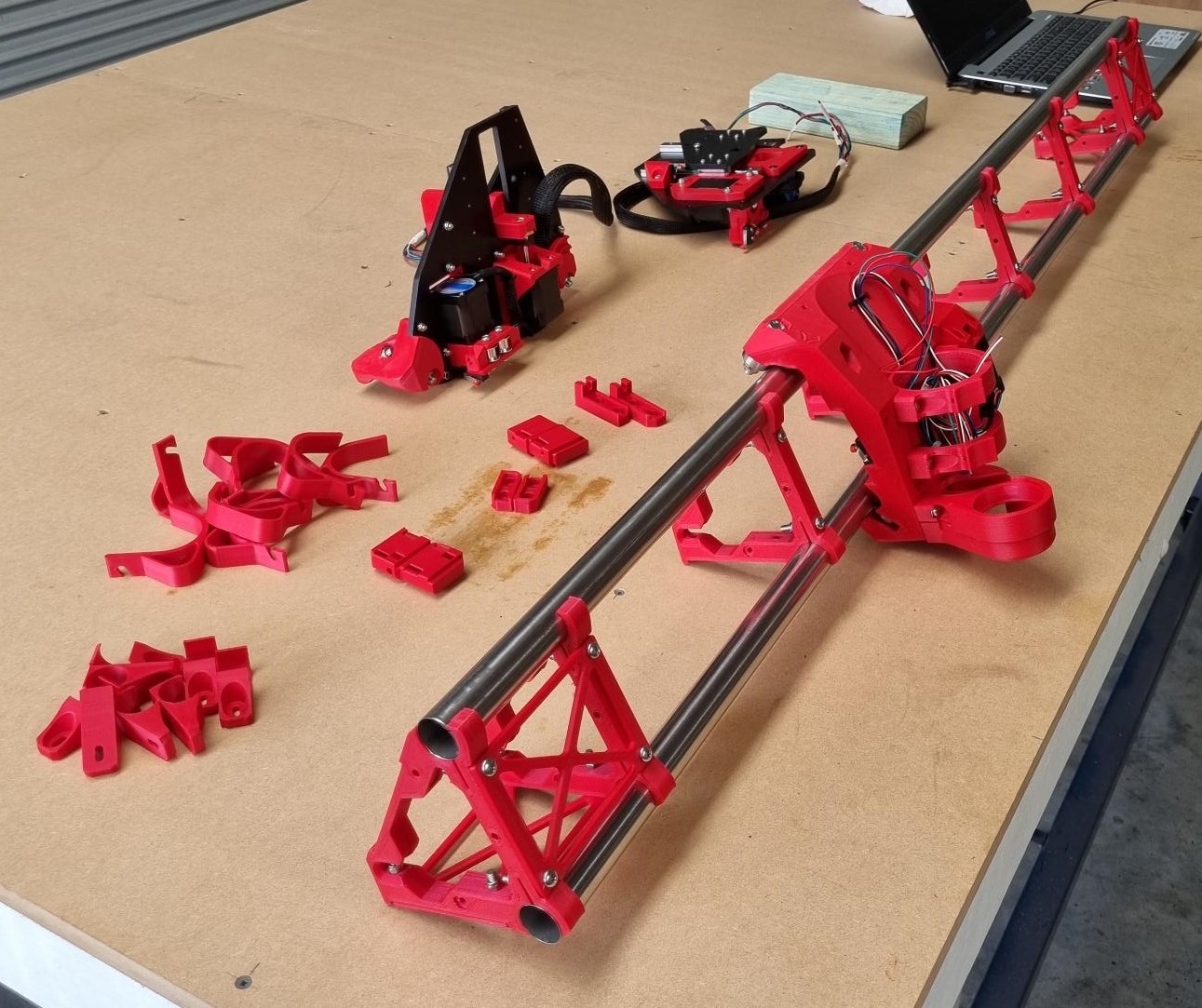
Finally got it all together and working today to the point I hoped I could cut my strut plates. I ended up printing an adaptor to use my smaller vacuum hose. Mounted the dust collector under the bench.
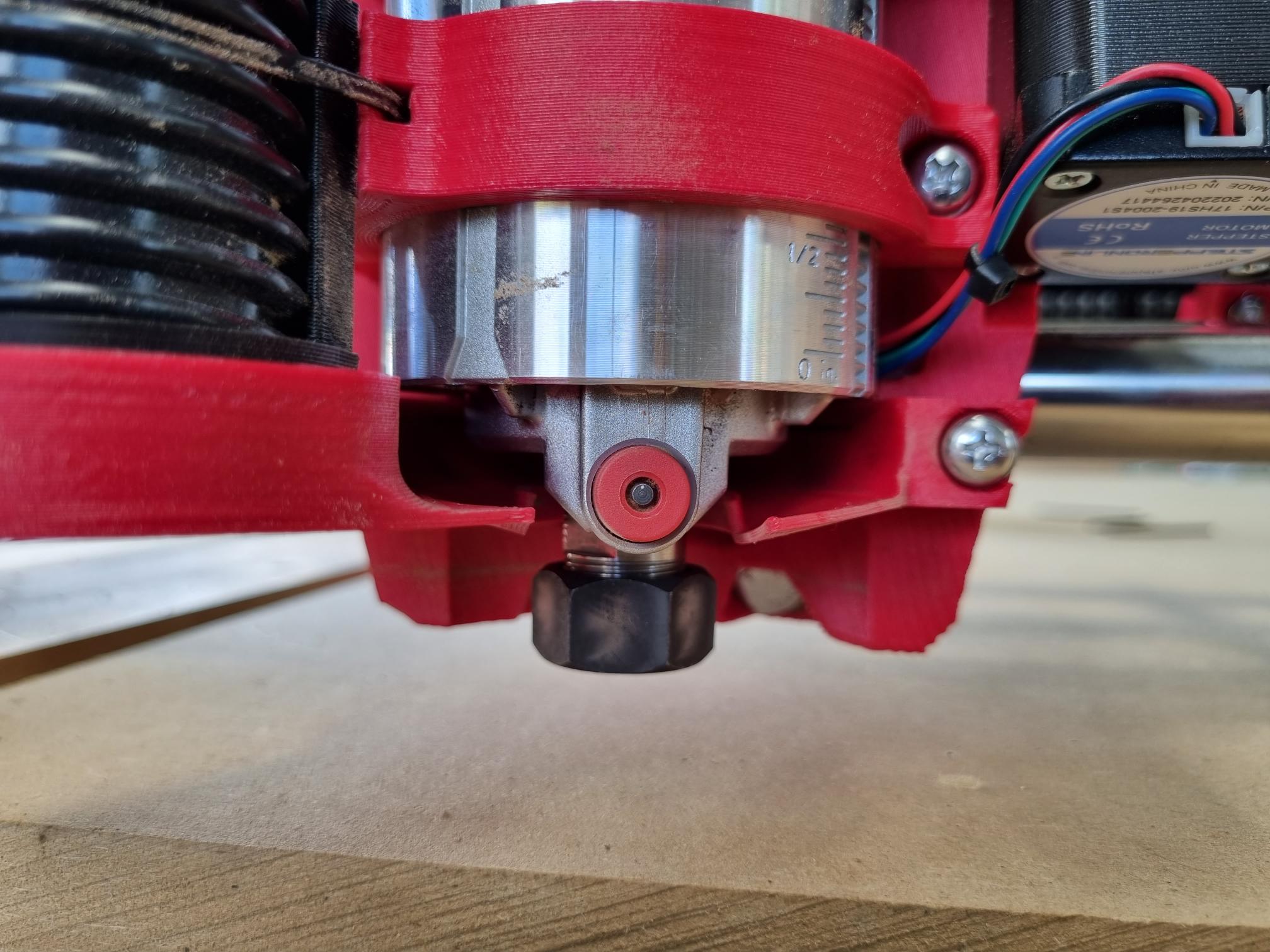
Also machined up a probe from some brass hex stock. The wire is secured inside it with an M3 grub screw. All up its exactly 6mm thick. And having a little bit of weight it sits flat on the bed.
I got the machine squared up in X/Y. I spent a bit of time making sure the Y2 belt base was positioned square to the rail when I screwed it on, so the machine was less than 2mm out of square when I first checked. Better than I had expected.
I did the Z leveling using my new probe. It wasn’t too far out either, but got it to within half a mm, which seemed to be about as repeatable as I could get it. I assume the spoilboard isn’t perfectly flat.
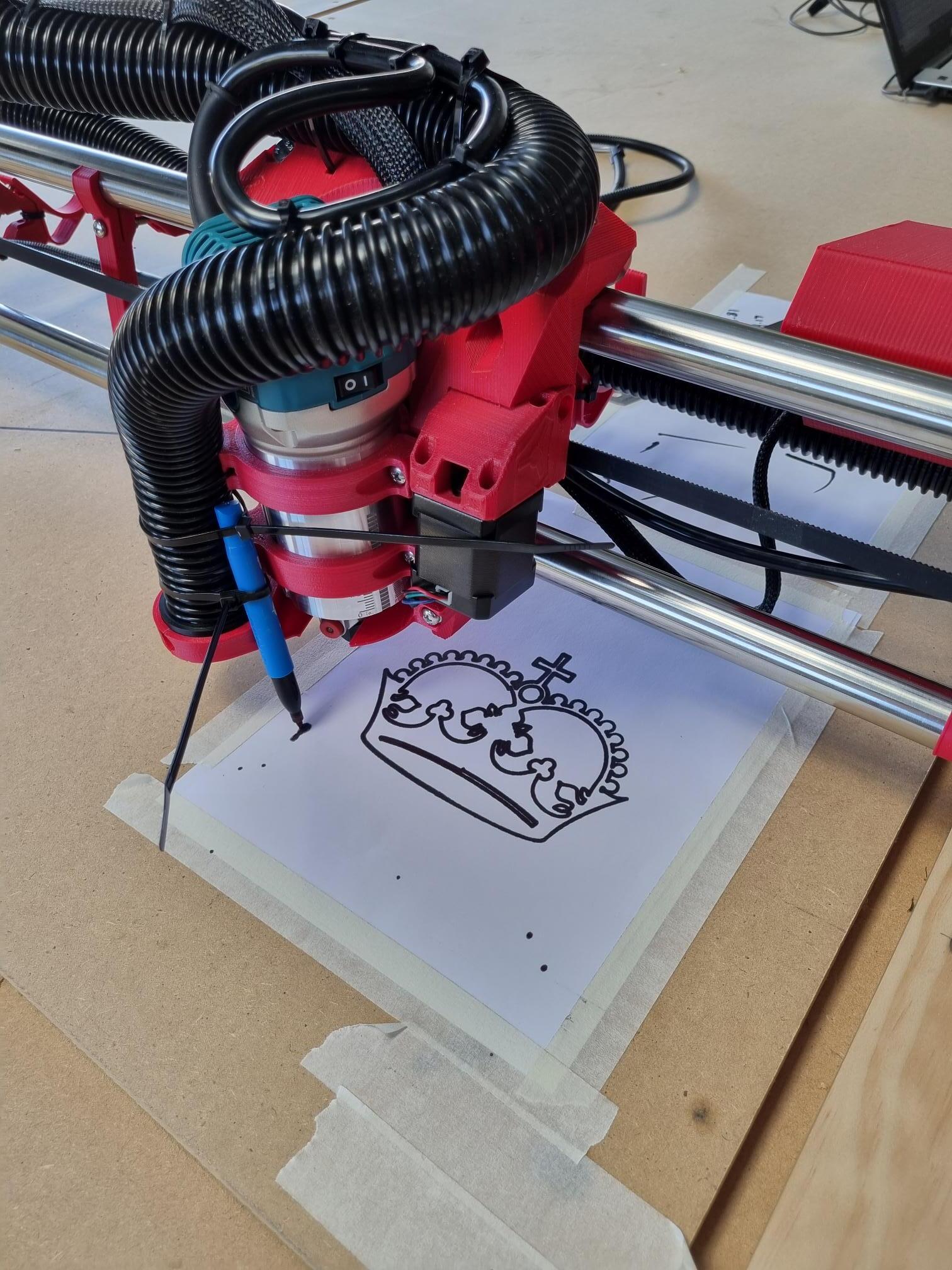
I seemed to be more difficult than I thought to get the crown to draw correctly. There seemed to be variation in the Z height between Xmin and Xmax ends of the crown. Sometimes one side wouldn’t be touching the paper at all, and the other side was dragging the texta very hard into the paper. Went back and checked Z leveling a couple of times. Probed and made comparisons between the 2 sides of the paper. Everything was saying its within less than a mm, then other times it was 2mm out (over the 150mm of the paper, yet the whole X axis was less than a mm out when Z leveling?). Spent a couple of hours trying to sort it out and then gave up and went onto my strut plates.
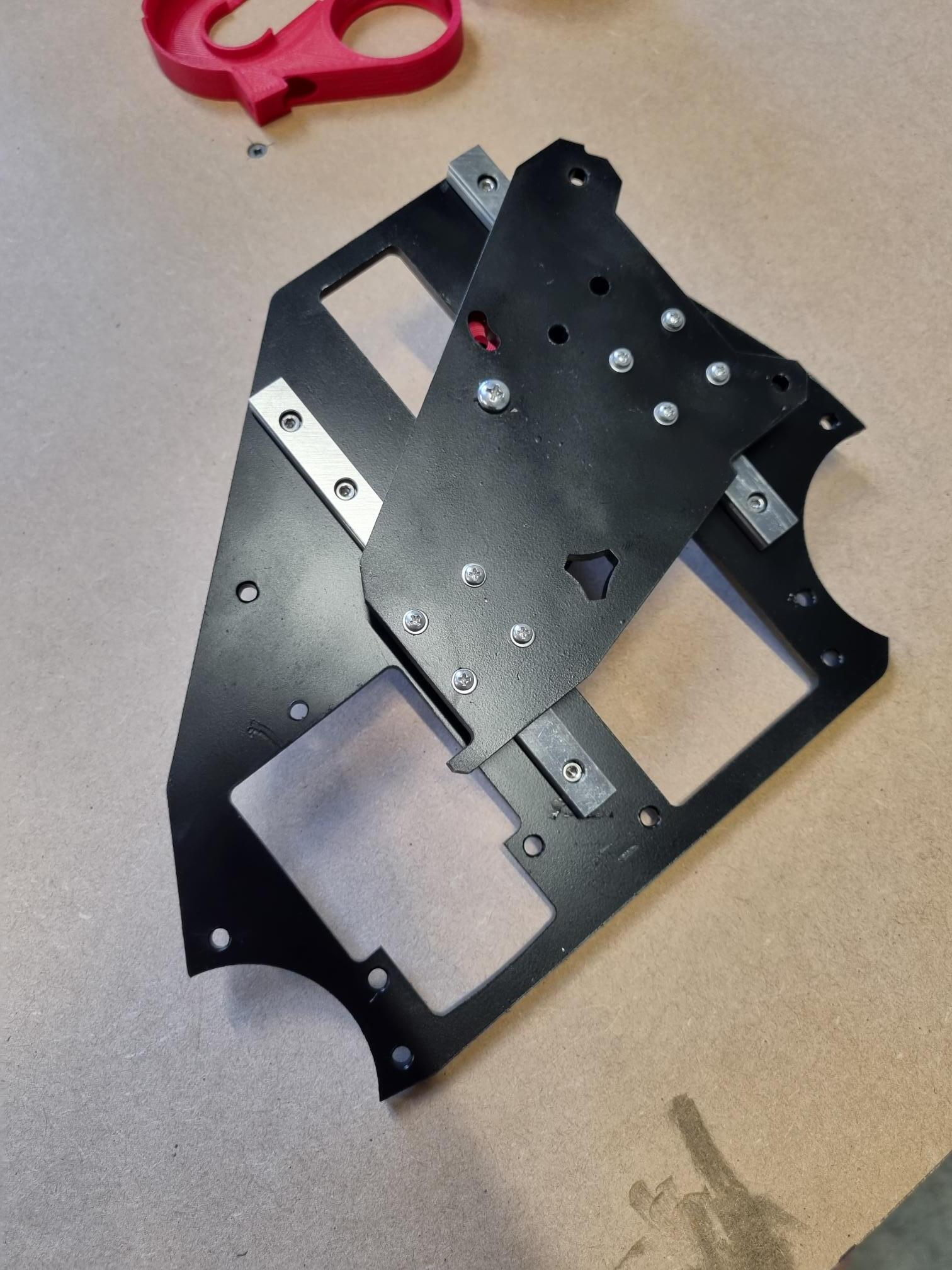
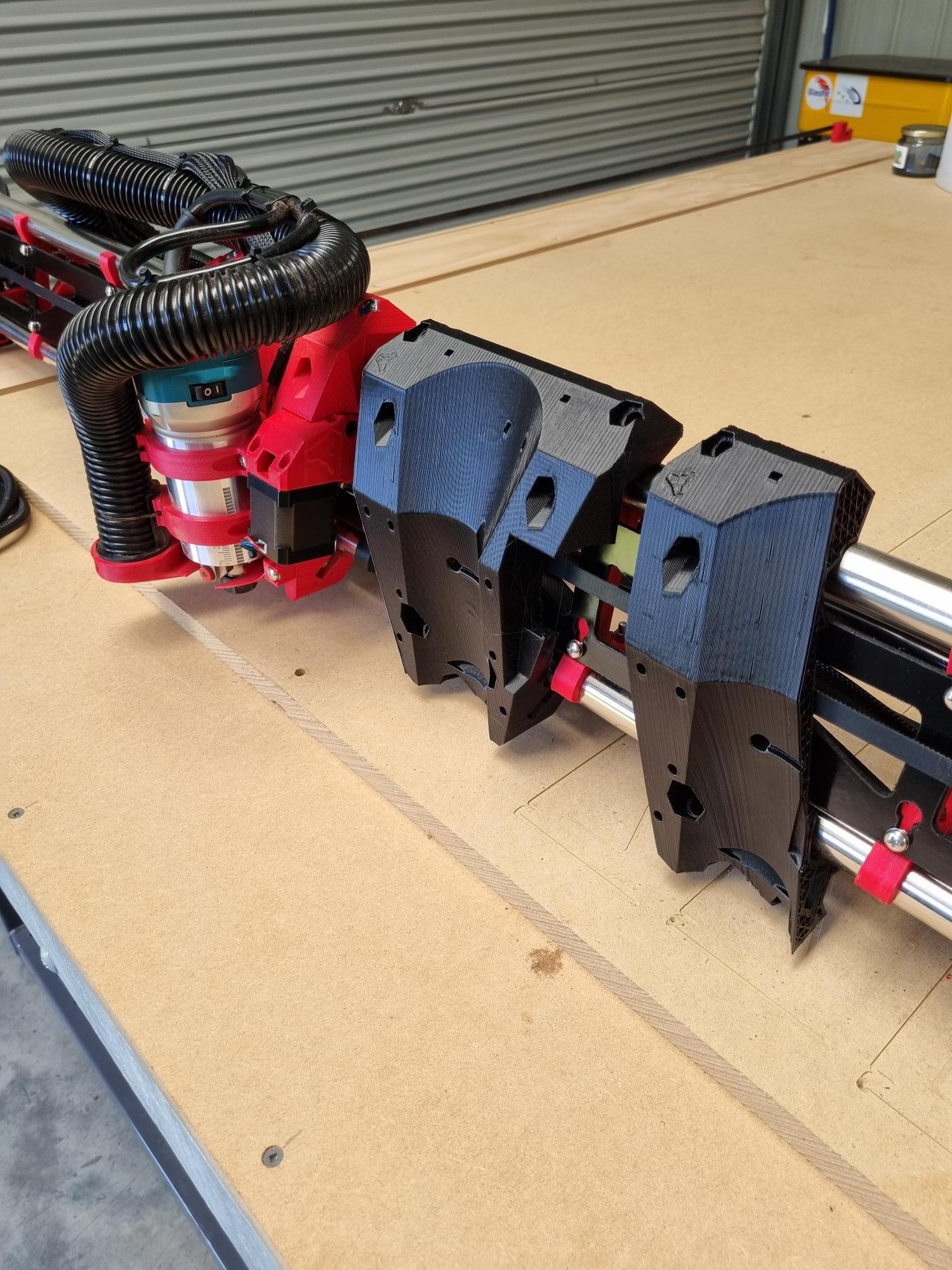
Strut plates started off great, except I forgot to put the dust cover on before I started.
Made it about 3/4 of the way down doing the inside holes, and I noticed it seemed to be cutting deeper and deeper. The holes were loose and free by the second pass (it should take 3 passes to get right through the entire 3.2mm thickness) and I was cutting deep into the spoil board.
By about 3/4 of the way down, the bit was cutting between the sections when it was retracted and moving to the next one, so I switched if off.
Before I moved anything I wanted to know if the Z axis was dropping or if the table had a massive bend in it (I didn’t think it did).
Powered it back on, moved 10mm over so I wasn’t on the cut anymore. Homed Z right there, and then probed and recorded the Z height. Then moved back near the start of the cut, homed Z and probed again. There was like 0.8mm difference, which I thought was reasonable since I haven’t surfaced the spoilboard yet.
I measured the depth of the groove left between the 2 holes (which should of been with the tool up out of the way as it travelled overhead). It was about 1.6mm. I’ve got the clearance plane set to 2mm in ESTLCAM, and assuming there really is 0.8mm variation between around that point and where I started it (as the probing said), the Z axis had dropped at least 2.8mm by the time it has got here.
If the gantry is to one side, the Z axis drops immediately under its down weight when I switch the power off. I noticed I didn’t update the driver current settings when I was playing with firmware (I thought I copied everything over from the V1 configuration, but obviously not) and both Z motors are still set at the default 800mA. I’ll bump that up tomorrow and have another play around with the texta, and see if the Z axis is still falling.