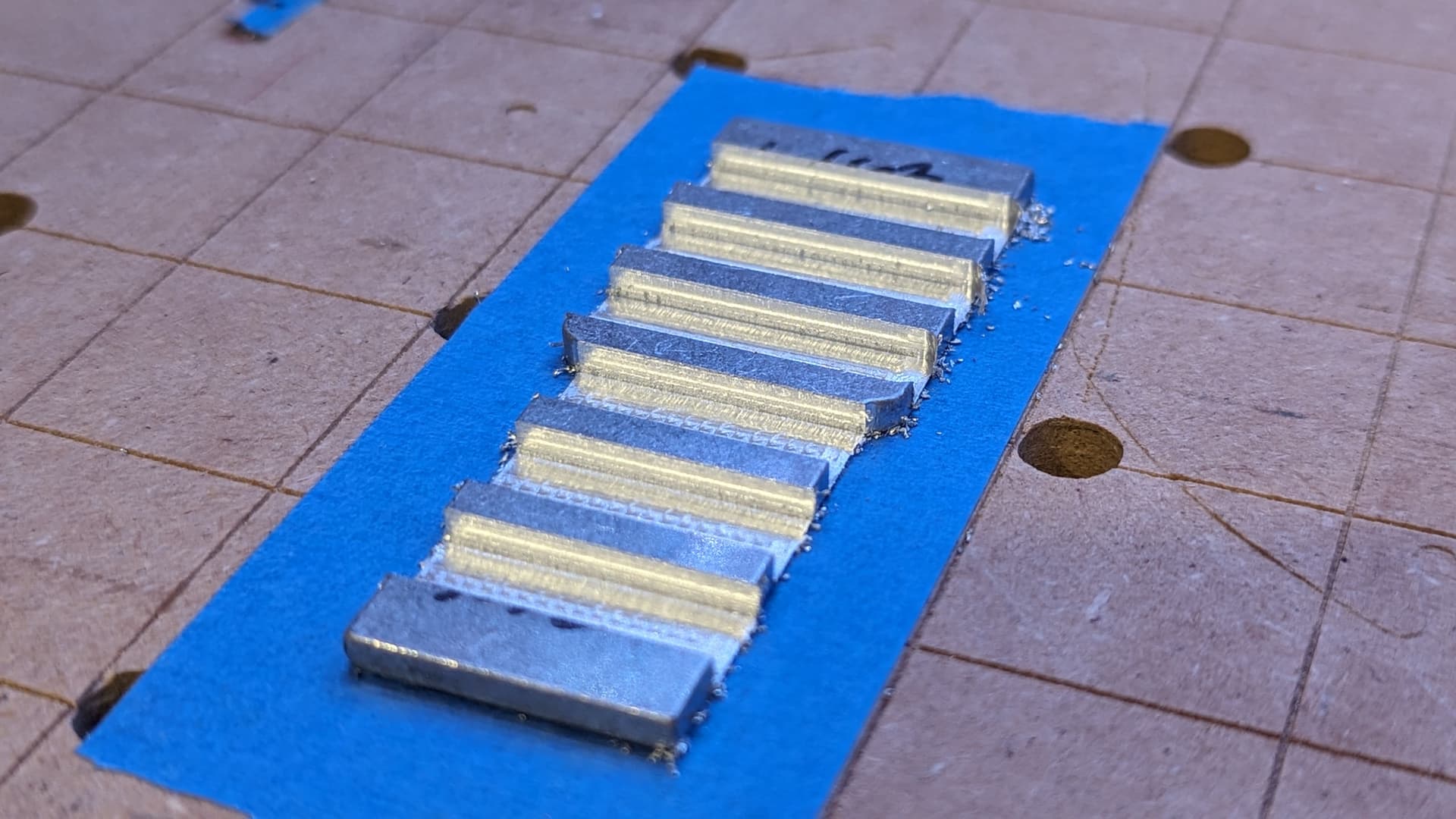
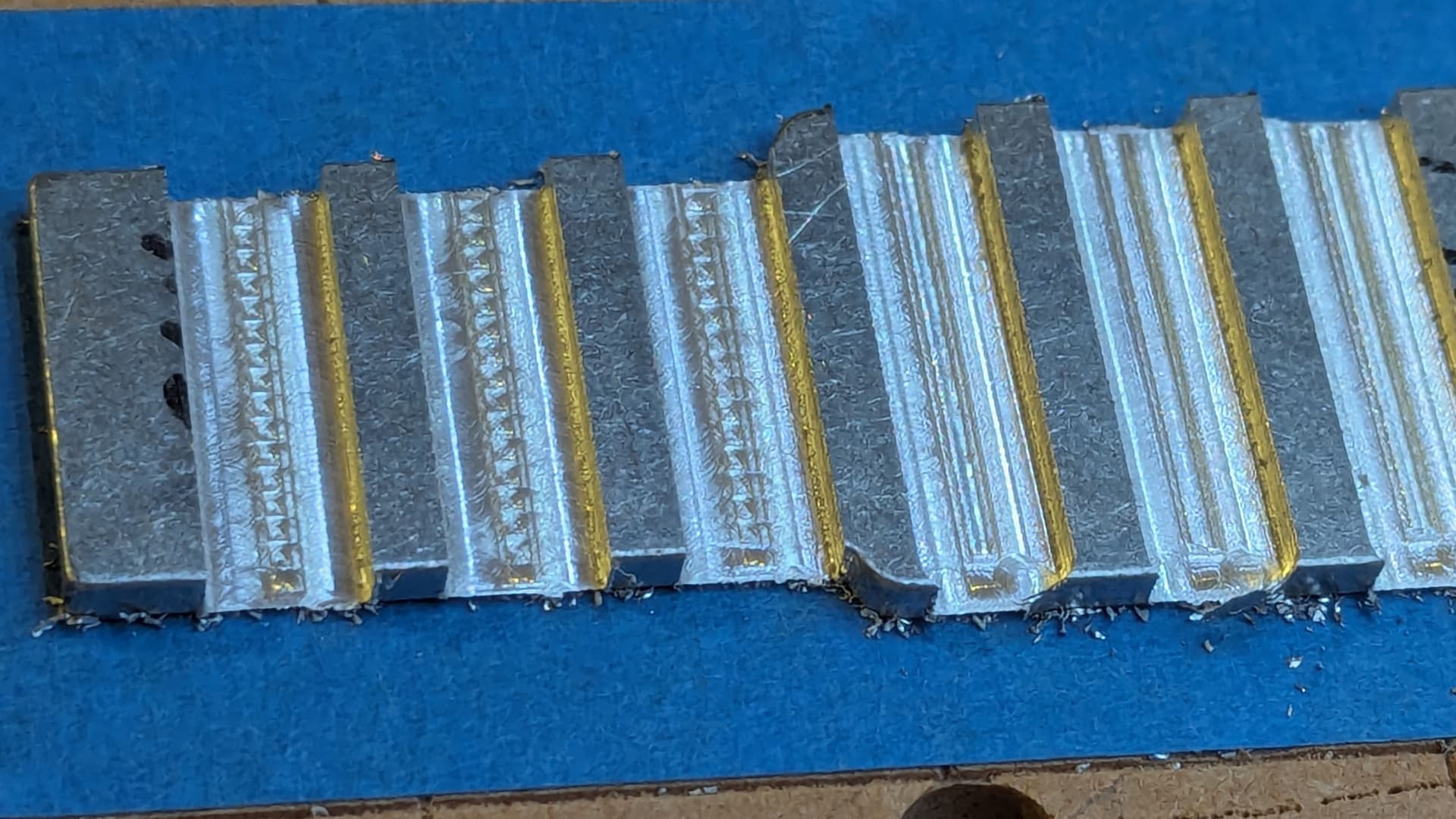
Hey guys, I’ve got a project I’m trying to do on my Primo. I’m attempting to get some parts to cut with a tolerance as close to 0.01 mm… I feel like that’s a pretty lofty goal however I’ve gone several test cuts with varying finishing passes ranging from .3 .4 and .5mm on a n 8mm wide 3mm deep pocket. The 6 pockets I cut on this test came out to 7.70mm - 7.72mm on average. The bottom three were done with the “peel” pocketing strategy. The top 3 “line”. I’ve got a Makita router with a 3d printed fan on the collet to help evacuate chips. using superglue to hold the part down. I’m scratching my head on why my pockets are coming out under sized… I did a test cut of a “part” the other day and that came out .1mm over sized for what should have been a 25mm square. Do I need to calibrate the ‘e-steps’ like you might do on a 3d printer so when it moves x mm’s its actually moving where you think it is? or is there some other explanation I’m missing? The fact that the pockets are undersized and the parts are oversized makes me wonder if the bit I’m using isn’t truly 1/8" dimeter. . . well maybe I just answered my own question there… I went to get the link for the bit off Amazon.com to share and even though the description say its a 1/8" endmill I saw that it claims the cutting dimeter is 0.13" so I guess I’ll run yet another test and see how it goes but I’ll share my current progress and pics incase someone see’s something I can adjust to achieve better results. I know every machine is different and I did my best to pull as much as I can from others experiences so I hope I’m in line with what is typical.
Alright… so ran another test cut, with the bit diameter set to 3.3 per the bit listing however now all 3 test pockets came out at 7.5mm in diameter when they should have been 8mm. I can adjust the bit diameter in ESTLCAM to compensate but I’m wondering what that will do to the accuracy of “part” features…
@vicious1 always suggest cutting out 2 100mmx100mm squares. One as a part and one as a hole. then you can measure them and determine your true bit diameter and enter that into estlcam. Sounds like your bit is a little under 1/8" so your coming up just a tad short
Do a search through the forum. I think most recommend making sure a Clean Up cut is performed. When tolerances are needed to be tight. Also as Jonathon noted, some on here do not recommend putting a caliper to the tool, but to the cut. if you have a 1/8 tool but you get a slightly larger outcome, they say to make your tool that outcome. (I hope that makes sense.)
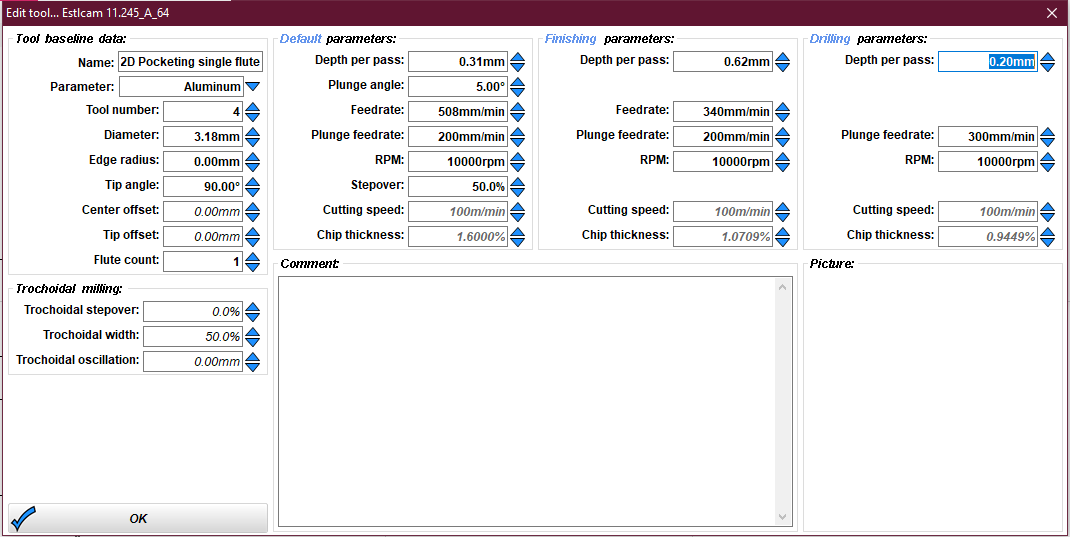
Your finishing pass has to be full depth, you have a tiny depth and the step over for that should be around 10% bit diameter. From there, you can fine tune the rpm to get the cleanest finish.
Your cutting depth per pass is probably too low and your stopover is too high on your roughing.
Make sure your roughing pass is making chips, and not slivers. Too shallow and you are just running and making heat. In aluminum you HAVE to make ships as they carry away the heat.
Full DOC finish passes work up to an extent before the belts having give become an issue (how much that is I am not sure yet, 6mm doc seems ok but 25mm is definitely too much from experience). Definitely set up a finishing pass or 2 and a spring pass (recuts the last pass just doesn’t move to take any more material). I would only consider our machines good to around 0.1~0.2mm (0.004"~0.008") reliably at best with good tools with minimal stick out and great CAM. Takes a lot of money to reliably do 0.01mm repeatedly on a CNC.
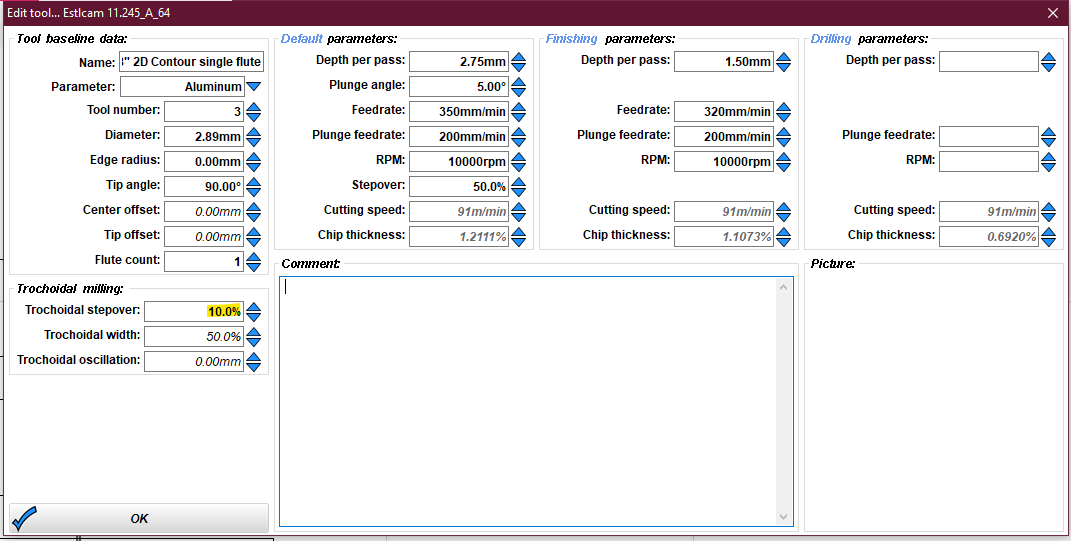
ok, so @Jonathjon, I what you suggest is basically what I ended up doing it just took me a lot longer to get tehre as I crept up on the ‘right’ diameter for my bit… in the end setting the bit diameter to 2.89mm got my pocket and part features to within .02mm of the 8mm goal. it seems crazy to me that an 1/8" bit would actually have a cutting diameter so much smaller but the numbers appear to say otherwise.
@RockinRiley When you said a “Clean Up” cut do you mean an additional cut after running the finishing pass? As for the tool situation I think I’ve now got that sorted out but we’ll see after I do further testing.
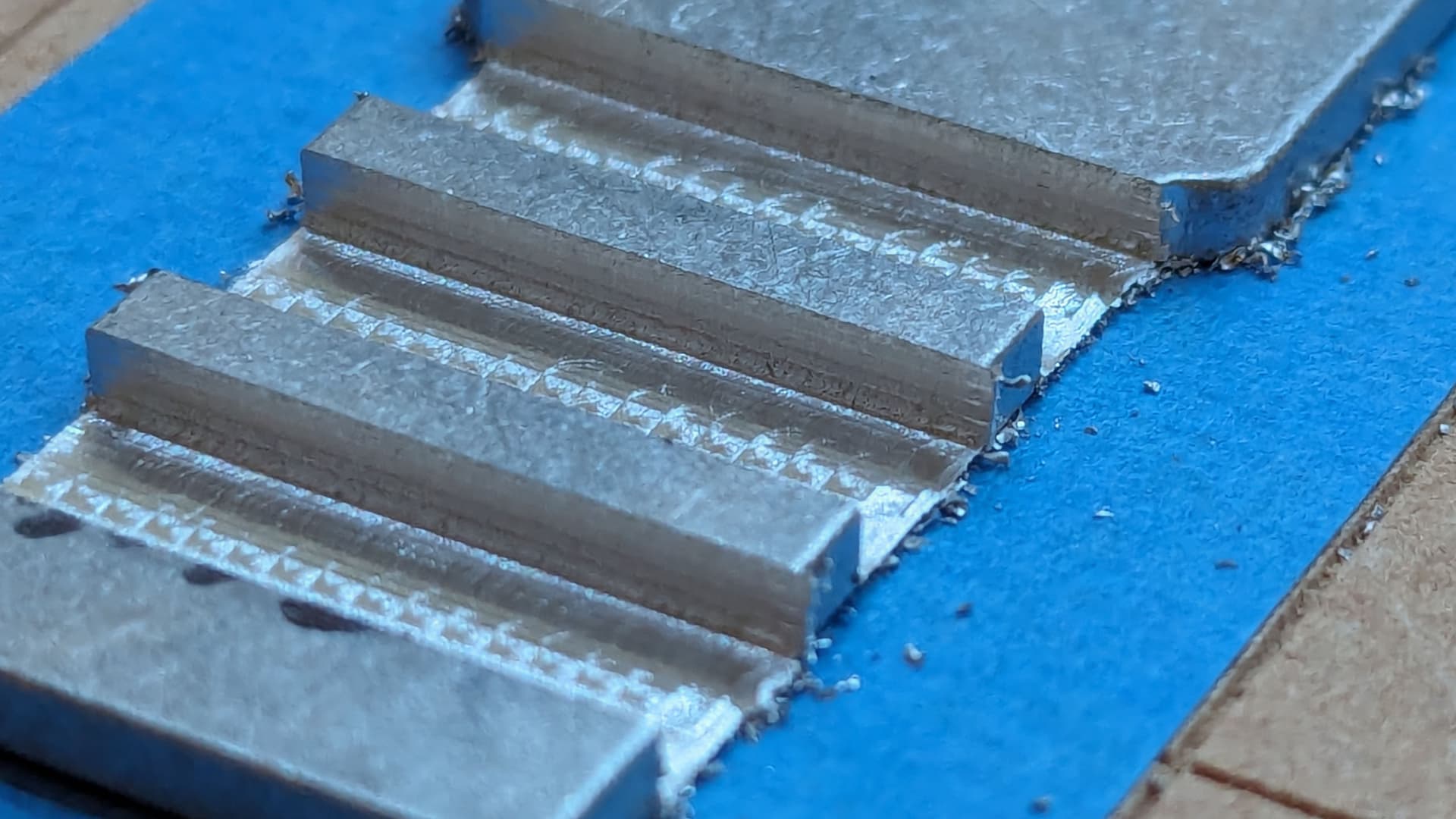
@vicious1 I’ve been increasing my finishing pass depth little by little I’m currently at 1.5mm but I’ll try to increase that now. I’ve played around with the “Trochoidal milling” but I just did a test cut on the “Part” feature at 2.75mm DOC and a .1mm finishing pass at the 1.5mm DOC. The machine actually sounded considerably better and as you said it looked like I was getting much better “chips” than before.
These settings worked pretty well, for the parts I’ll be cutting I’ll need to do the full 1/8" DOC so I’ll probably do a couple tests of that shortly to make sure these settings will for for that too. I’m a little nervous doing a .29mm full depth finishing pass but I’ll give it a shot and see how it goes. I’m very curious if Riley was suggesting I rune more than one finishing pass to get better tolerances?