For the record, I don’t think the offsets are strictly necessary to make the plug smaller than the pocket. I was cutting the pocket with no offset and a depth of 3mm, and for the plug I cut with an initial depth of 3, and a cut depth of 1, with no offset. This made the plug a total of 4mm tall, and the drawing plane was near the bottom of the plug. The top surface of the plug is ‘naturally’ smaller according to the taper of the bit, but it’s the proper size when inverted.
I think the offset can still be useful to accommodate the imperfections in the cutting bit, but I don’t think it’s required (or desirable) for projecting what the shrunken top surface of the plug should look like. For very fine details, the plug might not touch the top surface at all, so a negative radial offset would make it disappear, but cutting the original artwork with a starting depth will produce a short peak. I feel like there are other areas where it might not be equivalent (radial offset vs. depth offset) but I get too confused trying to work it out in my head.
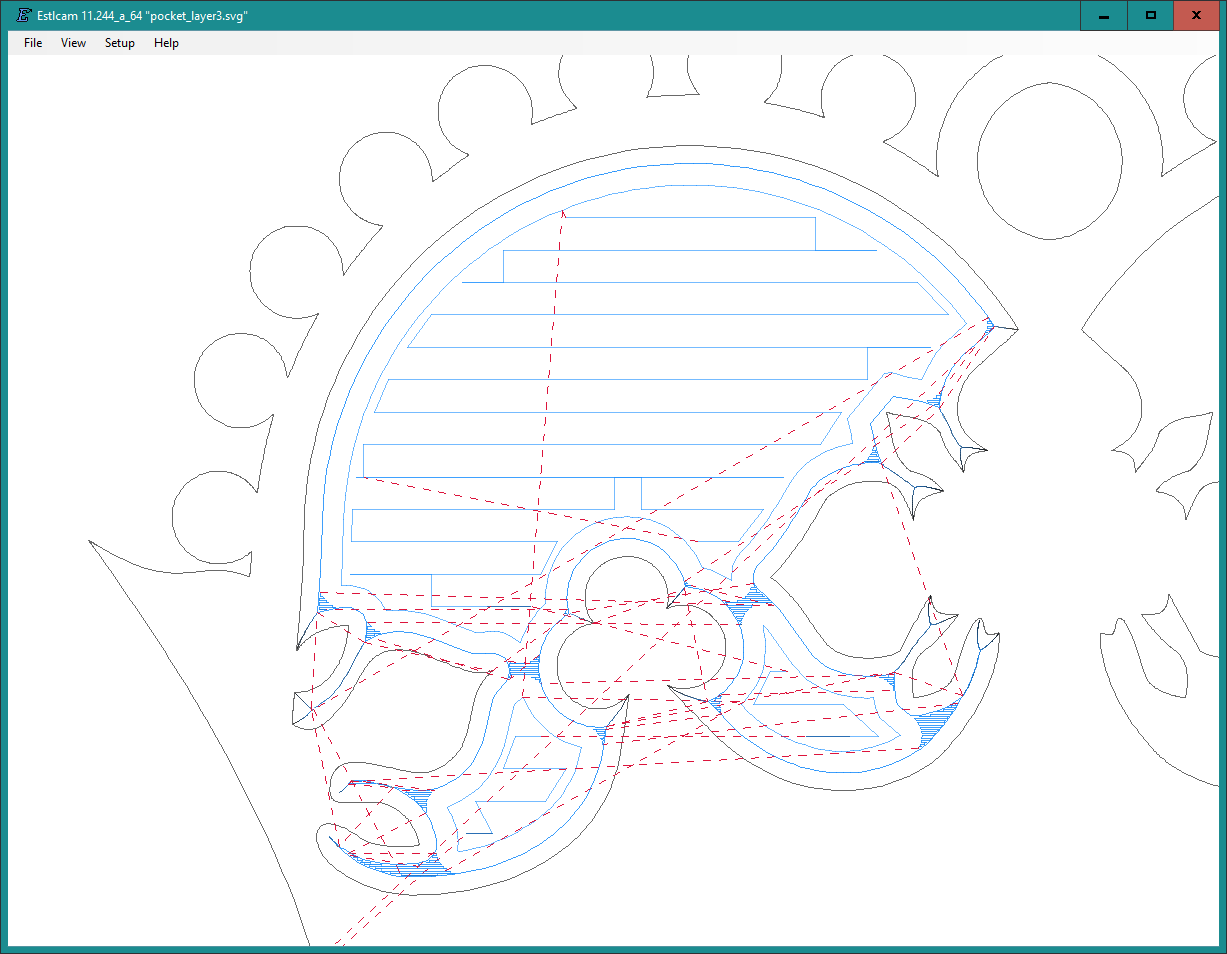
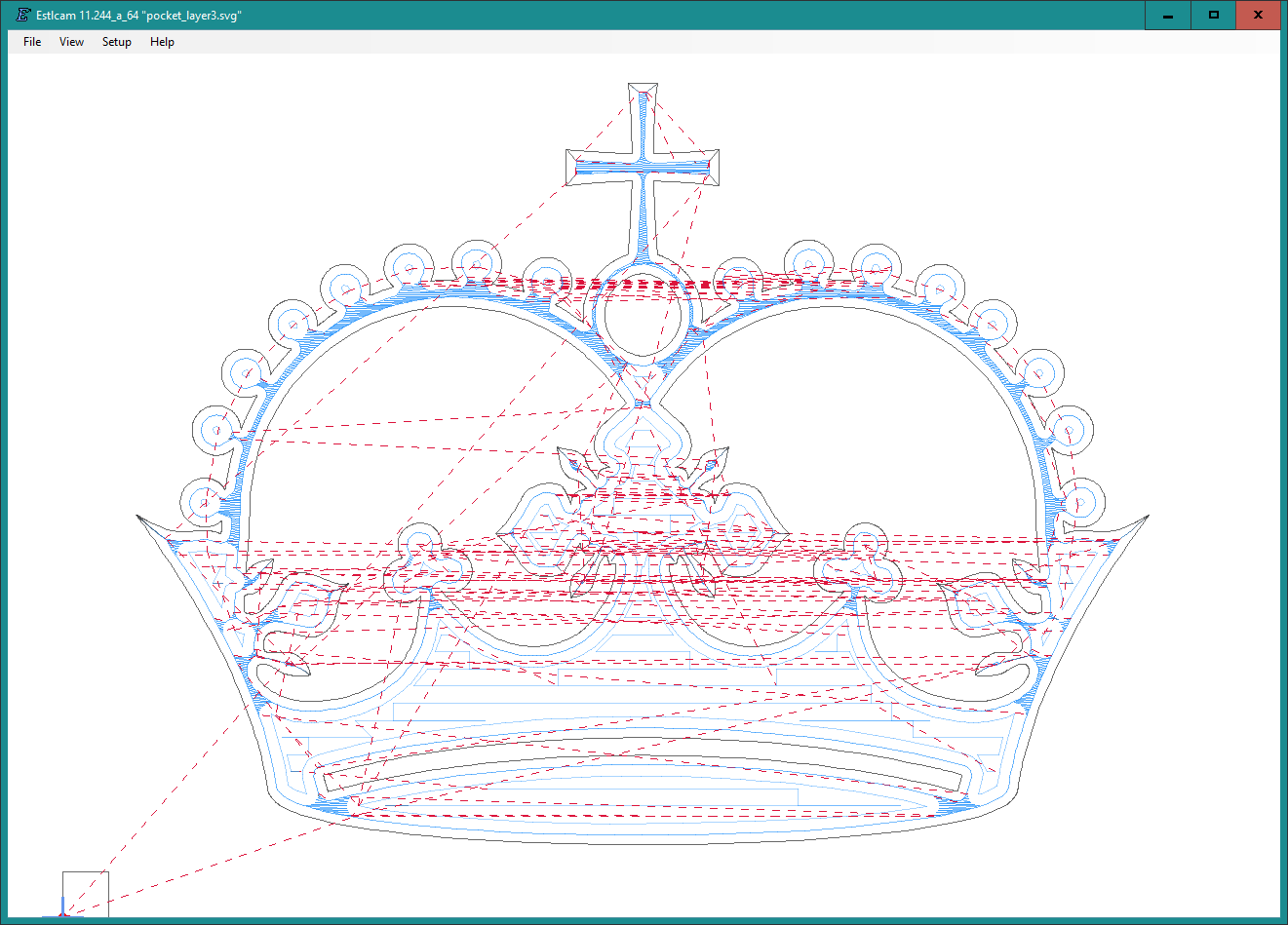
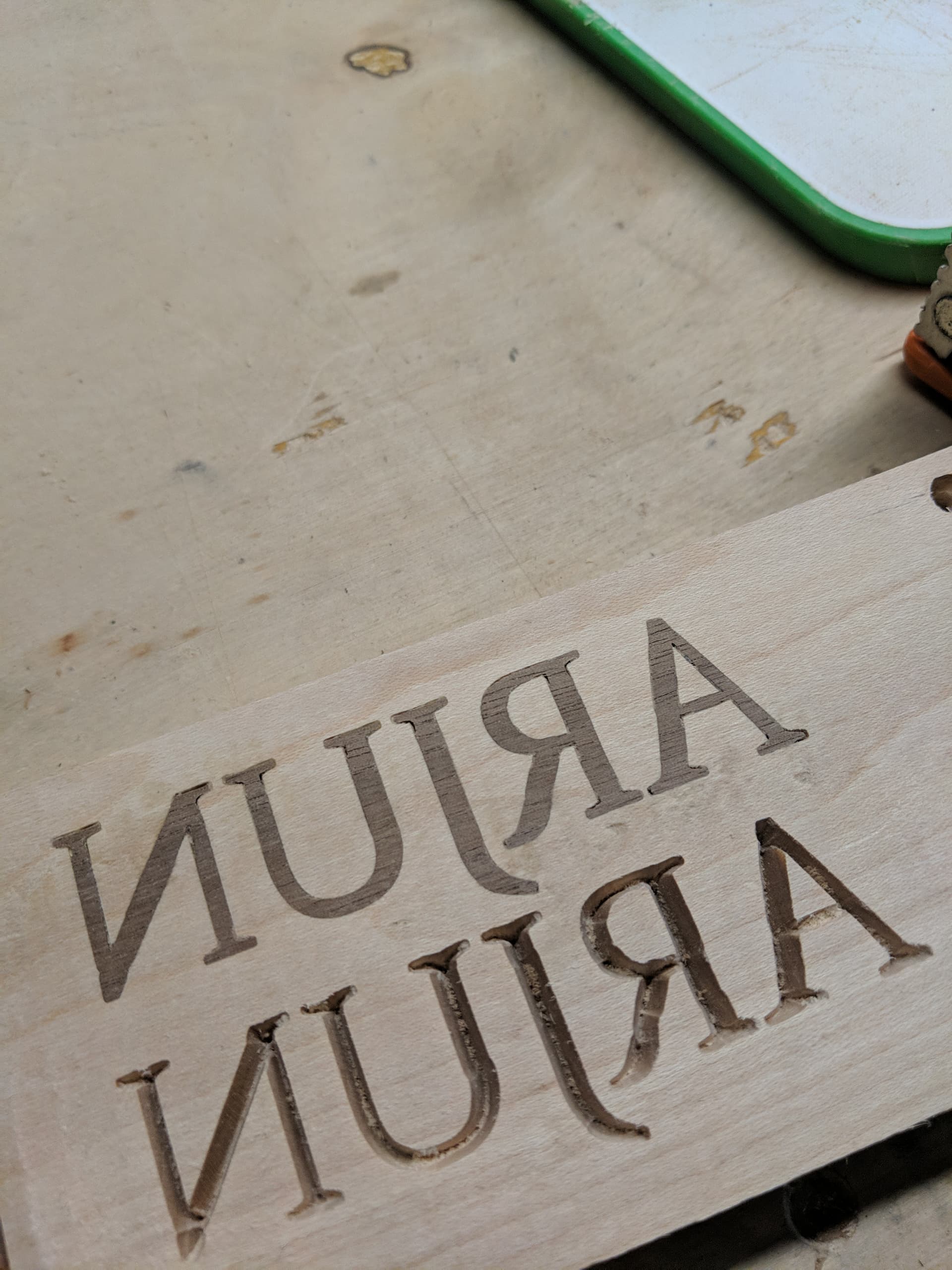
For the second crown I used a positive offset to leave 0.4 mm of stock, and I cut with a relatively fast feedrate of 800 mm/min. Then I had a finishing pass with zero offset at 200 mm/min to produce the final shape. For the roughing cut I used a very large maximum width, so it would pocket all the necessary areas, and for the finishing pass I used a width that is just enough to get one full-depth pass around the perimeter. I used the same strategy for both the pocket and the plug, and the plug I had a starting depth which is what made the plug ‘smaller’.
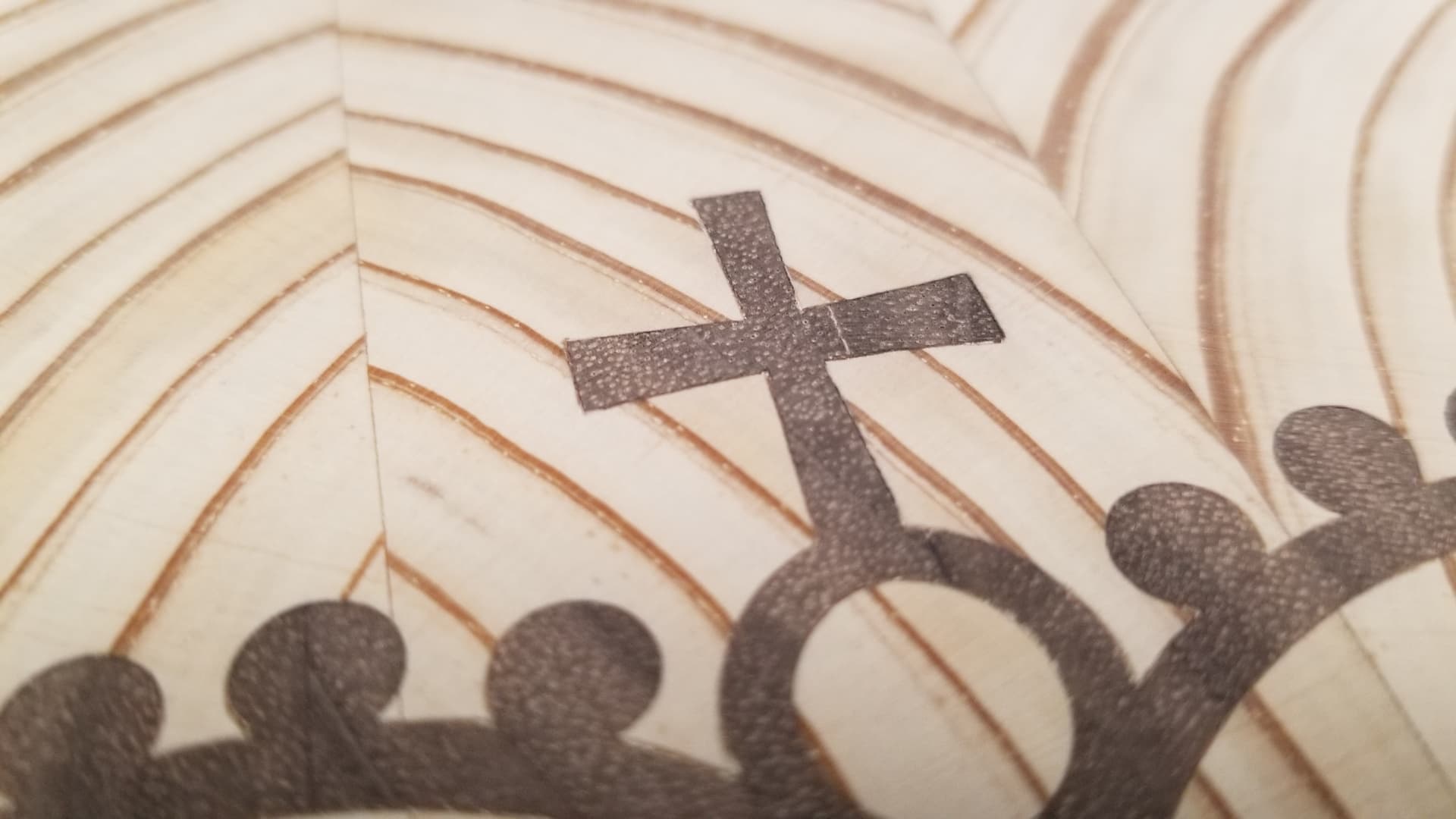
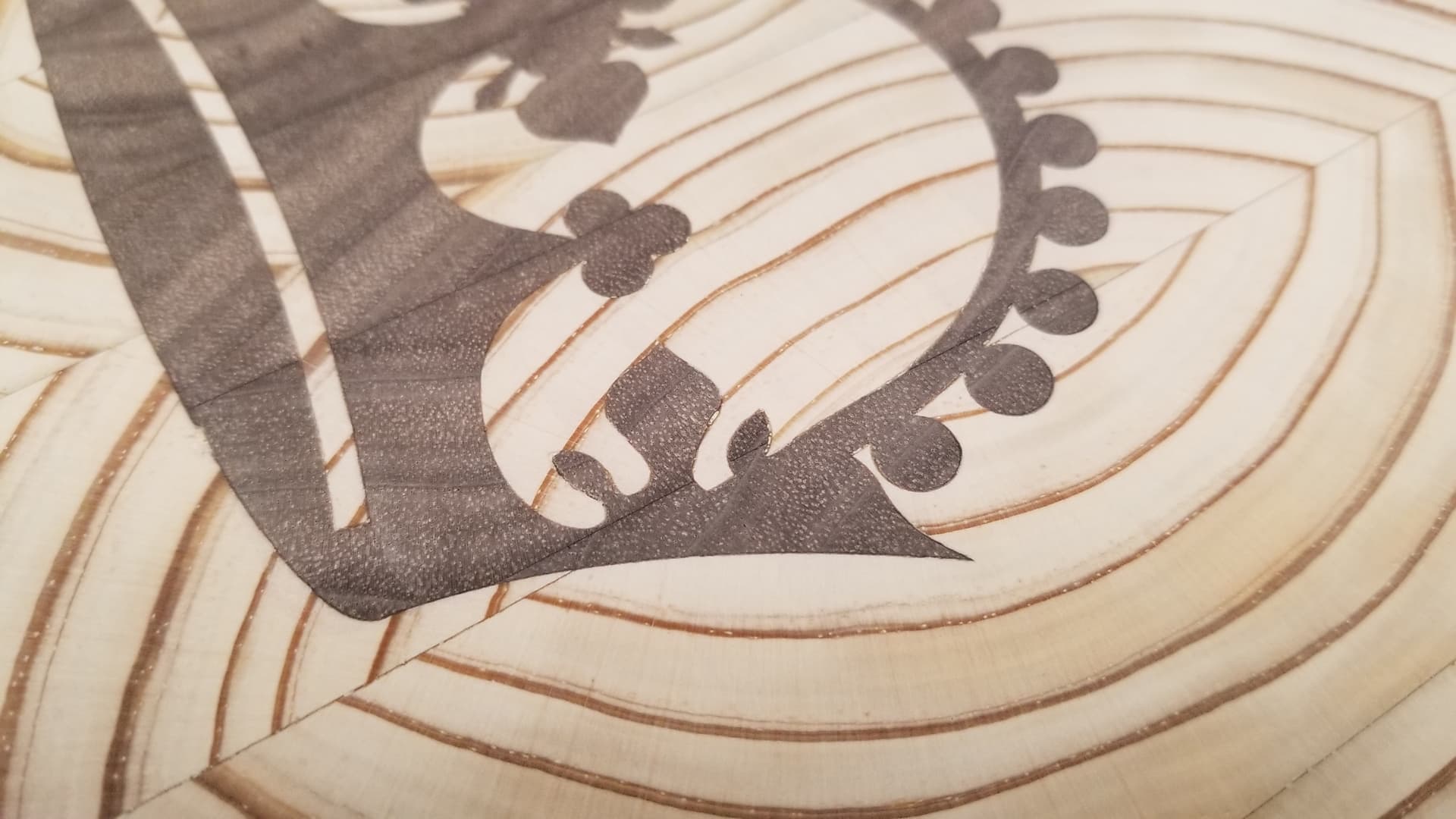
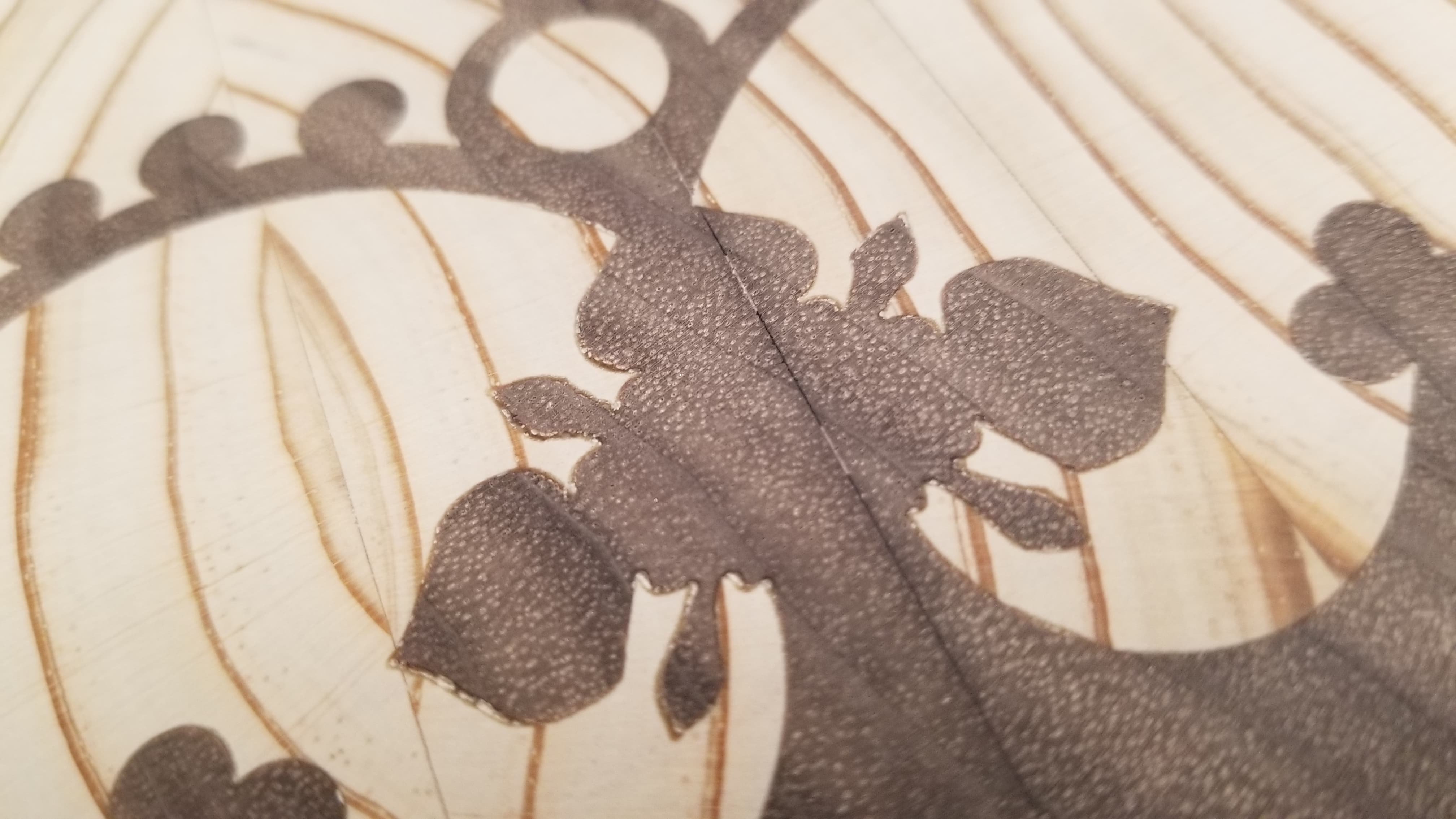
The resulting error is shown here, which I am blaming on the nonzero (effective) tip size which could be runout or something.
(The plug was actually in two halves that were butted together but not glued, which turned out to be very helpful.)
Sanding the plug is how I got it shortened to fit properly.
Edit: ok, it looks like the finishing allowance does not simply offset the curve radially. I’m not sure what it does exactly, but it might be okay as an alternative to the starting depth. I’m not sure.
Edit 2: it looks like the finishing allowance offsets vertically and not radially, but it does not affect the pocketing (for positive or negative values of allowance), so it can’t be used as an alternative to starting depth. I feel like there might be bugs where the behavior is a bit strange compared to what might be expected, but those probably belong in another thread.