I checked the machine and z steps are 400ms in firmware.
Nema 17 motors with a step angle of 1.8 deg.
These (electrical specs half way down page): Amazon.com
T8 lead screw.
Yet when I move 20 with the terminal for instance on the Z I only get 10mm of movement. X and Y are fine. All 5 motors are the same. So if degrees were the issue (which i suspect) my question is why wouldn’t it show on all 3 axis. It only shows itself on the Z
NEMA 17 motors have 200 steps per mm. Ryan says buy NEMA 17 and used to have a link to Amazon for them. so why the 400 steps per mm in the default firmware.
This below is kinda irrelevant now that I know there is a problem somewhere with the steps, the screw, steppers, or something else. Don’t think it is the steppers b/c the X Y move the proper dimensions.
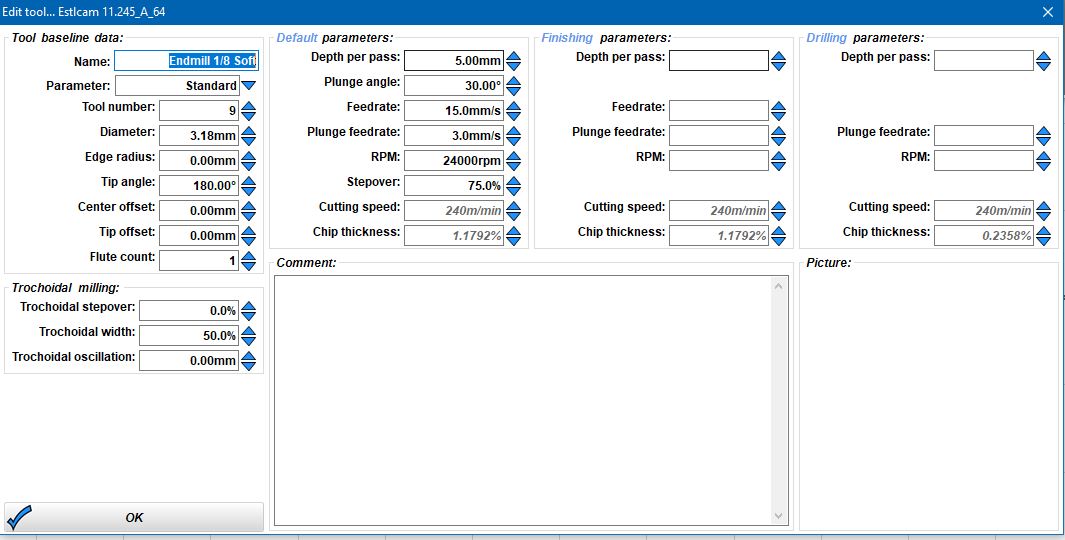
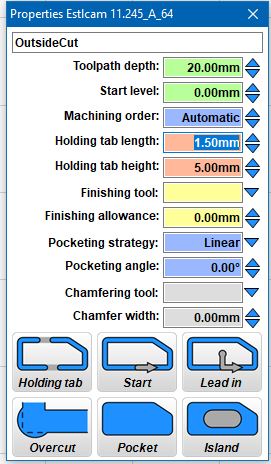
Below are my endmill settings. I step at 5mm down. I set my part depth to 20mm. This generates 4 passes in preview. Cool that’s what I expect.
However, each pass is 2.5mm, not 5mm. So total depth became 10mm. Looking at the gcode the final depth is: G00 Z-20.0000 F480 …so one would think that is 20mm. Nope. I had to set tool path depth to 43 to get it to cut through a 20mm board.
Any idea why? Carving worked fine as far as depth. It is something with Part.
If I use MOVE on the TFT it moves what I believe to be the correct distances. I will have to check but I am near positive it does.
Sounds like you may have a 2Start step leadscrew instead of a 4Start. Looking at the end of the lead screw you can count the Starts or you can use a maker and marking one thread for 1 revolution you can check.
ok well I got two t8s and one is a 4 lead and one is 2 lead. I cut one in half to make a lead for each side and it seems like I happen to choose the two lead one unknowingly. that sucks cuz all the stuff I programmed that’s working well is now going to be double the depth and I have a lot of customization into some of the g code. I honestly was hoping that I could change this in the software and set the steps per revolution so that it could account for this.
You can change the steps per mm. Now that you know what the discrepancy is, you can confidently change it.
M92 Z800
That will set the steps per mm on Z to 800. M500 will save those changes.
The caveat is that your motor will be going at twice the rpms. Steppers lose max torque when moving faster, so theoretically, you should also reduce the max Z speed to half. But in practice, the top speed defaults in the firmware are pretty conservative. So you might be ok with leaving it. Have it do some max speed “push ups” to make sure you are getting reliable movements at top speed. Or just drop the max speed by 2x to be careful.
Well, customising gcode isn’t common. Not sure what customizations you made, but that is why it is preferable to make any changes in the CAM software. Then remaking the files is easy.
But, since you already went down that road, you could change the z steps per mm at the top of those custom files. M92 Z400 if you keep the 2 starts or M92 Z200 if you swap to 4 atarts. In this case, I would not do M500, because you want it to reset when you cycle power
You are not the first to get caught by that N-start issue. Amazon makes it hard to link to an exact product and it is very easy to overlook when they all have similar names. They are all T8 2mm pitch. Then the next number is 8,4, or 2 for how far it goes in one rotation.
Jeff’s solution will work perfectly, cost you nothing, and be done from the screen itself. You can use the terminal or the built in step settings.
As for the links, Amazon will change links if anything is out of stock to something “similar”, then switch it back if they are back in stock. If you want the exact part everytime, buy from me directly.
I have been here for 3 years now and I have never seen someone being arrogant, telling me to read the thread and then tell me I didn’t solve anything when I pinpointed both problems.
That is all unnecessary and unusual. We are all here because we want to be and we are all helping each other. If things don’t meet your expectations, just keep it to yourself.
There are hundreds of posts a week. I skim everything, but I don’t read them all and I can’t remember details all the time.
Just give people the benefit of the doubt and assume they have the best intentions. We are all here for the right reasons.
There have been very few posts that have been moderated or deleted. But being mean to each other is certainly not acceptable.