I’m not sure if it’s cheap bits, or the wrong bit settings, but I’m getting burnt holes

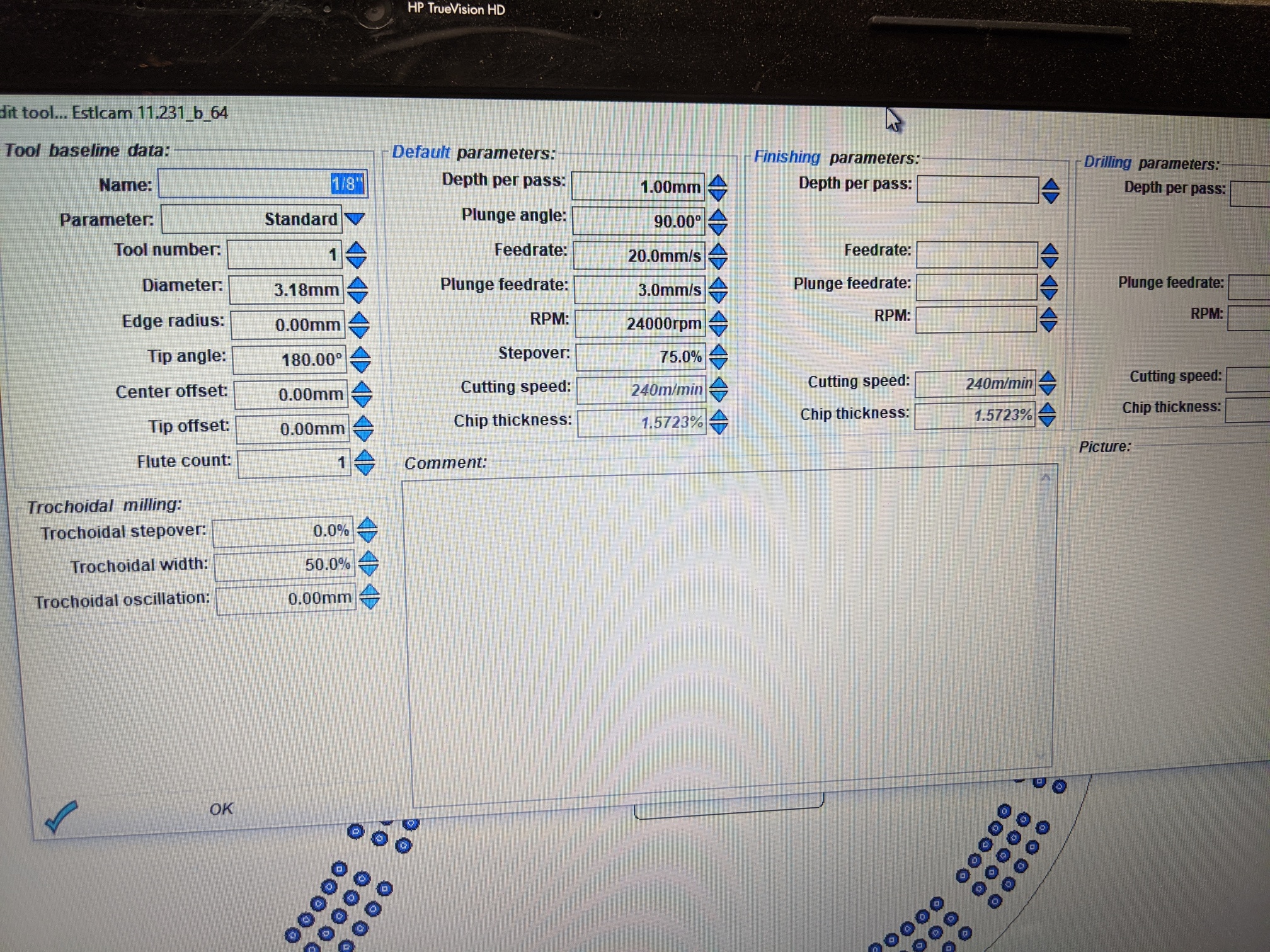
Tool settings
It could also just be the sheer number I’m doing…
I’m not sure if it’s cheap bits, or the wrong bit settings, but I’m getting burnt holes
Tool settings
It could also just be the sheer number I’m doing…
Drill bit? Or end mill?
Is it pecking, or just going all the way in and then back out?
1/8 end mill, pecking
1mm at a time… Should probably go deeper I guess?
or do some test plunges at different speeds and see if you can go faster. Burning is usually caused by the end mill rubbing on the wood instead of cutting it, or from dust getting stuck in the hole and having the bit rub up against it.
Do you have a 1/8" drill bit you can try with? End mills aren’t really made for drilling. The flat ends causes them to wobble.
I’m assuming the end mill is an up-cut?
Putting a drill bit in a router seems like a horribly unsafe idea to me.
It is an upcut, the left one in this product
https://www.amazon.ca/gp/product/B07FGFHTG8/
I think he’s using a actual spindle. Putting a drill bit in something like the 660 would be a horrible idea but in a spindle like that as long as he keeps the speed down it should be fine. Also depends the torque of the spindle.
I’m running the markita rt0701c
fair enough. I forgot that most of our routers are fixed speed at high RPMs.
it’s not fixed… it can go from 10,000 to 30,000, however, I find the dial moves of it’s own accord while the router is being used… but even 10,000rpm is quite fast for a drill bit.
Yeah. That would be.
I did do some reading. It looks like they make pointed end mills to help with chip evacuation, but I don’t think you’d want to buy a bit just for this.
Another alternative would be to use a 1/16" end mill and do a helical-path cut where the bit would cut in a circle and work it’s way down while cutting the circle. Not sure if ESTLCam can do those or not. I’ve bored holes in wood using this method in Fusion 360.
Could you rig up some type of air blaster to blow the chips out of the hole while it’s cutting?
I’d also go back to trying different DOC and plunge speeds. You could be plunging too slow.
I’ve modified the tool settings to go from 1mm DOC to 2.6mm, (plunge rate is still 3mm/s) which I’m hoping still works fine, and will reduce the number of plunges from 13 per hole, to 5 per hole. (each hole is 13mm deep) … if nothing else, it reduces the job time from 3.5hrs to ~ 1.5hrs (I’ll know more precisely when I load it into repetier)
Estlcam can do that. Just did it today. I don’t know if it will work with those tiny holes of yours though.
Good luck. You could probably speed the cut up even more if there was a way of setting a ‘rapid retract’. Go at the slower speed while cutting down, but then retract at a faster rate.
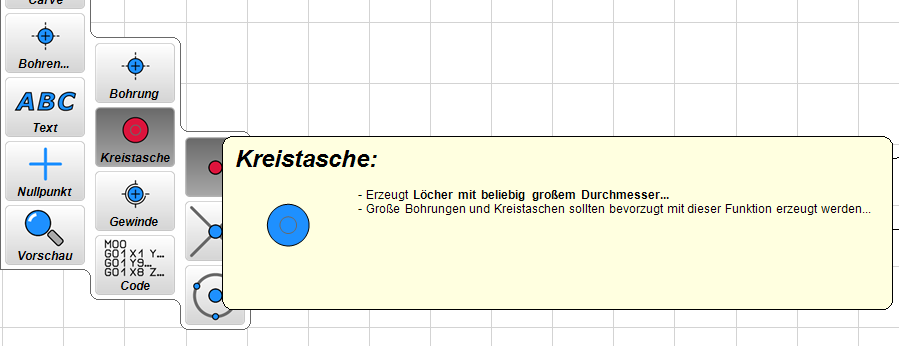
Sure, ESTLCAM’s favourite way to make nice holes. Even in two passes, if you wish.
Ooh, new 2.6mm plunge depth reduces job time to 45 minutes
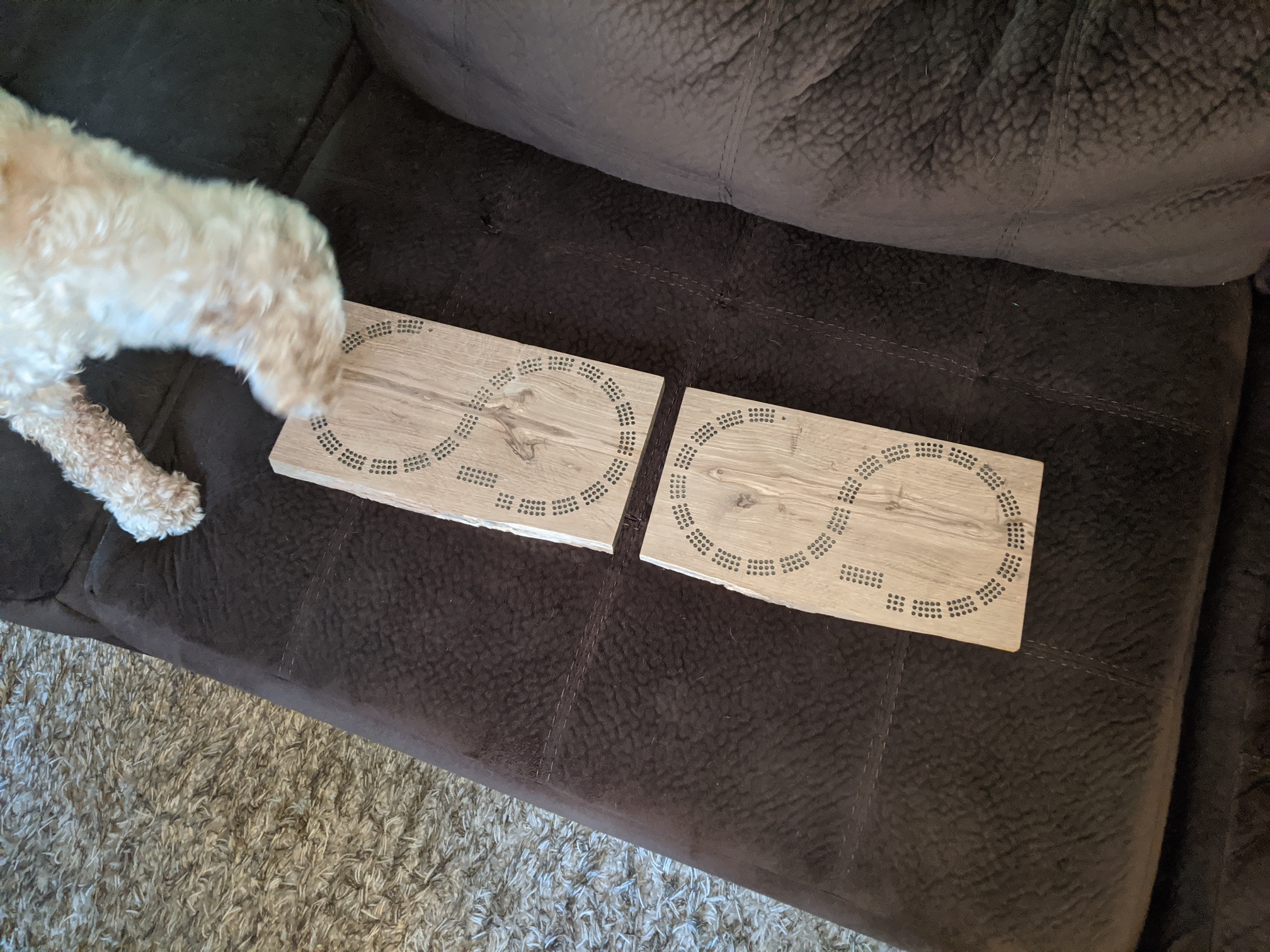
Very nice I love the quality inspector always on the job. That is how drill my hole also 1/4 inch and 3/8th inchholes with a 6mm mill. I used both estlcam and v-carve pro and pocketing and helical drilling both
Honestly, thank-you for your comment 
We had to put the old quality inspector down yesterday, but your post reminded me of another nice memory of her 
We have had several inspectors in our home in the last 40 years and all are remembered with great love and affection. Sorry for your loss and love is always just a wag away
Condolences, always sad to lose a friend.