I’ve been using the LR3 for a couple of months now with few problems (other than user errors). However, now when I go to carve something (letters/words) the z height is about 1mm away from the surface when milling. I have verified that it’s not an estlcam problem as some of the files that I have been attempting were previously cut fine (last week). I made NO changes to the estlcam files and no changes to the jackpot/fluidNC (that I’m aware of). X and Y function fine and Z functions fine as well except for the initial starting height. I currently use a touch probe and that has not changed either and have verified that it still matches the script that Ryan provided in milling basics.
I can get some screenshots of fluidNC when I get home tonight but wanted to get everyones thoughts now.
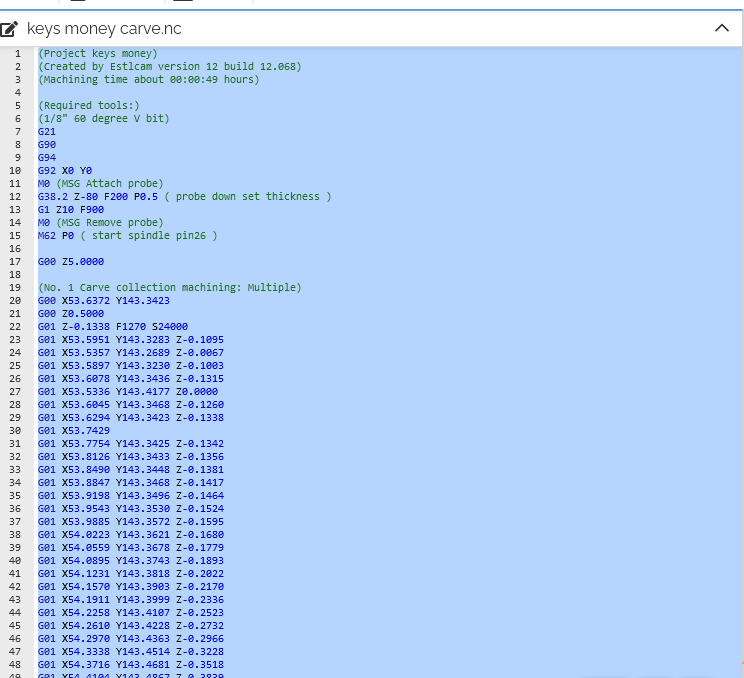
Here is the starting gcode of a file that worked last week. Same file and it hovers approx 1mm above surface. I was able to pull this file out of the cloud as still not at home to get other information that might be needed
If you do a manual probe at the place where the cutting actually starts (you can see the offset in the fluidnc console), are you getting the same offset as the probe that’s being done at 0,0?
If, say, your right side z-axis is off relative to the left the whole lowrider might be at a slight angle and lifted up where the cutting actually happens. If it’s not a physical issue you can compensate by adjusting the relative backoff homing offsets in the fluidnc config.
If it’s a physical issue (sag in the PLA support on one side, I melted mine in direct sunlight and had to reprint) that should be clear enough.
I haven’t tried to probe manually as of yet and will try that tonight. I did try to change the probe offset once from .5 to 1.5 and that seemed to get me to the approx distance (currently using the tiny touchplate that has a thickness of .5). However, I would like to figure out why that is happening. I have verified its not a physical issue.
I finally figured out the z height problem. I first ran some test cuts to determine the exact difference of the offset and that was .5mm. Fluidnc touch probe height was originally set to 1mm. I attempted to change to .5mm but it wouldn’t let me. I eventually set it to 2mm and that was not successful either.
At my wits end, I updated the firmware and still had the problem. Again, I changed the touch probe height in Fluidnc and that fixed the problem. Not sure why this worked but it was definitely a Fluidnc problem
There are two ways to save if you are using the WEBUI instead of the config file. The bottom of the setting page typically dos not survive a reboot, the save button I include with our configs hard saves it.
P.S. The file you showed me says 0.5 and that should have worked the offset from the WEBUI should not have made any difference.