Hi Christian, I’m not the one you were replying to, but I figured this would be a decent context to mention why I’m switching from ESTLCam to VCarve for carving operations. As someone who develops software for a living, I have often found user experience reports like this valuable to me. I provide it to you in the hopes that it inspires you to make ESTLCam even better, with nothing but warmth for you in my heart.
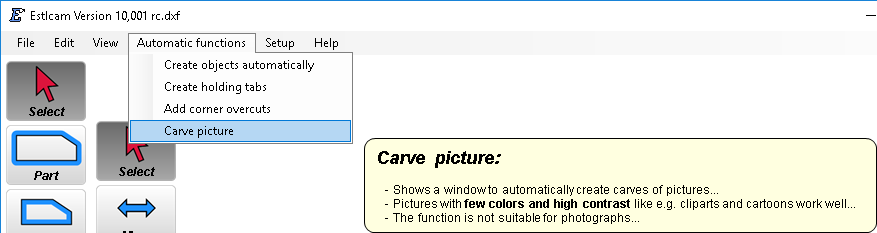
You mention the Carve Picture function. However, this only appears to work for bitmap files, not for vectors, and the results are very inexact. It’s unclear how tool selection would affect the paths generated. It’s also very unintuitive that I have to open a different type of file just to access this function. With VCarve, this function is front-and-center and supports vectors.
When I develop my vector art, I used to open it in ESTLCam, and then I would choose the carve tool and select my mill. From there, I had to select each outline I wanted to carve. In v8, I would do this using the v-bit tool and select a roughing bit for the flat spaces; this resulted in material being inappropriately left behind in areas where the roughing tool was too large to fit. In v10 trial, I was hoping this would be addressed, but instead it got more confusing. Now I have to select the roughing tool when doing the paths, and add the v-bit as a finishing pass. This results in the same problem as in v8, with the added annoyance that it no longer traces the outline with the v-bit, so I have to add another set of tool paths to accomplish that. The alternative is to use the engraving bit by itself, letting it mill out all of the flat areas, but this is extremely slow and puts a lot of wear on the bit. In VCarve, I can easily select all closed loop vectors rather than one by one, I can set up the operation in a single configuration, and the v bit is used to remove the area in flats where the rough pass can’t reach. The same operation takes me 30 seconds to set up rather than 10-15 minutes in ESTLCam.
In v10, if I accidentally leave a flat endmill selected for a carve path and hit preview, estlcam opens a non-cancellable window that forces me to overwrite all of the tool parameters, which screws up other paths already using that tool until I go back and type back in the correct parameters (from memory, I cannot find an undo function). It would be better to have a “choose a different tool” dropdown and a cancel button.
The preview shows only the center of the tip of the tool. It doesn’t show a 3d representation of the actual material removed by the bit’s profile. This makes it difficult to assess whether the end result will be as desired.
Generated toolpaths are inefficiently ordered. Whatever algorithm ESTLCam uses to decide which pockets or profiles to cut seems to spend a lot of time on the clearance plane, including retracting and dropping again within a single pocket. It also tends to carve everything a one depth before moving on to the next, rather than ordering by pocket. Given how much slower Z is on an MPCNC, this results in longer milling times.
Individual roughing operations for multiple carves can’t be split or reordered.
Time for individual operations isn’t present in the preview, only the total time.
Scroll wheel on lists (eg list of operations in preview) isn’t scrollable with the mouse wheel. Sometimes using the tab button to switch between fields has non-intuitive order. Realizing I’ve chosen an incorrect path for a carve, I press esc, only to find that not only was my selection cancelled but the carve operation was unselected as well. There is no “reset to clean environment” or “exit” functions in the menu, nor recently used documents. If I click the X to close the program, it does not warn me of unsaved changes. Small user experience issues like these don’t prevent the user of the program, but could be improved.
I don’t say any of this out of anger or to make you feel bad. I think ESTLCam is a wonderful program, and I still use it for many operations. I just don’t find that it’s a good fit for my needs for carving signs, art designs and inlays. VCarve could never take the place of ESTLCam entirely I don’t think, it appears strongly oriented towards carving and not towards other milling operations. VCarve’s price tag is pretty hefty at $350USD for the Desktop version I am using, and since I already have a license for ESTLCam v8, I can’t justify spending on an upgrade to v10. Those are just my humble observations.