This is from the FlashForge tech support when I contacted them about my printer problems. I was only using PLA.
“Mixing PLA and PETG materials using the same nozzle can easily cause clogging and affect the nozzle’s lifespan. Suggest using one type of consumable for each nozzle.”
Welp. I’ll just print the PLA calibration and hopefully that isn’t too much PLA to be an issue for PETG. Whenever I get into PLA I’ll order a nozzle for it.
Might be worth noting that I’ve never had an issue going between PLA and PETG maybe 20-30x so far.
When going from a higher temp filament to a lower temp I’d just recommend purging a bit longer at the higher temp to make sure as much is flushed through as possible, but it really isn’t something that is ‘that’ much of an issue.
It’s a good idea to know how to clear clogs like that, anyway. Everyone should be able to dismantle their extruder/hotend and know how to do a cold pull in my opinion
Mmmmmmmm not my case. My 0.6mm have printed 2 full lr4 sets with pet-cf (6 rolls of siraya tech petcf, had a lot of issues at the beginning with the profile, also thats when i modded one of my filament dryers and went with a Bowden tube out the dryer to the filament sensor, problems gone), random parts of petg (2 rolls) more than 5 rolls of pla. Pla has been kind of nightmare with some Chinese brands, the extruder clicking issue and jams. Don’t go over 220° with pla (it softens upwards and causes the jams) I settled with 220/215 for pla temps and the issue disappeared
So, you experienced the clicking also? I hope that means my filament feeder is ok. It started doing it again. I will check to make sure my PLA temp is 220°.
Usually a clicking sound coming from the extruder means that either the temperature is too low, or the spool is tangled and bound up, or there is a clog in the nozzle. The clicking sound itself is made when the stepper motor’s “sections” jump from one magnetic attachment over to the next set of magnets in the circle. It doesn’t necessarily mean there’s anything broken or wrong in your gears or your stepper motor, just simply that it was being commanded to extrude filament, and it couldn’t actually get the job done fully. Usually once the tangle is untangled, or the clog is unclogged, or the temperature is corrected, there is no lasting harm.
As another note on the clicking issue, sometimes during inability to extrude, then the gear teeth will actually dig a groove in the stationary filament, and then the clicking sound goes away, but no filament is coming out, and it’s because the gears no longer have anything to grab onto.
Less is better, also if your sound is coming from the extruser, there may be some rest of filament in there. Not all brands are the same. My issues appears with sunlu branded and other Chinese filaments.
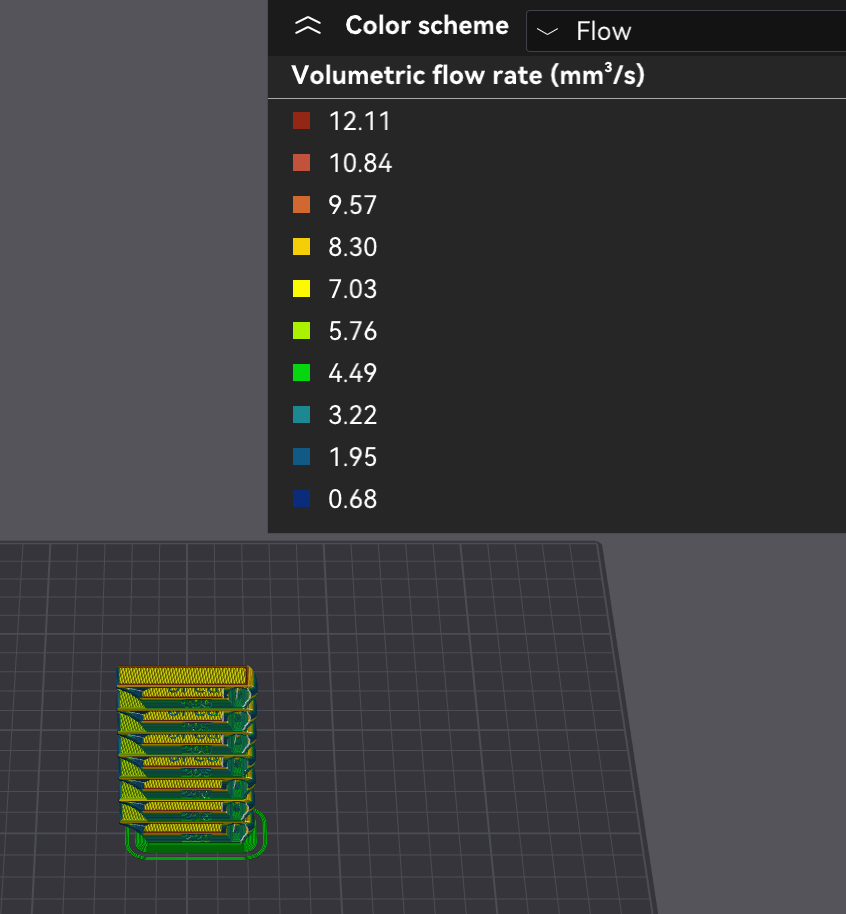
In Orca, after slicing, you can select “Flow” and the colors will represent the flow rate. You can set the upper limit in the filament settings “Maximum volumetric speed”
Thanks for this tip also Cesar. I switched filament spools and I haven’t had anymore problems. The 2 for the price of 1 was the problem. Both are FlashForge filament. The cheaper one is on a particle board spool.
Hi Britt, I’m glad your issue is resolved. Would you mind sharing the link to the movie FlashForge suggested?
You never know, it might be useful in the future.
There are a lot of variables at play.
Just as one example, if you’ve been printing PETG and go to PLA, the PLA temps are not sufficient to remove all of the PETG from the walls of the hot end/nozzle combo, which impacts flow as well as impacting PLA physical properties (PETG wrecks PLA adhesion where it is a contaminate. That’s why PLA and PETG work great as support materials for each other if you have a dual-extruder printer).
Then…
I have to disagree here. I’ve tried exactly what you suggest with flowing PLA at PETG temps to try and purge out the PLA, but at those temps I’ve also seen PLA degrade and leave little carbonized turds in a hotend/nozzle.
It’s not generally that bad, and more often than not it is the really cheap PLA that is the worst problem. It does happen.
My own workflow if I must switch from PETG to PLA in the same extruder is I run some purging filament through at high temp. I forget the brand as I bought a kg of it some time ago and over years I’ve used perhaps 1/5th of that. It’s a sort of off-white, weirdly flexible concoction. Works great.
Isn’t it usually Nylon that is used for that? I have a little bit of it here that came as a sample and it was marked as “Cleaning” filament. I believe I have also seen on some different YouTube videos that it is Nylon that is used for that. I could also be completely wrong
The stuff I have shows a print temperature of 160°C - 280°C, which is a very wide range. Most nylons are at the upper end of that, and I don’t routinely see nylons anywhere near the lower end.
The stuff I have almost looks like it a main translucent filament with little chunks of a 2nd embedded set of some other slightly more white stuff.
It does seem to be effective when I use it, quickly going from a mix of mostly the last filament to a mix with some of the old filament, to almost entirely white extrusion of the cleaning filament.
When I’ve retracted it, pulled the nozzle, and looked over the nozzle/hot end- it appears to have done a good job removing the previous filament.
Sounds look it would be better just to use a separate nozzle for each filament.
With Klipper Mod, does anyone have bed mesh calibration taking place before every print? I am, then if I save config, it restarts and I start the vicious cycle over and over again, so I have to not do that or let it calibrate, but not save, not sure if it even uses calibration it created then.
It also heats up before bothering to do it, wasting all that time just to cool down before it calibrates, then starts printing if I don’t save the config.