When I run this file, I lose a bunch of steps. I looked at the gcode and the z never goes more than -1mm, but as you can see, the step loss is well over that. Pictured are the 0 before, and after running about 1/2 of the file doing a air cut.
Looking at previous posts:
I attempted to edit the stepping pulse to 1, but received ‘[MSG:WARN:: Increasing stepping/pulse_us to the IS2 minimum value 4]’ in return. This has seemed to be the best answer previously, but it appears the option to lower the stepper pulse below 4 is locked.
RF noise shouldn’t be an issue as the z cable runs with the router cord, but the router is unplugged for air cuts.
The axis is not binding, the rods and nuts are new (alternate edition with adjusted steps and speeds because I forget and crash my bits when I turn it off all of the time).
The z moves up and down without a problem I can not turn the rods when powered. Everything is lubed and sounds like a sleeping baby.
TLDR- If you are experiencing these same issues, try cutting Z acceleration and max rate a time or two and see it that clears it up.
Looking at your g-code, I spot one potential problem. It would be a problem with Marlin, but I’m unclear of how rapids work with other control boards. It looks like your rapid movement up (G0 g-code commands) are occurring at the same speed as your cutting movements (i.e. F500). Depending on your setup, this can be too fast for the steppers to lift the router. The faster the router movement, the less torque the steppers have. The first place I see this issue is line 116, but there is more than 100 instances of fast Z movement in this script.
There are lots of reasons for lost Z steps. Here are a few of the more common ones:
Loose grub screws on the connectors between the steppers and the lead screws
That makes sense. I did a different test and don’t get this issue running ESTLcam though it only did 1/3 of the z travel movements. It might be because of a post processing difference between marlin and fluid. I’ll look into it with an eye to what you saw and report back.
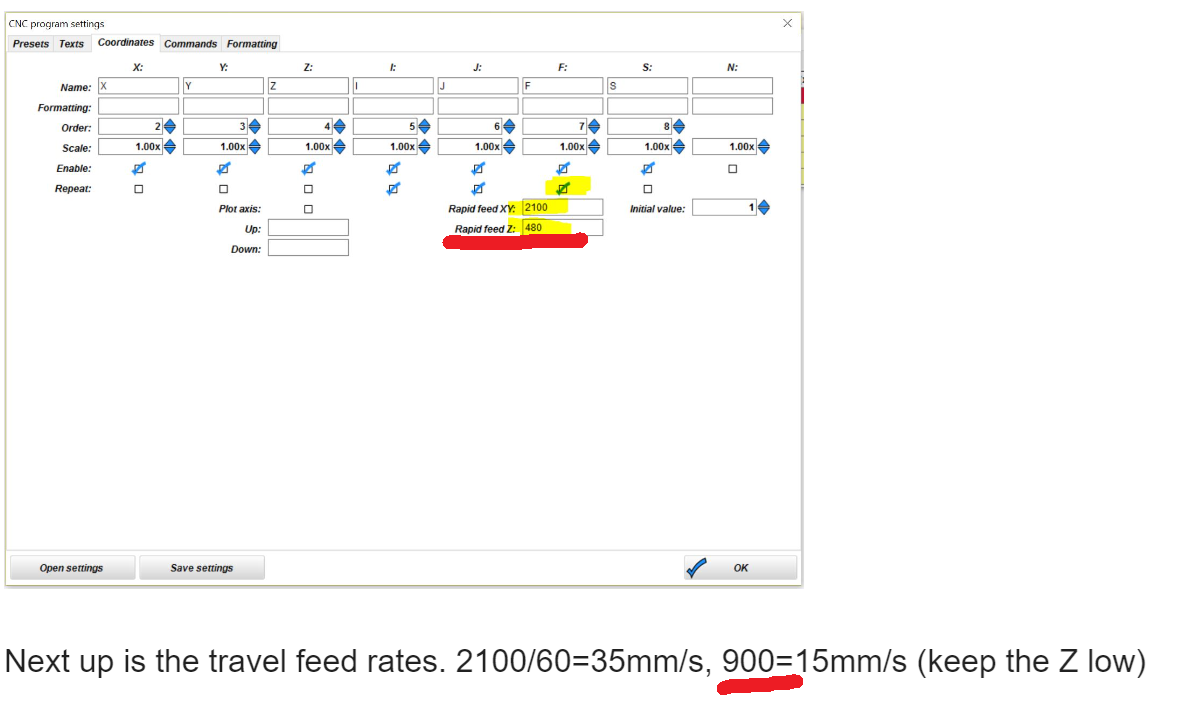
@Anyone… Umm, doc has mismatch for recommended Z feedrate https://docs.v1e.com/software/estlcam-basics, screen cap of EstlCam has 480, but text says 900 ? What’s recommended? Am using 480mm/s travel/rapid speeds until someone chimes in, in a convincingly authoritative way.
@soup, Great idea to do aircuts with the router turned off to rule out EMF as a cause.
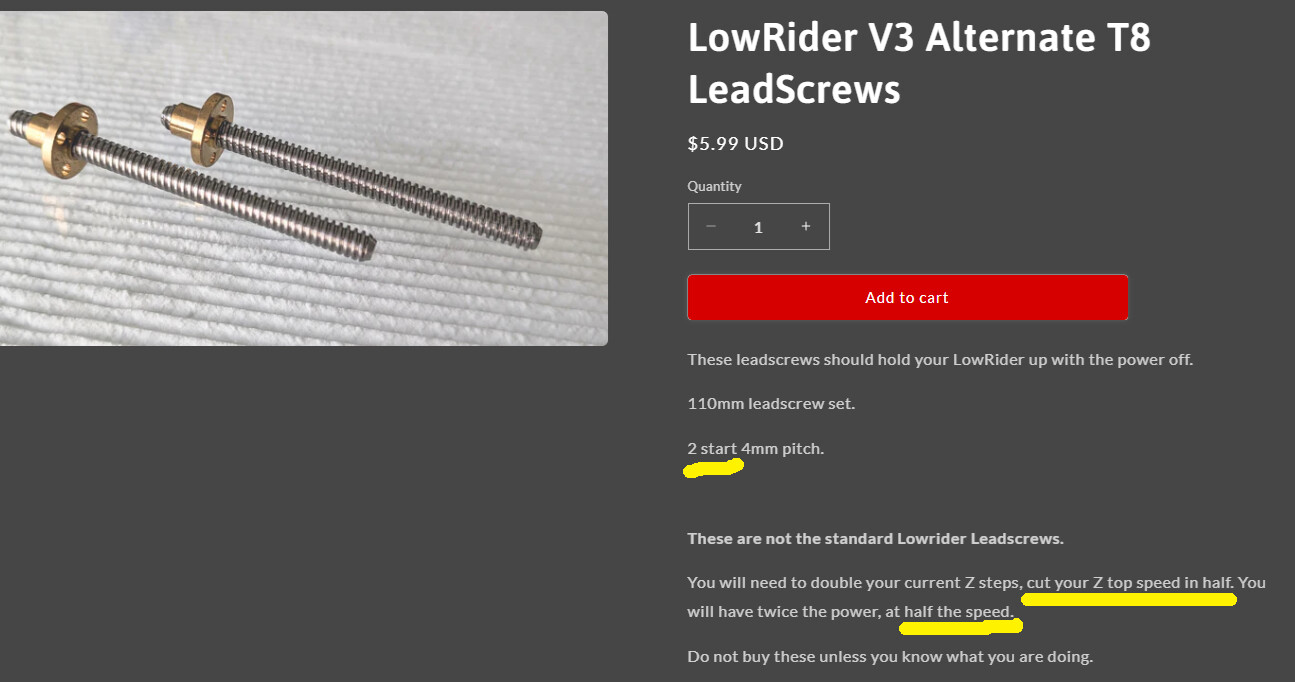
@soup, you mentioned “alternate edition”, the default stock Lowrider 3 build uses 4 start lead screws, are you using these, or something else? If you’re using something like 2 start lead screw then rapid and feed rate speeds need to be halved.
Am encountering Z-drop for a new LowRider build too, am using regular 4 start lead screw. I’ll be going through Robert’s troubleshooting list too, and, slowing down rapid/feedrates, using a sharpie to mark where the leadscrew and couple meet to help visually detect if/when there’s slippage, etc…
The alternate edition lead screws are these. They hold the z-axis in place when you turn the machine off. Without them you can go faster, but you need to remember to remove your bit or put some sort of spacer under the z-axis or gravity will drop the axis on your bit when you turn the machine off. I am seemingly incapable of remembering to support the axis before turning it off.
Yeah, same here, I don’t like how my LR3 drops when unpowered either. The gantry will drop when you reset too, or emergency stop, which is a bit annoying because that behavior can contribute to making a bad situation worse.
What rapid and feedrates are you using? Hopefully half of whatever the docs recommend?
I’m using V-carve for this particular project and have not figured out where that setting is yet. Last night I edited the gcode to make the G0 feedrate 25 on Z moves, same as the G1. I’m going to run it today and see what the outcome is.
And yes, the feeds are cut in half in Fluid as directed. I might drop them more if the test does not work, but this exact issue was happening with the 4 start rods as well. That was one of the other reasons I wanted to change them out. They were also not looking true, so upgrade all around for me.
I got back to this today after the weekend. I opted to redo the DXF a bit so I could cut in ESTLCam. Once it gave me gcode, I replaced all G00 Z moves with G001 and set the feed to 25. I ran an airtest at twice the speed so it wouldn’t take as forever, so the effective feed rate for z moves was 50. Results were not good. Still a sizeable drop in Z height after the cut.
I went back and cut my Z max rate and acceleration in half again in Fluid (300 & 40, respectively) and the last aircut came back to the original Z0. I’ll run the file tomorrow with foam or wood but this looks promising so far.
I did a couple of things. I ran another aircut with code from v-carve instead of ESTLcam to see if it would return to 0 properly, and it did. This appears to have needed a firmware tweek, not a software tweek. I then ran that code in foam and it is a brilliant success.
Some time I’ll bother to find max speeds that work on my machine, but I’ll not bore anyone with machine dependent value searches. For now this works and I’ll use it until I have the time to hunt for speed. If anyone happens to know which of the two has a greater chance of dropping a step, please let me know.
If you are experiencing these same issues, try cutting Z acceleration and max rate a time or two and see it that clears it up.