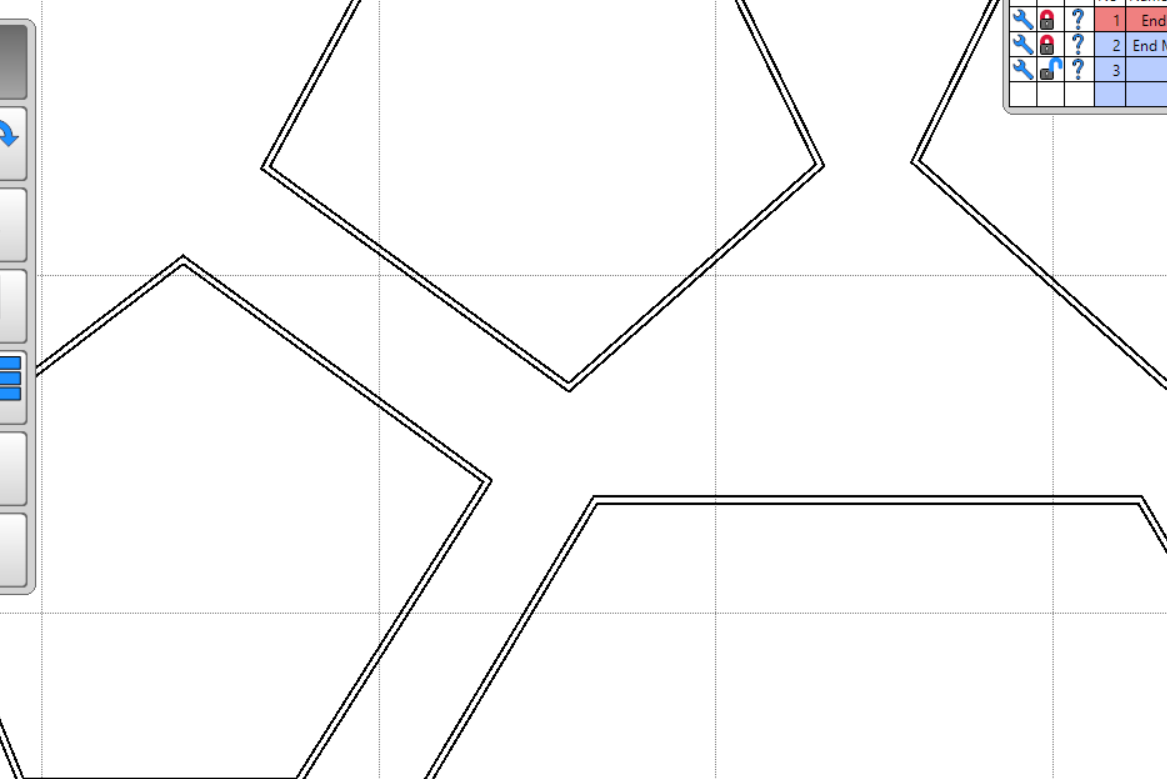
and since it’s horizontally symmetrical, I can use the same file if I am very careful where I click… Never mind, estlcam makes teeny tiny carves between the lines, so 2 files it is!
Offset regrettably only works for simple forms. The negative finishing pass would have been the best thing, then you would not have to go through all this modifying… Believe me, I’ve tried everything. Even my deal with the devil fell through though, he said he wasn’t touching v-carve inlays…
Well thanks for fighting the good fight! I wish we could script it via an Api. Maybe a dumb python script to assemble the multiple files.
Got sidetracked and made this thing for random folding utensils. Will make a fancy inlaid lid for it this weekend. Not bad for a splintery, crappy cedar board. This thing can really move! Tried CNC tape and it worked great. Didn’t destroy the part when I removed it, but stuck securely to the spoilboard during milling. Which went fast at 30 mm/s with a 6.7 mm bit at 4mm depth!
You can do 40! That’s what I did yesterday.
The thing looks really good! Looking forward to the box.
That’s basically the only thing V-Carve Pro adds for the few hundred Euros that you can change the machining order and the clearing and v-bit toolpaths are separate entities.
What I started doing is to let the first two programs run and then only do the tool-change on the third, what the tool has to clear is minimal anyway. This is only relevant for the deep inlays and works quite well. I plan on making a video that adds that information.