I just changed Estlcam to ask what it imports, now it works.
3 Likes
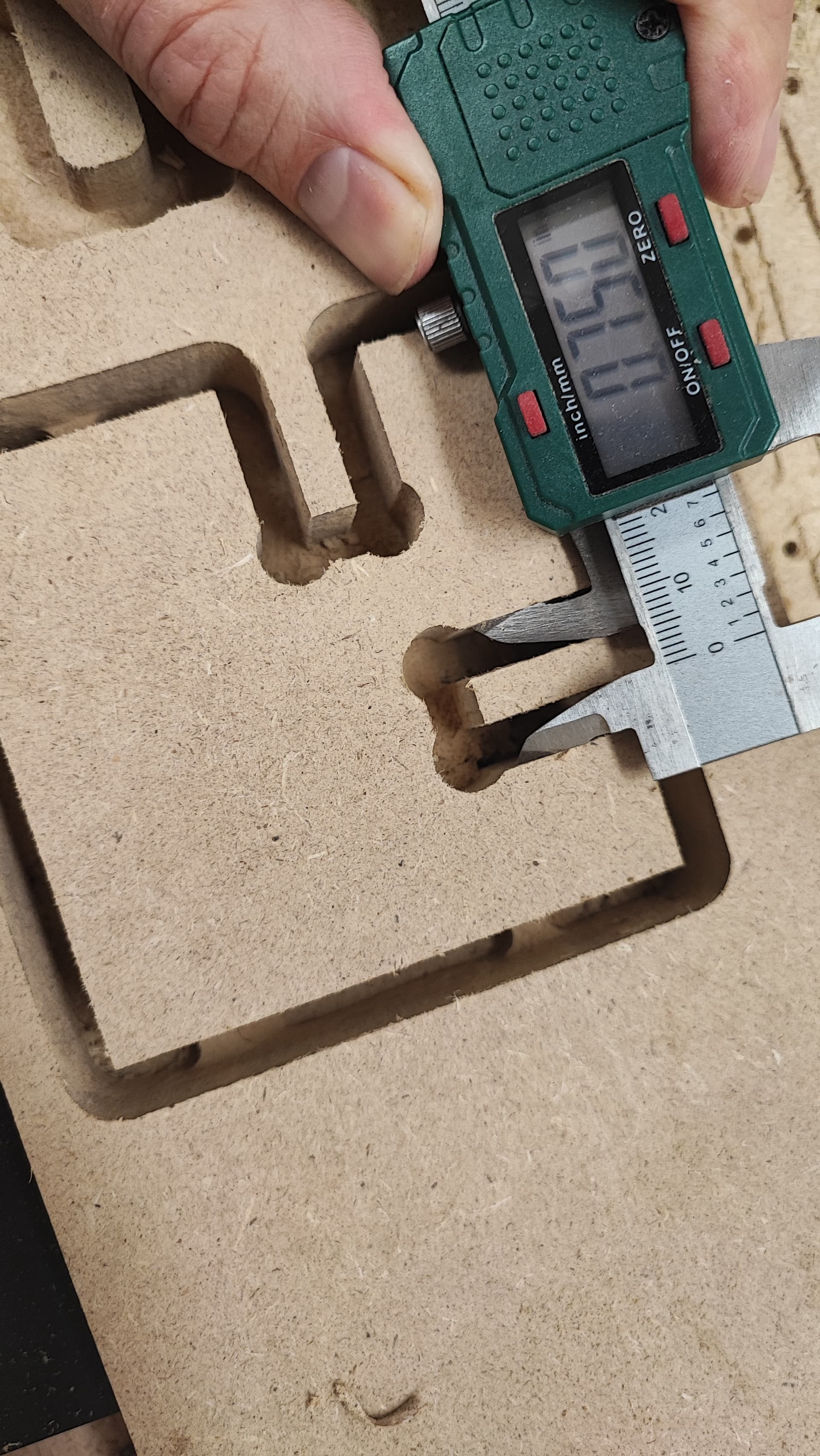

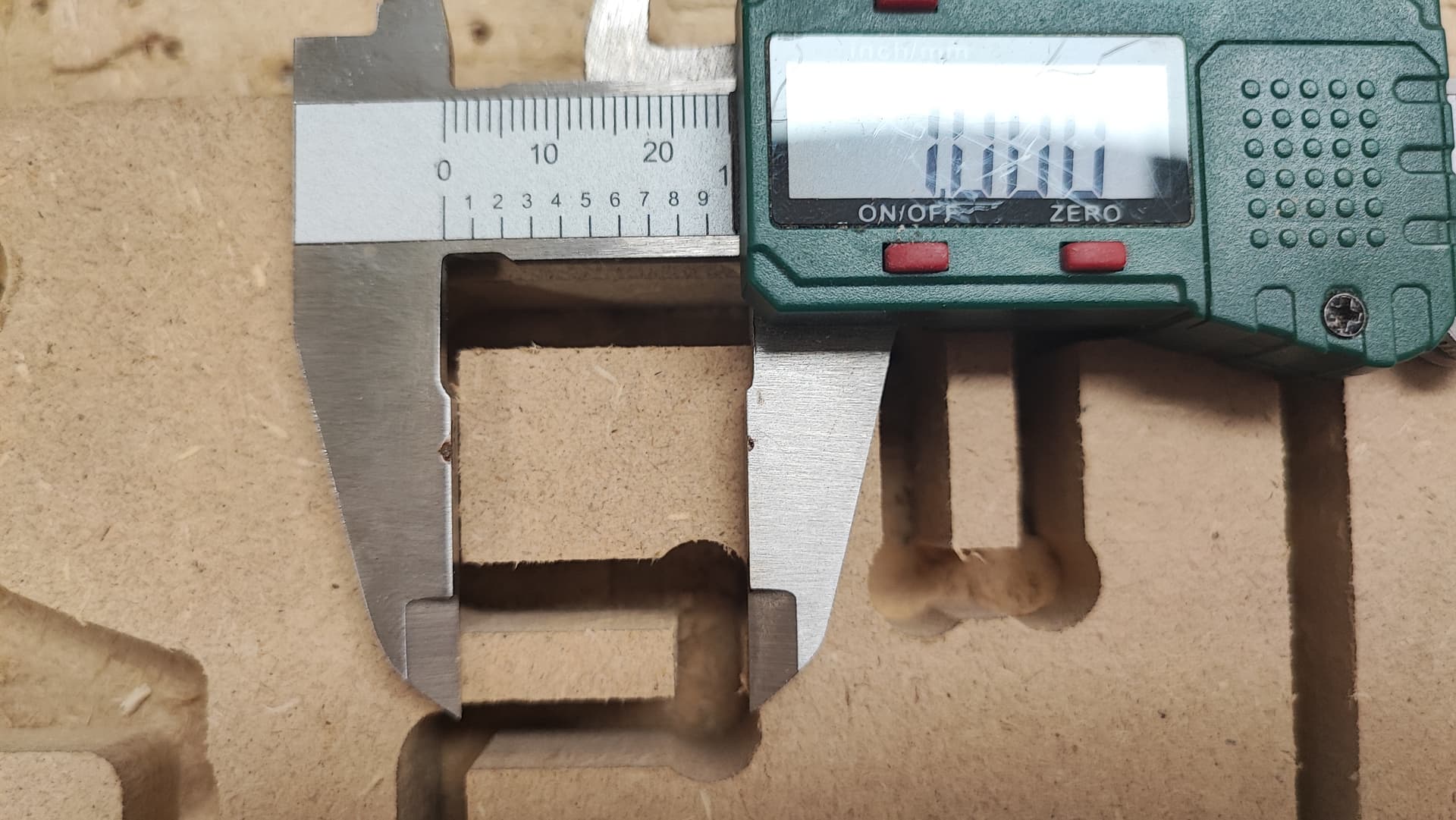
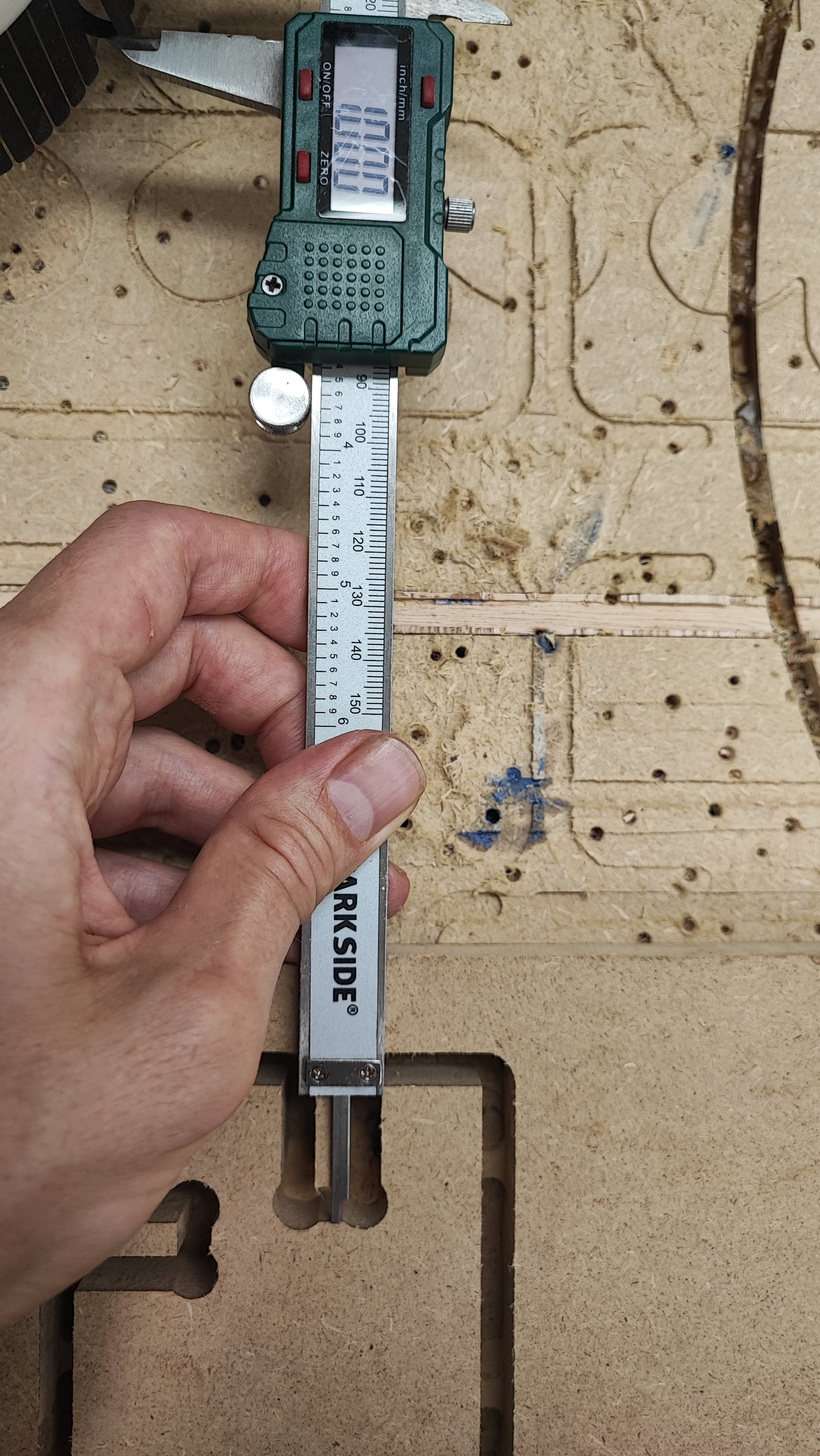
Camera angles are shitty and my measuring thingy is not the best, so it might still be off.
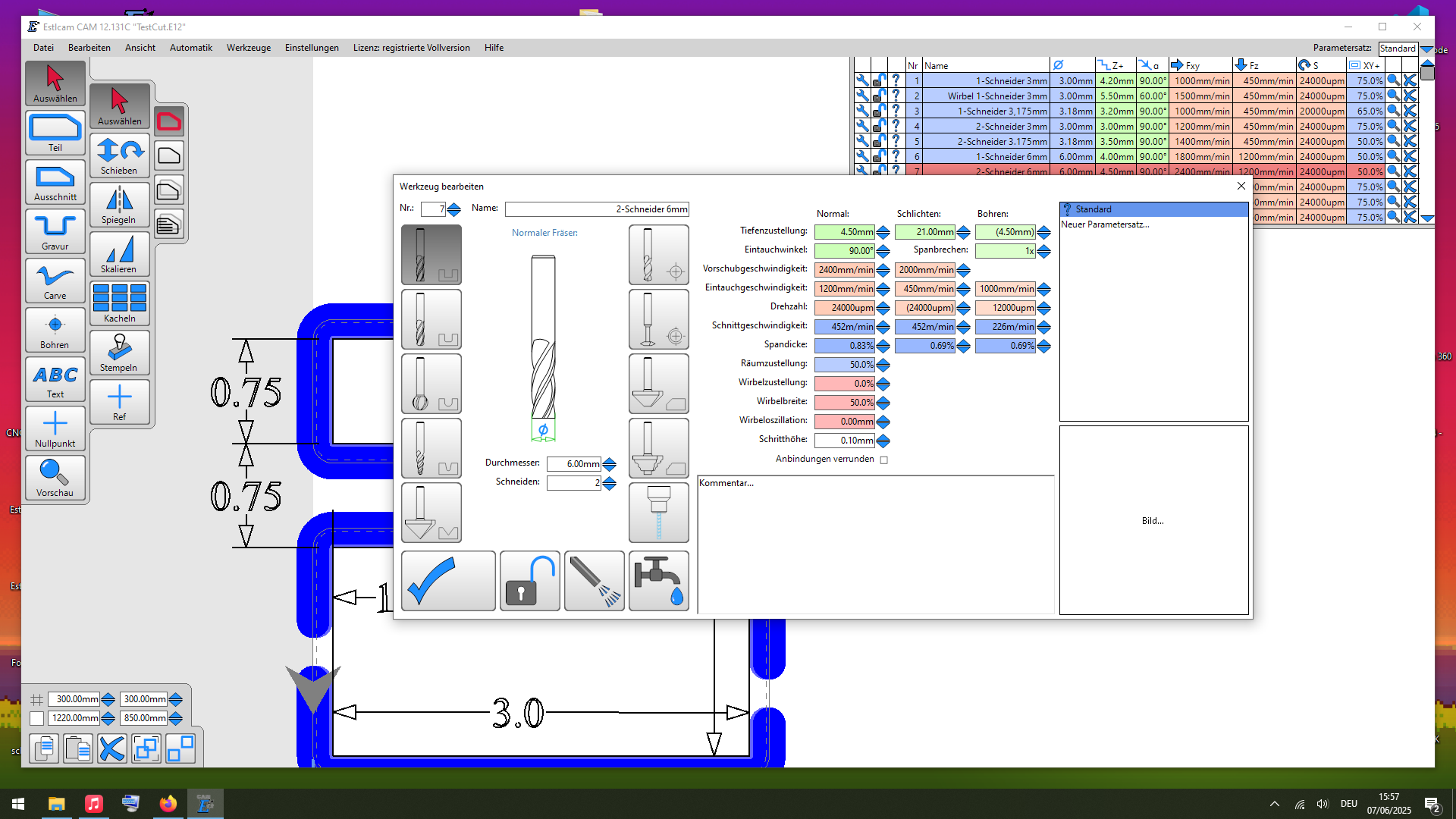
Settings:
Also: my last inlay in hardwood failed spectacularly, it didn’t fit at all. MDF is pretty easy to machine.
6 Likes
Great job displaying that your Vorshubgeschwindigkeit and Eintauchgeschwindigkeit produce accurate results!!!
2 Likes
Results better than the measuring tools can measure… A suitably German result. ![]()
3 Likes
Wow, I apparently need to figure out how to tap into my German ancestry.
3 Likes
My issues must be something different, here is my slot ![]()
and here is my outside,

If I attempt to get the slot closer by dropping to .24in instead of .25in, closer but ![]()
My outside then shrinks, ![]()

Any ideas from the accuracy geniuses here? Fixed my tram by shimming the router, and resurfaced.
My 1/16" seems fine, the 1/4" seems fine. Both 1/8" end mills cut a 3mm slot though import and Kyocera…
2 Likes
Well, now we know.
The DXF in this thread is a very useful test cut.
Maybe we need a progression of tests or even simple projects ramping up the difficulty.
1 Like
Yeah I am not sure how to make that progression just yet. It was pretty hard to measure the hand made slots. 100% have to use a straight edge (if doing it by hand). I had a collet dirty enough that it was spinning and extra 0.2mm, really throwing me off when I was getting 3.4mm slots at first.
Tenths of a millimeter are tiny.
I think it should be
1)Square
Z level
2)Belt cal
Slot Check Endmills
3)Tram
4)Surface
Depending on your needs, 4 levels of calibration? If you are making carves or large projects, square is all you really need and maybe a coarse z level.
1 Like
@Tokoloshe I would say I’m impressed, but that feels insufficient. Blown away, maybe? Excellent job, and definitely proof that it can be done.
Could you share more about how you set up the cuts? In particular how wide was the finishing pass and where did you place hold down tabs? What RPM on the router (the endmill details say 24000 but I’m sure that’s not what you used.) Anything else notable for folks who are trying to reproduce your results?
Thanks again for taking the time to do the test cut - I definitely appreciate it.
2 Likes
This caught my eye in conjunction with the asymmetry between “climb” and “conventional”.
How tight are the Y belts? The “light pressure” from pressing in the Y direction should not be less than the tension of the belts, but if the belts were loose (or if they were stretchy), then it might have asymmetrical stiffness where pulling toward you is stiffer than pushing away.
Then when the leading edge of cutting the slot induces a load primarily toward you or primarily away from you, then… um… wait, the width would still be the same even if it deflects a different amount in each direction. There goes that theory. Unless vibrations were greater in one direction, producing a wider slot.
1 Like
Hmmm. Has anyone suggested checking that the grub screws are tight on the motor pulleys? If it was said, I haven’t heard it in a while.
3 Likes
Step 1: Be german.
It likely was - Philipp loves a 6mm 2flute at 24k RPM…
Can confirm - this is all I’ve done so far and happy with the accuracy. I don’t think it’s even that square… ![]() I am working on a very large scale and it doesn’t take much to be better than I can make by hand, though.
I am working on a very large scale and it doesn’t take much to be better than I can make by hand, though.
I should try this test cut and see how badly off I am… :o
3 Likes
Hehe, yes. ![]()
Here are my settings, I do a 0.6mm finishing pass:
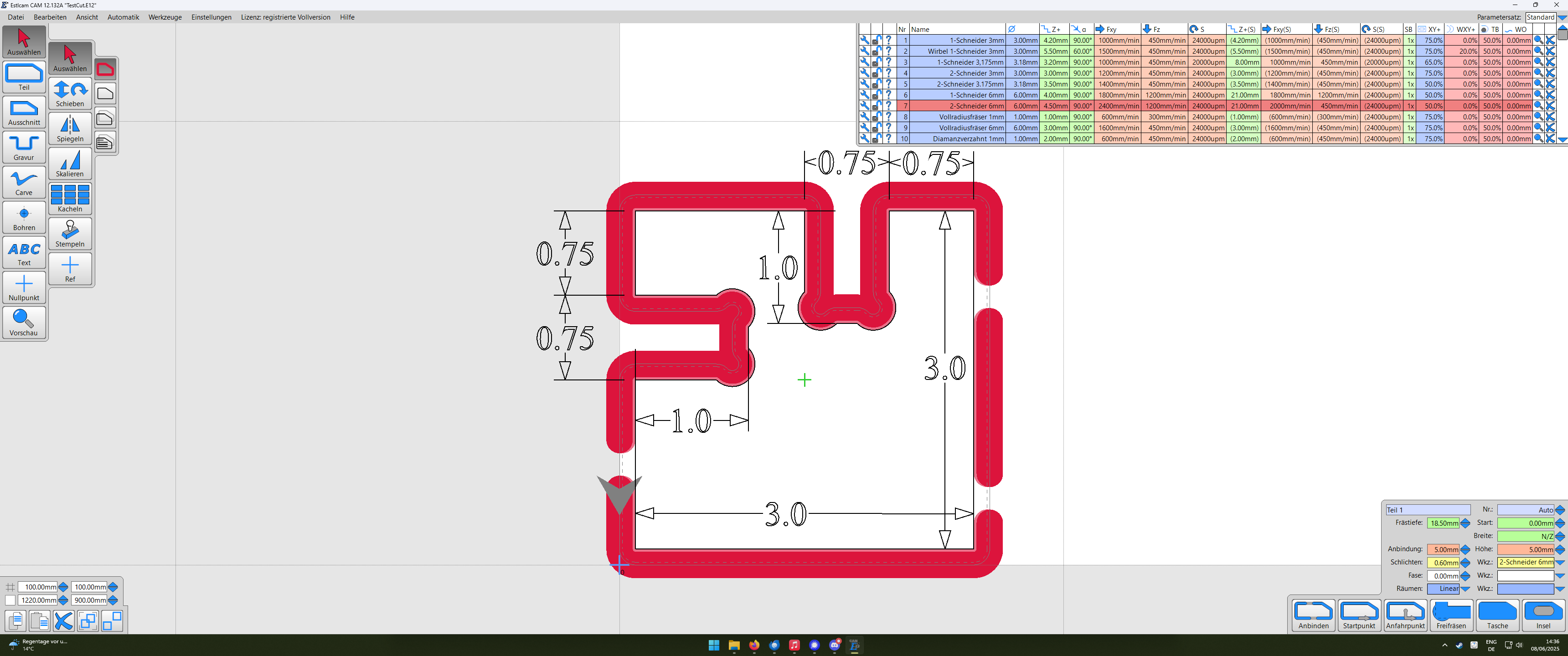
Also, to be fair, I used a brand new endmill. It was one of Sorotec’s in-house brand that are cheaper than the other ones, but still cost 22€ a pop and are manufactured in Germany, so I am absolutely sure it is 6mm wide.
I usually go 24k RPM and used to go 3000mm/min with it and 6mm deep in hardwood, but after the bitter realization that Purple Heart and Satinwood are much too hard for that, I dialed it down to 2400mm/min and 4.5mm DOC. So I basically just threw in my standard settings for hardwood. You can see looking at the chips that the RPM are completely fine with that speed. ![]()
I also have a closed loop stepper on X, since that’s the only one that is doing the work on its own… ![]()

7 Likes
Your are cheatin, that single motor outperforms both y axis motors ![]()
1 Like
Neat. What torque/ oz motor, and current?
It’s the same like the one Ryan sells. But closed loop. I haven’t had it skip steps, if it did, Estlcam would immediately stop the program. The stepper is connected to an alarm that triggers a pause in the program. I had Y wander in Purple Heart, the X never did… ![]()
1 Like
I tired a metric version of this test over the weekend and it helped me tune in a little more accuracy. My 4mm 1F upcut bit measures 4.00mm in diameter when checked with calipers but by calling it “3.90mm” in ESTLcam I got the slots virtually spot on. Seems to me +/- 0.1mm is about what’s possible on my machine with a 2.5m x 1.22m cutting area and I am happy with that. Other cutting details were:
Test cut in 16mm MDF, 4.25mm DOC at 25mm/s with a finishing pass of 0.6mm at 35mm/s.
5 Likes
The belt probably isn’t tight enough. But there’s no “reasonable” way to set it other than using your mk. II eyeballs.
It’s probably been asked here before (I didn’t search for it, yet) - but I’m wondering if someone with a properly tensioned machine could use this GT2 belt tensioner meter and come up with a “ballpark” reading that others could then leverage when setting their own tension using the meter?
Note that the asymmetry you referred to was in a manual cut (router mounted in the base, using a fence, not on the LR4).
More things that are hard to keep straight between my two threads. But the short answer is that yes, I checked the grub screws on all of the motors and they’re all tight.
1 Like