What is the accuracy and repeatability of a lowrider? I would assume it would be .1mm anyone have any data? I ask because deep carving and milling requires precise accuracy and repeatability.
The steppers and electronics are capable of very precise motion (100 steps/mm in X,Y). But the actual part dimensions is going to be based on how much flex there is, which is largely dependent on your cam.
Specifying machine accuracy this way just doesn’t really make sense.
I’m not sure what you’re intentions are, but the Lowrider isn’t really optimal for “deep” carving.
The router is mounted to a sizable flat plate that limits the depth of carve possible.
A long router bit might overcome this to some extent, but a long bit will amplify any runout in the spindle, and the bit itself will flex a tiny bit, significantly reducing accuracy.
I think the Lowrider is really optimized for cutting sheet goods (i.e. plywood, MDF, etc).
There is always a base accuracy in any hardware mill. It can be stated that there is 100 steps /mm but can it actually do it precisely? That is my question. That’s why it makes sense. If I need a repeatability and accuracy of mills to make sure that the parts all fit. That’s why it is important to my interest.
My intentions are to mill sheet goods but also materials2-3 inches thick. The Z axis seems like it has more travel than that by quite a bit. Repeatibility and accuracy is inportant. Let’s say I am milling an item that is 6’x3.5’ from 3/4 birch plywood with other items nested in and around it. This would then require the accuracy and repeatability I am seeking as to mill tightly on 3/4 stock, it will have to make several passes I am assuming to cut all the way through. So I don’t want wander as it starts a second pass that now potentially reduces the feature size because it wasn’t accurate and repeatable.
I didn’t measure the repeatability, but I did test it. I hung a laser off mine when I had it, and tested a 2ft square by burning it, homing (I put dual endstops on it) , and burning it again. Looked like one square.
Accuracy and repeatability with zero load are extremely good, but that doesn’t matter because the cutting forces will cause it to flex slightly and that’s where the inaccuracy comes in. Like Jeff said. For that matter a 3d printer has good accuracy and repeatability (as evidenced by the layers lining up very well) but cannot tolerate loads on the tool.
The best precision is achieved by cutting slightly oversize parts and undersize holes, and then coming back with a second pass that skims off a small amount of material. This keeps the mechanical loads on the tool to a minimum and therefore minimizes the deflection due to the load. Again, like Jeff said, this is a matter of setting up CAM properly. Ideally you could get accuracy on par with the zero-load case.
4 Likes
I have made a number of projects with 3/4" ply that involve finger joints and tab in slot assemblies that fit together really well with a snug friction fit, so the Lowrider is definitely capable of pretty good accuracy and consistency. I doubt those parts would fit together so well if there were more than .1mm error.
I think there are a number of factors to consider when seeking this level of accuracy.
You want the shortest router bit that will work, with the minumum length of bit sticking out of the router necessary for the cut. This minimizes deflection in the bit itself, as well as the effect of any runout in the router itself. The downside of this is that the 611 plate will VERY close to the surface of the material on the lowest pass. I’ve cut this a little too close a few times and had the screw heads on the botom of the 611 plate dragging on the material.
Regarding the CAM; what has worked for me, is 750mm/min feed rate and 6mm or less DOC. I find I lose accuracy if I try to cut faster. I’ve generally been cutting 3/4 baltic birch in 4 passes and relatively cheap 3/4 pine in 3 passes.
I have carved designs and signs on thicker material, but I have not tried any cut or carve that was deeper than 20mm. Carving something on the surface of 3" thick material will work fine, but I think cutting through it will be tough, and not nearly as accurate. The gantry will have to be 6"+ up at the start of such a cut to accomodate the 3"+ long bit required. The Lowrider gets less rigid as it rises, and the long bit amplifies runout and deflection issues. It might work ok on foam…
All interesting thoughts. Maybe I am better off building a Modded LR2 out of linear bearing rails X, YZ, with a double deck X axis, with at that point it is no longer a cheap CNC.
You will learn so much by building it as is first. It is a well designed machine and well balanced w.r.t. cost/benefits. It is an impressive machine.
I think as is you’ll be able to be sub mm accurate across a table without too much effort. As others have done there are lots of things you can modify or pay particular attention to to achieve slightly better results. Like @jeffeb3 said it’s a very good starting point and excellent design considering the low cost to start with a full sheet cnc. I continue to be amazed at the design considering the design intent and $.
I’ve done some feedrate testing as have others and I’m working at improving <0.5mm variance in most instances with all those trials feedrates.
Here are the last of those:
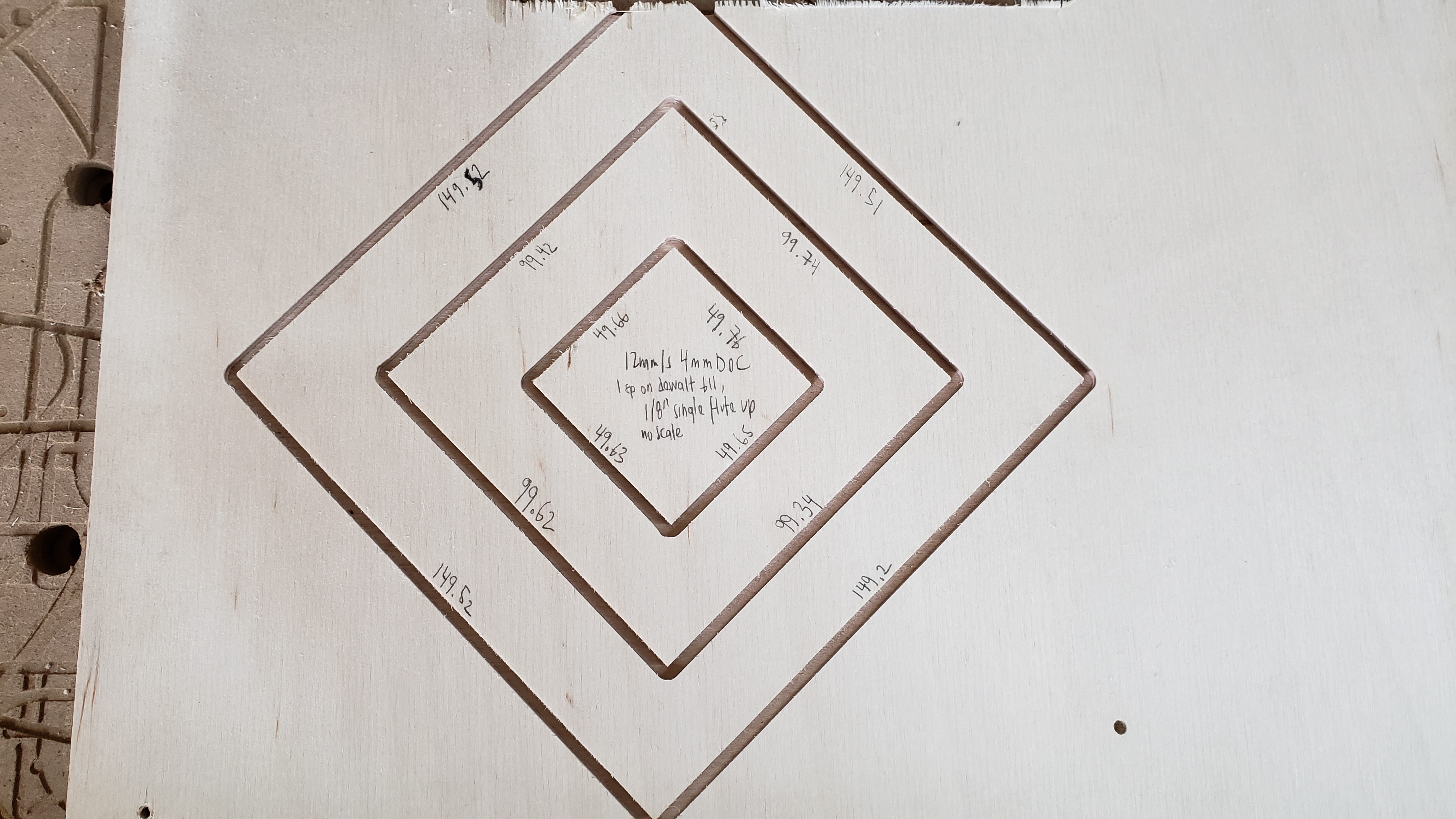
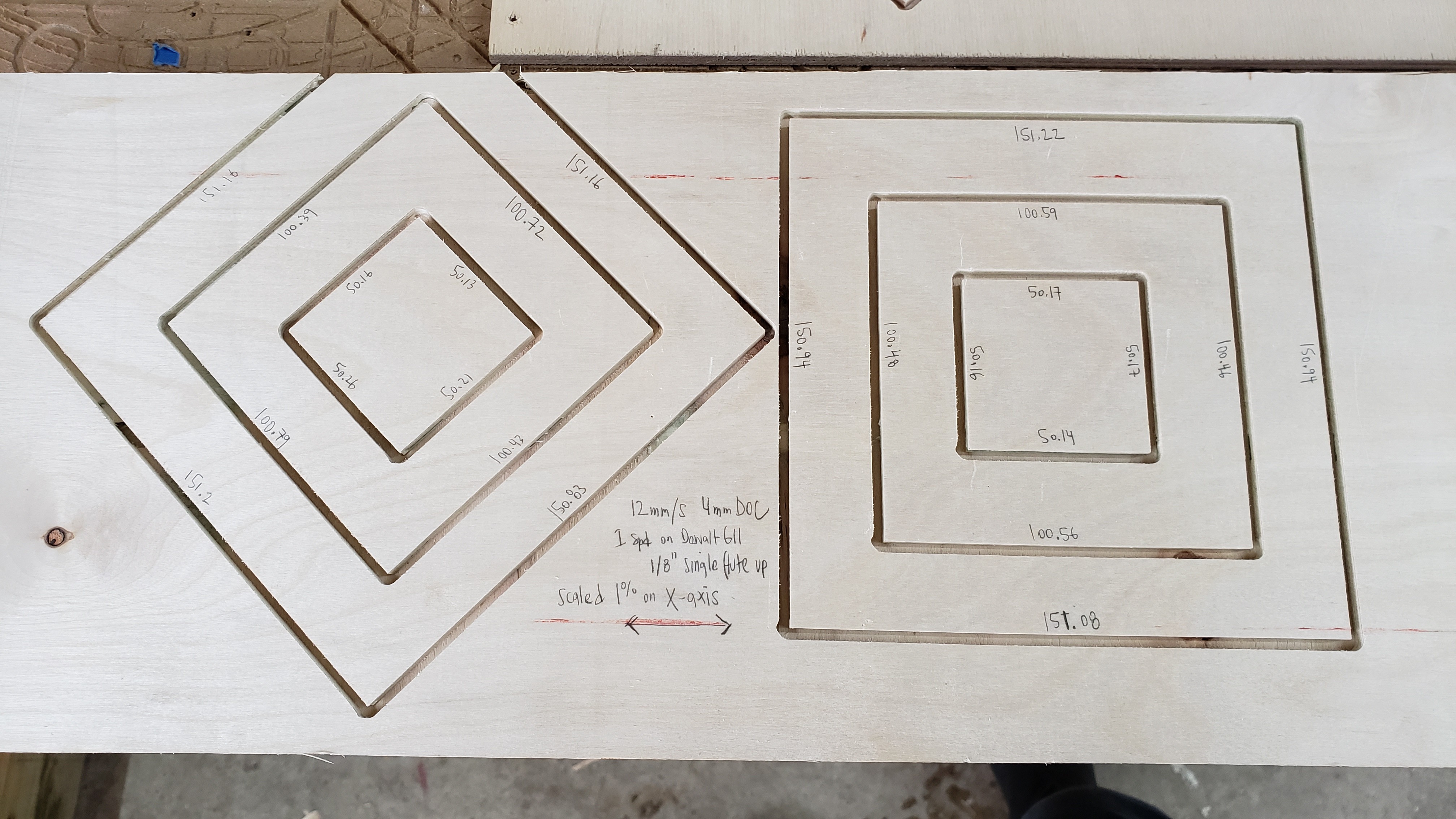
Thank you for posting those. My goal is to get to .1mm .5mm is almost 0.020" Which for wood is not bad for sure. I am also looking to work with acrylic, bakelite and others. When I move to using a laser, I need to get down significantly towards 0.1mm or 5 thou. For me with wood max feed rate is less important I with a fully used 4x8 sheet, fully nested, time isn’t as critical as accuracy and not having tool wander due to tolerances in the motion mechanics. I am impressed with the LR design. I am just looking for it to be repeatable pass after pass, hour after hour.
Ryan has indicated that his intent was to get to 0.5mm accuracy and getting better than this is really a bonus.
I never had a full sheet setup but did start with a 6.5’x4’ table before reducing to my current one. I cut a few big pieces and never had issues cutting 3/4" plywood. As mentioned the cleanup finishing pass does wonders and there’s lots of magic in the cam setup.
There have been lots of discussion on this and it is important to understand the limitations of the design like you are trying to do. At the end of the day you have to build your machine and test your machine to really have any certainty though as all of our setups are slightly different. This is also a very fine resolution you are striving for.
Lasers have zero load, so they will be very accurate.
1 Like
Thanks. my concern largely focuses on repeatability and accuracy as it pertains to multiple passes. If you lose +/- .5mm per pass that is a big deal, because on thick material where multiple passes are required, say with only 4 passes, if it loses .5mm a pass that is a 2mm difference from start to finish, not to mention that the subsequent passes would have more and more tool engagement on the workpiece. so instead of say a 2-4mm depth of cut it would become additive to be as much as 8mm depth all down the side instead of staying true to the Original DC. That is what I am concerned about because if the losses become additive, the feed rate now moves out of acceptable to being too fast for the amount of material now removed per pass.
Well they don’t have tool load, but they have weight as well as a focus assemby so I do think that overall system tolerances need to be understood. Atleast for me so I don’t go down a rabbit hole that can’t lead to wonderland.
The load is a problem because it flexes the tool out of position, not because it pushes the assembly or of position.
I see now, I think this would be more about creep off-line that you are describing for the repeabiltiy.
I’ve not seen this creep off the line for repeatability once the machines are setup and running right. The accuracy I’m talking about is getting exact dimensions parts.
1 Like
Some people put rails for the wheels to follow, so the wheels can’t wander in the x dimension. Others find they are not necessary. Assuming (one way or another) the wheels don’t wander, the timing belts don’t allow slipping. Repeatability between two passes is just as good as a hundred passes and should easily be less than 0.1mm.
Repeatability failures between passes are generally catastrophic failures like stepper drivers overheating (temporarily shutting down motors) or severely overloading the tool and skipping steps, or clamps not holding the workpiece well enough and the workpiece slipping.
To get this repeatability you have to keep the steppers energized, but with dual endstops you should be able to get the same level of repeatability from one day to the next even when the steppers are not energized the whole time.
Brent, I too want accurate parts. Creep would also effect the accuracy of the parts. I am just trying to gauge my expectation.