Hi all,
I just got down to finally getting my MPCNC to work after changing the A4988s and DRV8825s to TB6560s as the former (Chinese clones) were far too unreliable…
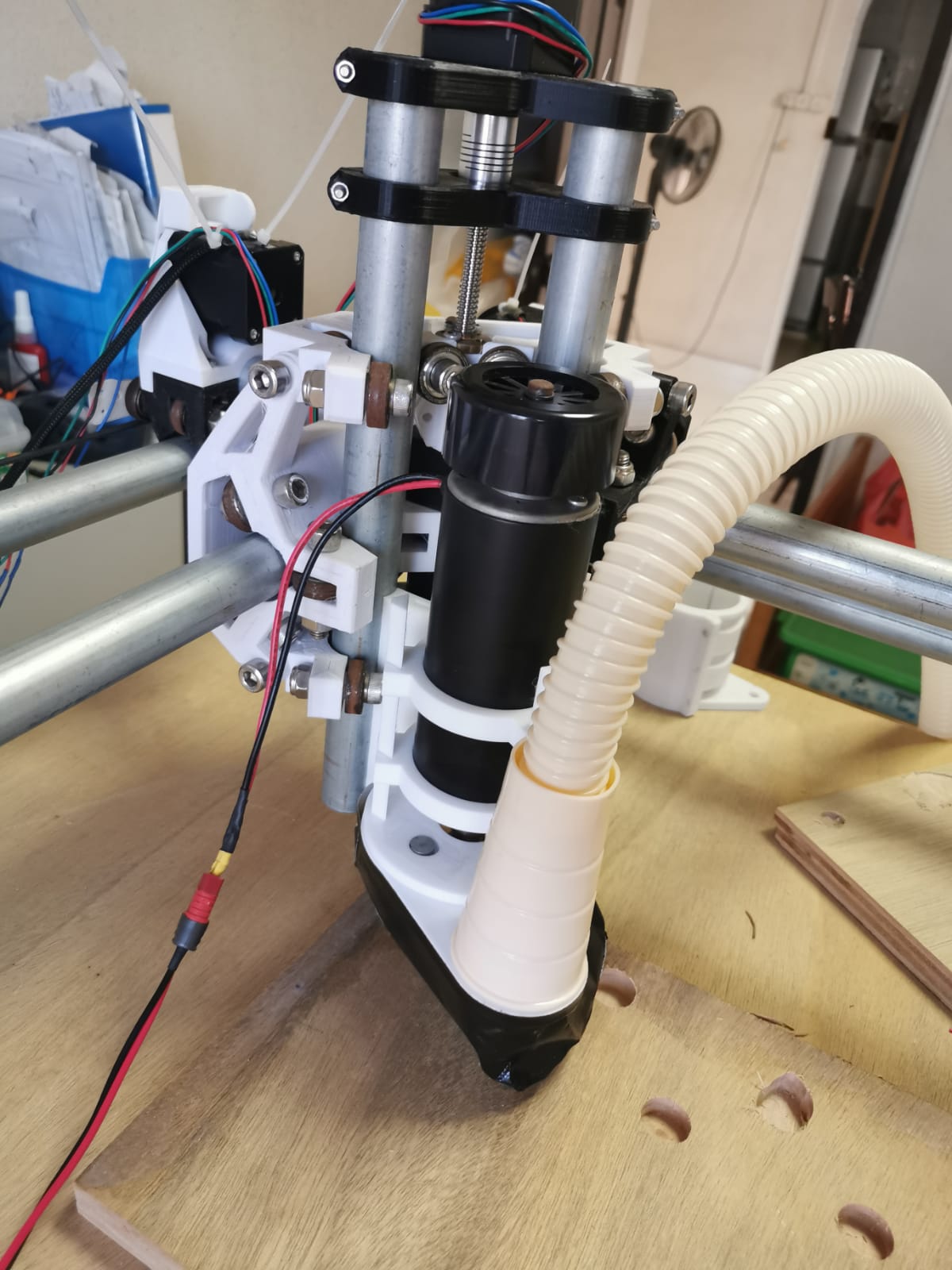
Now it’s the spindles turn to be troubleshooted. I’m using a 500W Chinese spindle link here: https://a.aliexpress.com/_sOy648
I am using a 6mm diameter 22mm long one flute spiral cutter I picked up on aliexpress partially because I had really no idea what to get XD! (https://www.aliexpress.com/item/32813543134.html?spm=a2g0s.9042311.0.0.27424c4dlIx6Jo)
The first mill was a simple design that featured 2D pockets CAMed in Fusion360. I was intending to mill out holes in my wasteboard to accommodate workpiece side clamps designed by Marius Hornberger (https://www.youtube.com/watch?v=O-rqf4uSXRE&feature=emb_title).
However, what I noticed apart from the fact that the holes didn’t really seem to be the correct dimensions (that is a topic for another time) was that the spindle was getting really hot. My cutting feedrate was 500mm/min (as I didn’t really have a clue) and since the spindle speed is adjusted by a pot I adjusted the spindle RPM by ear. Initially, I thought that the heat was due to the spindle being “overworked” as it couldn’t evacuate material as fast as the feedrate was pushing it into material. However even at the highest RPM and putting a 3mm multiple depth of cut, the spindle was still overheating.
Attached are screenshots of the settings together with pictures and a video of the CNC at work.
Should I continue to reduce the cutting feedrate or is the choice of bit wrong?
Thanks in advance for any advice! Would really appreciate anything that may point me in the right direction!
Cheers,
RCPilot1604


Video at: https://flic.kr/p/2io7g32