I have MPCNC with recent up grade to the new Jackpot board, using Rambo 1.4 previously.
Have dual end stops running fine. I want to be able to probe Z like I did with the Rambo and LCD.
I found the code to add at the start of the program and for tool change on the milling basics page. However, I have divided up my different tools into separate files. I would finish, then change tools and probe Z to reset to 0. I know now that using the Z home button on the WEBUI controls causes the the Z to rise.
I am not gifted with the programing side of things. It really is a foriegn language to me.
If I was going to program a macro button for Z probe, I understand I have to write a file with that command, but I do not understand how to upload or save it. Also, I looked at the Fluid NC settings to set the Z probe thickness, but none of the settings are obvious to me which one.
One of the settiung is /axes/z/homing/positive_direction and it is set to true, will changing it to false cause the Z to lower when using the Z home button?
Please pardon my ignorace. I do apprecaite all of you who understand this and are willing to help the rest of us.
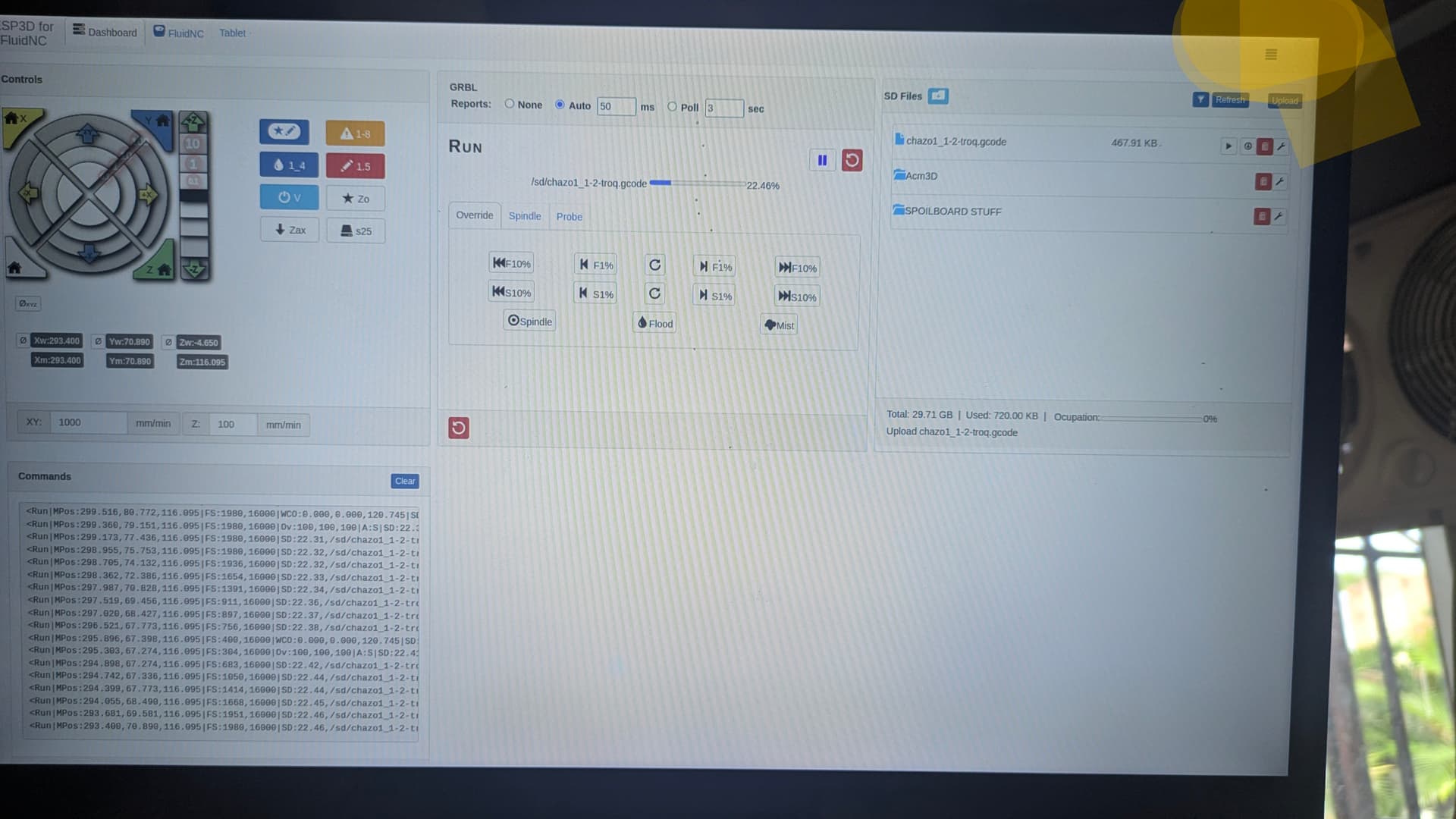
I enabled the probe tab. Conducted a test, worked fine except it did not retract, got to the touch plate and stopped. I set the retract at 5.0 mm. I also got a green check mark that the probe touched.
How do I address not retracting after touching? And shouldn’t it reset the Z height to probe thickness and any retract height? It did not.
It should look like this
G38.2 Z-20 F100 P0.5 (G38.2 probe and error if no contact-Z probe down Z 20mm- F feedrate 100 mm/min- P probe thickness 0.5mm)
But I would like to add that I too had a problem with the fluid dial probing menu adding 1-2 mm in the positive direction for Z0. I still haven’t dug into it in the code, but by running a probe.gcode macro I wrote, and an able to control the commands used, I haven’t had that problem anymore. probe.gcode (282 Bytes)
On the subject of Z homing, the only way I’m aware of that you can home Z is if you have a limit switch installed. So “homing in positive direction” is moot because if you don’t have a Z limit switch, you can’t home Z. Zeroing Z is more common it seems.