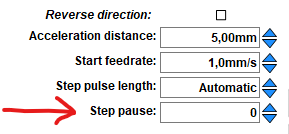
See, that’s interesting and good to know because now my delay is 0. Pulse length has also never been touched by me, the tooltip says below 5 or above 20. Yours seems to be 4. Really great to know. I am hoping to eliminate the mistake with this. Thanks for confirming!
2 Likes
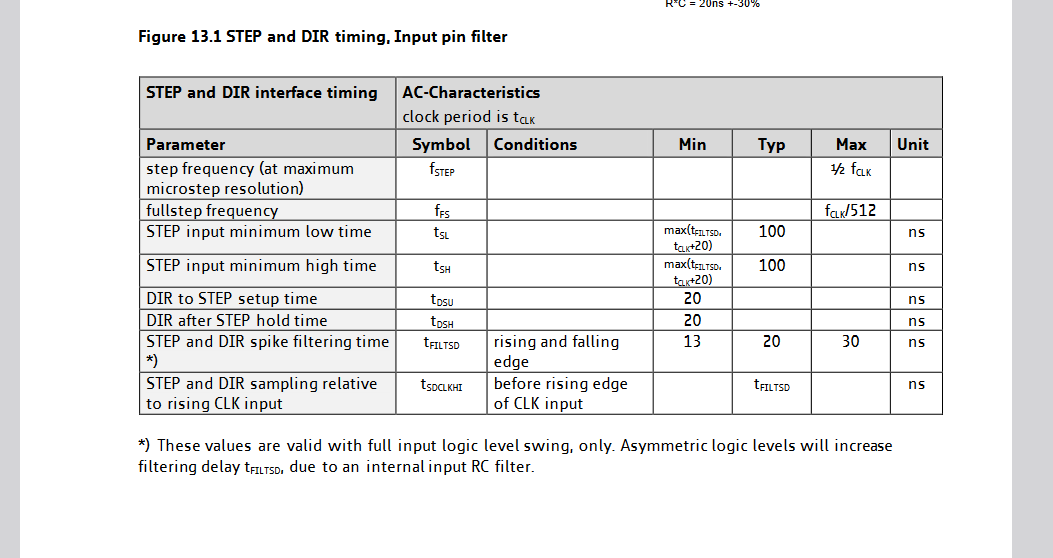
Well a quick look through the 2209 spec I see a minimum of 0.1us, so the 1us seems conservative but I think that 0 setting you have there is hopefully the issue.
Odd that none of the other eslt firmware users have never mentioned an issue, wonder how many we lost to thinking it was the machine’s fault.
Thank you for digging deeper!!!
1 Like
I guess none because if you don’t do inlays or tiny carves where every 0.1mm counts, you won’t notice at all. Will try in a few hours when the wife is asleep. ![]() Also, I have the TB6600 you don’t like.
Also, I have the TB6600 you don’t like. ![]()
You should check the data sheet for timing specs.
1 Like
Ladies and Gentlemen, we have a winner. It is me! I felt naughty and set all my inertia values down to 90%, upped the speed of Z to 1000mm/min again and changed the Stepper Pulse Pause to 1. And lo and behold, it works!! I forgot my mobile in the house, so no pictures, but no dropping at all. This has been plaguing me for ages (I had it from the very beginning, I had a post about it when trying to cut @Jonathjon plague with the gun thingy), and now it seems to be gone (hopefully). It was an eight minutes carve that had failed five times before, so I am feeling pretty optimistic. Time will tell if this was justified. ![]()
5 Likes
Klipper doc and defaults…
https://www.klipper3d.org/Config_Reference.html?h=display#stepper
#step_pulse_duration:
# The minimum time between the step pulse signal edge and the
# following "unstep" signal edge. This is also used to set the
# minimum time between a step pulse and a direction change signal.
# The default is 0.000000100 (100ns) for TMC steppers that are
# configured in UART or SPI mode, and the default is 0.000002 (which
# is 2us) for all other steppers.
3 Likes
Thanks, this info might help someone with those stepper drivers as well. The pulse duration is different from the pulse pause though, at least in Estlcam and FluidCNC (the config you posted is callled “step_pulse_duration”).
Thank you guys for sticking with me and all the good ideas!
2 Likes

That’s awesome! So glad you stuck with it and got to the bottom of it!
1 Like
That is good info. The specs say 100ns, and the fluid wiki says for the jackpot the smaller the better…so maybe instead of the 1000 it is set at we should switch to 200. That gives us a safety factor and a significant decrease in wait time.
3 Likes
For clarification, is this issue specific to the new Jackpot boards, or does it also apply to the SKR Pro?
This is for EstlCam firmware that very few people use. Not the estlcam CAM software.
3 Likes
Is it this one?
1 Like
Yes, it does say that most stepper drivers don’t need it, but I think Christian is thinking Leadshine 80€ drivers and not 2209s or TB6600s for a few bucks. ![]()
1 Like
I have not had the issue yet but I doubt if I would see that in 7,5cm styrofoam ![]()
1 Like
4 Likes
We can only have whole numbers but I tested this in FluidNC today on the jackpot and 1 seems to work just fine. So 1000 is a lot smaller than 4000 but still considerably larger than 100. I think that means we might have a slightly faster raster laser burn now? I need to test that before I change the public configs.
4 Likes