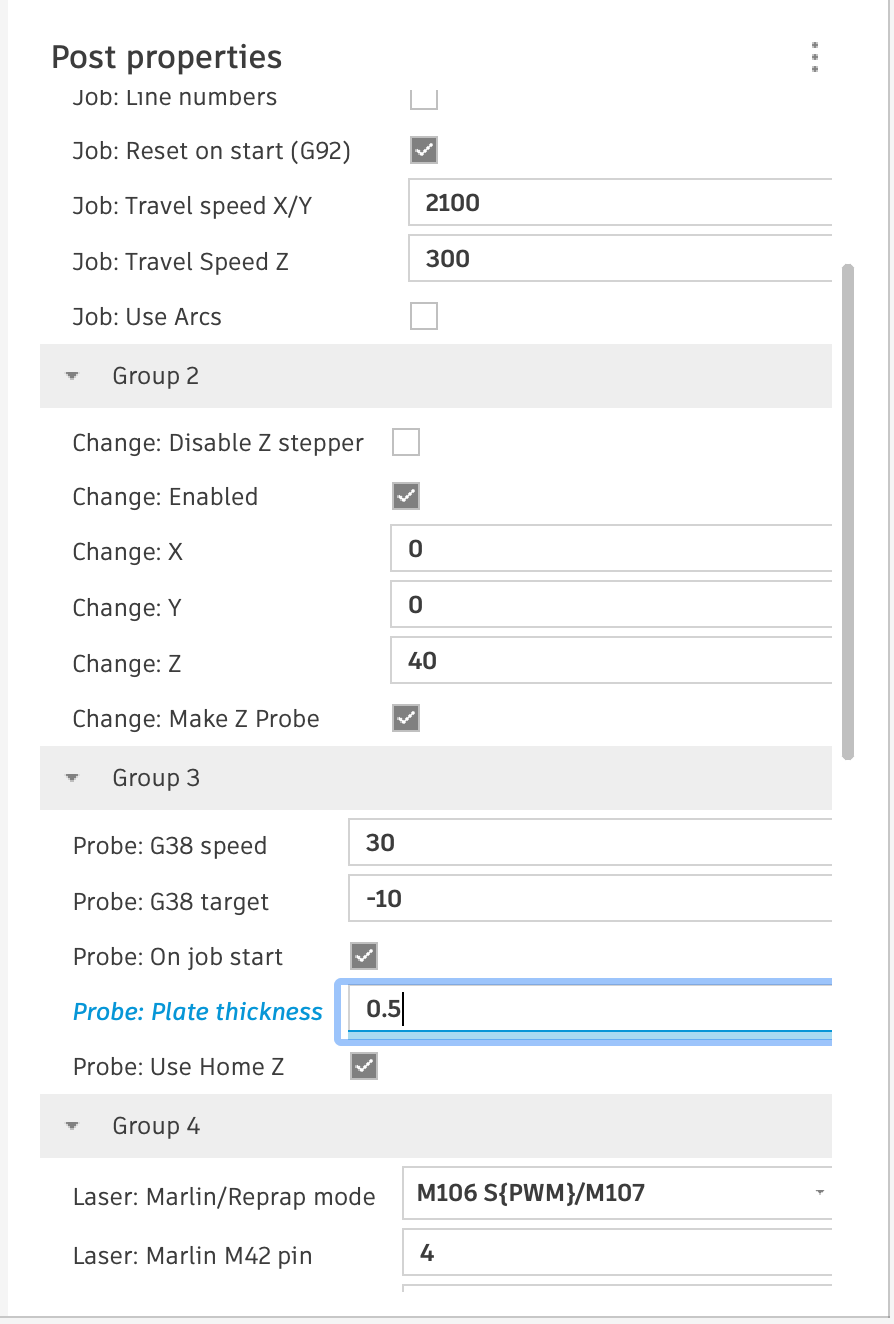
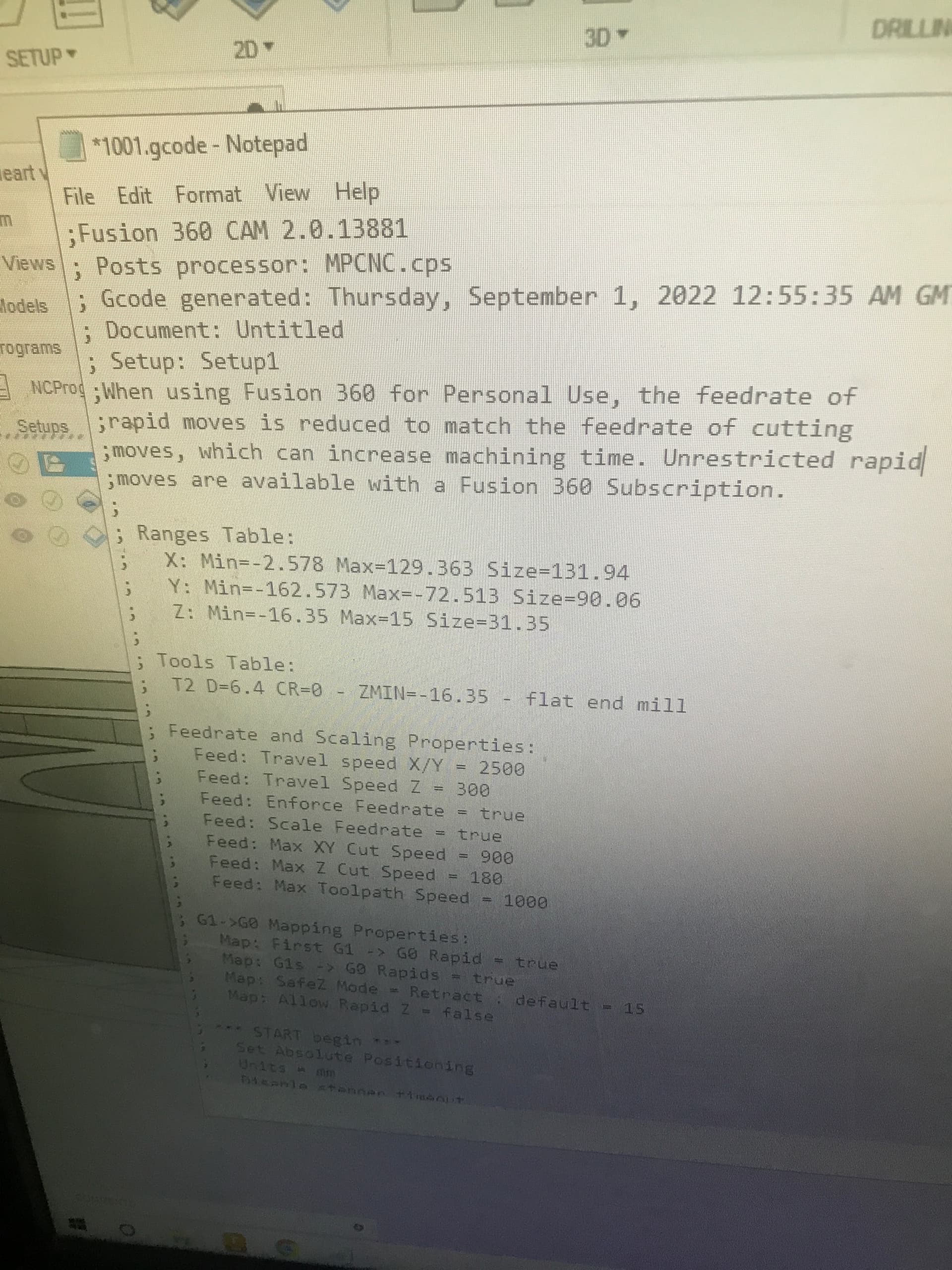
Got over the post processor hurdle, we’ll kind of anyways. Did some svg converting and then changing some things up.
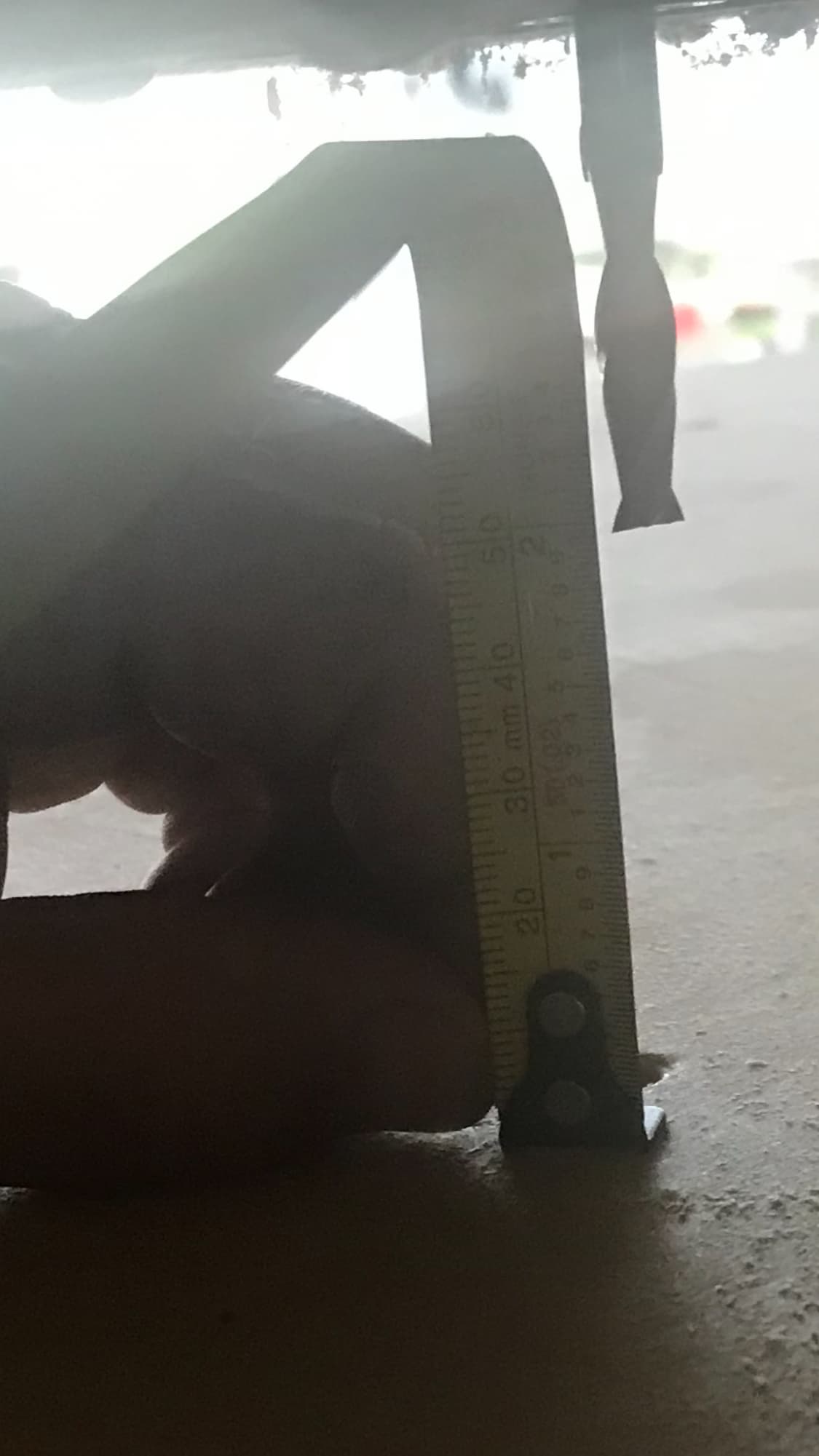
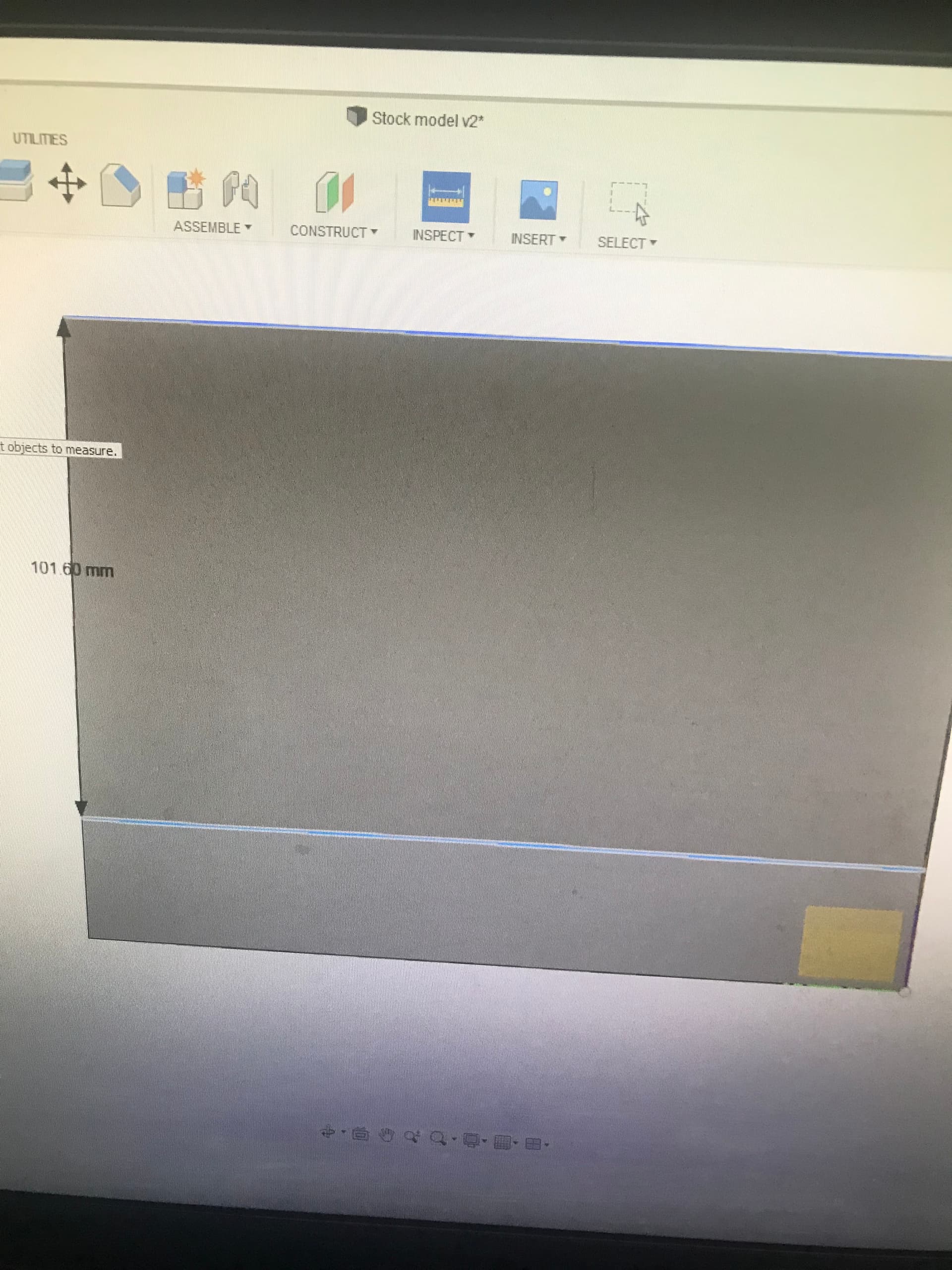
Touched off zero, however I was concerned with the z being off but I measured form left to right with calipers didn’t seem that different.
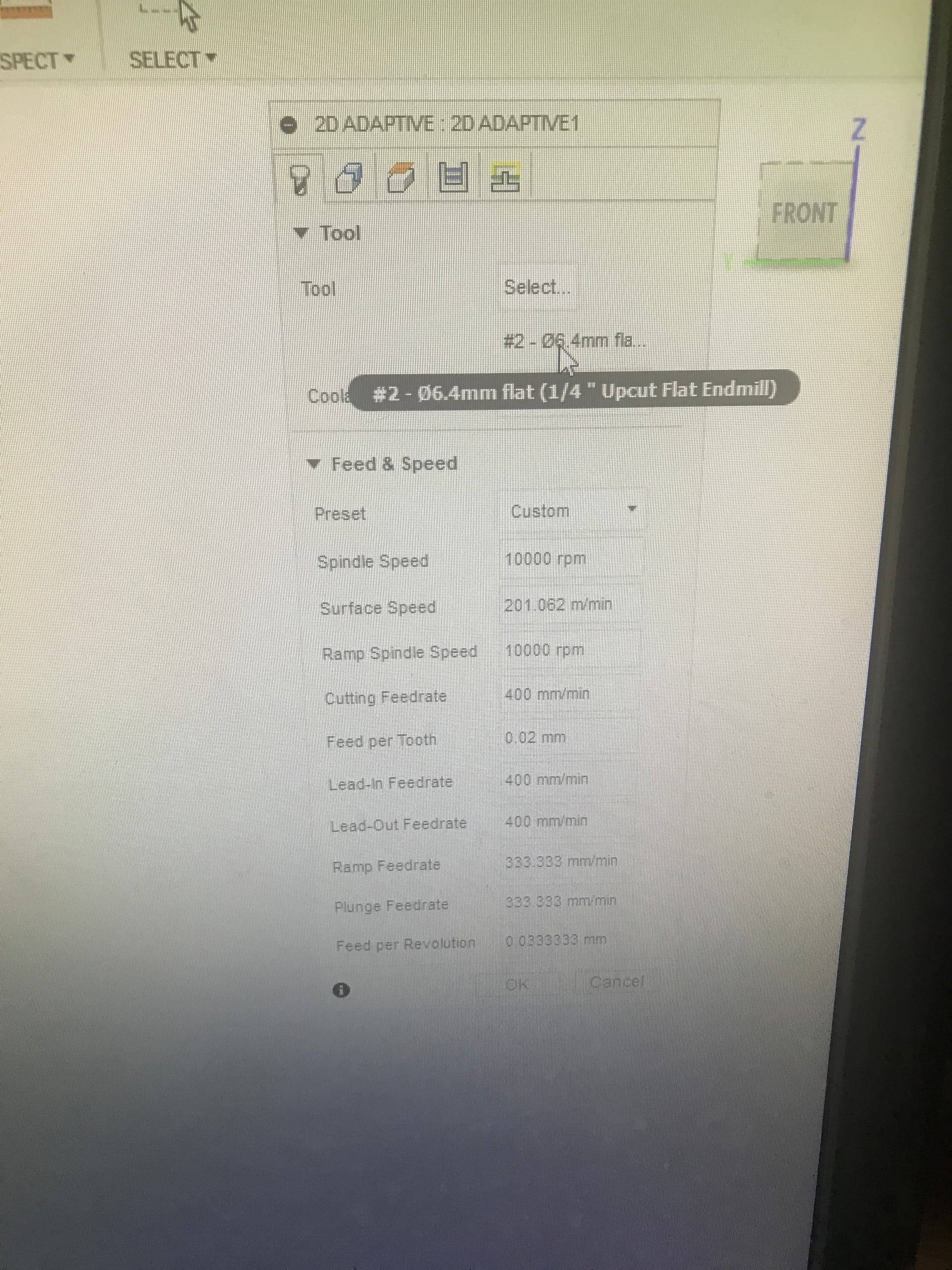
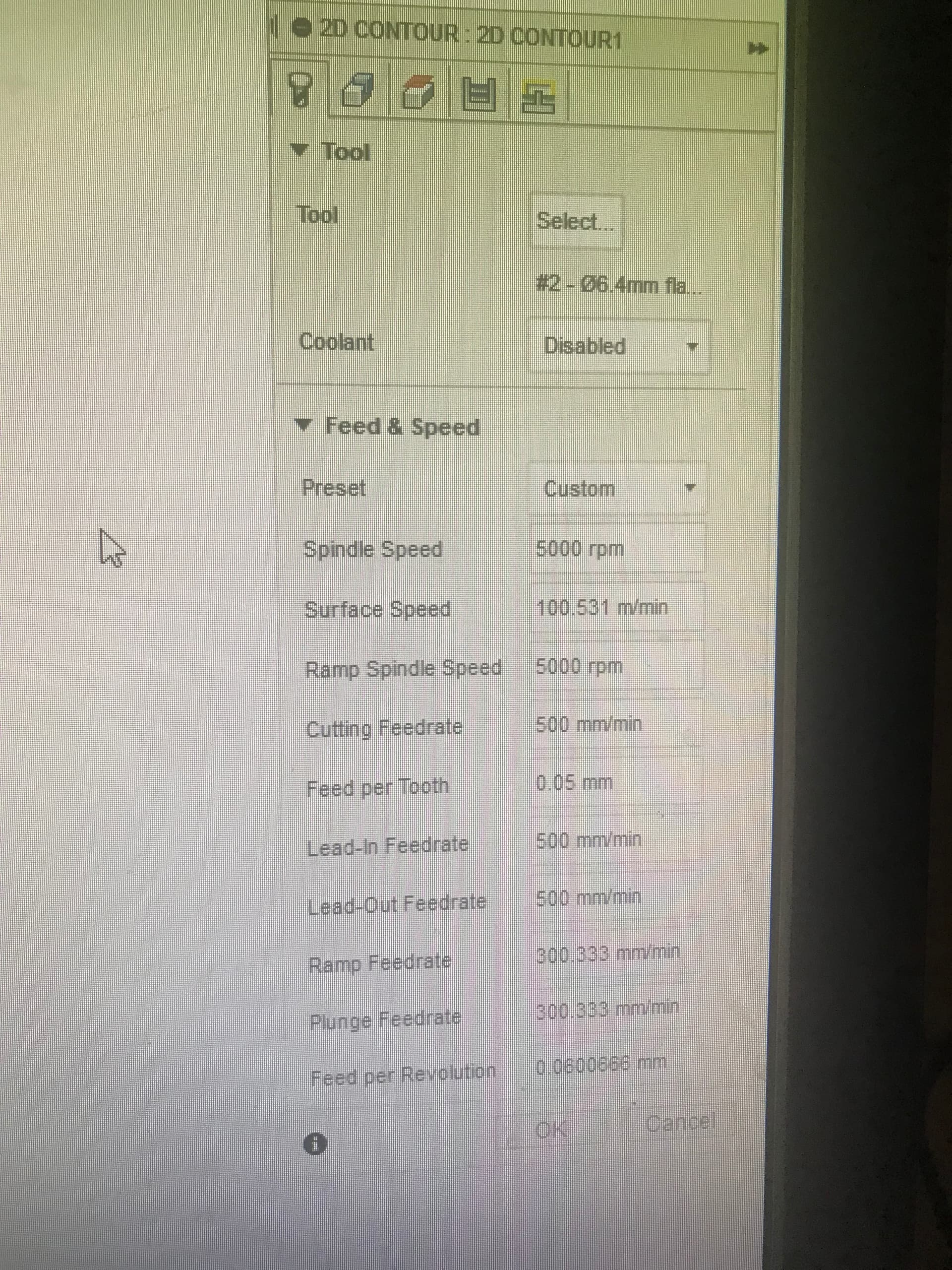
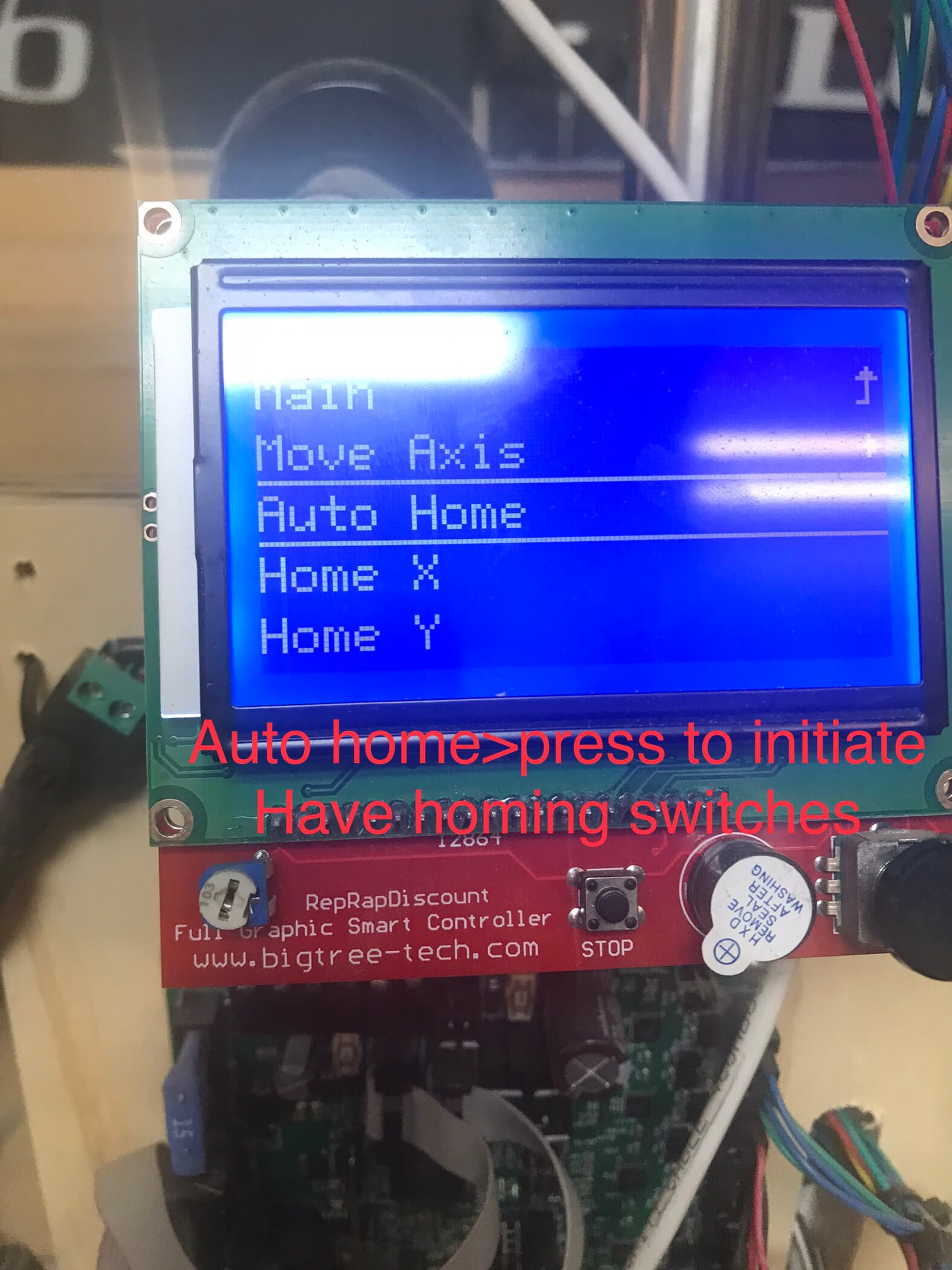
Seems to home fine to the naked eye, however had the spindle speed factored at about 13000 on the dealt router.
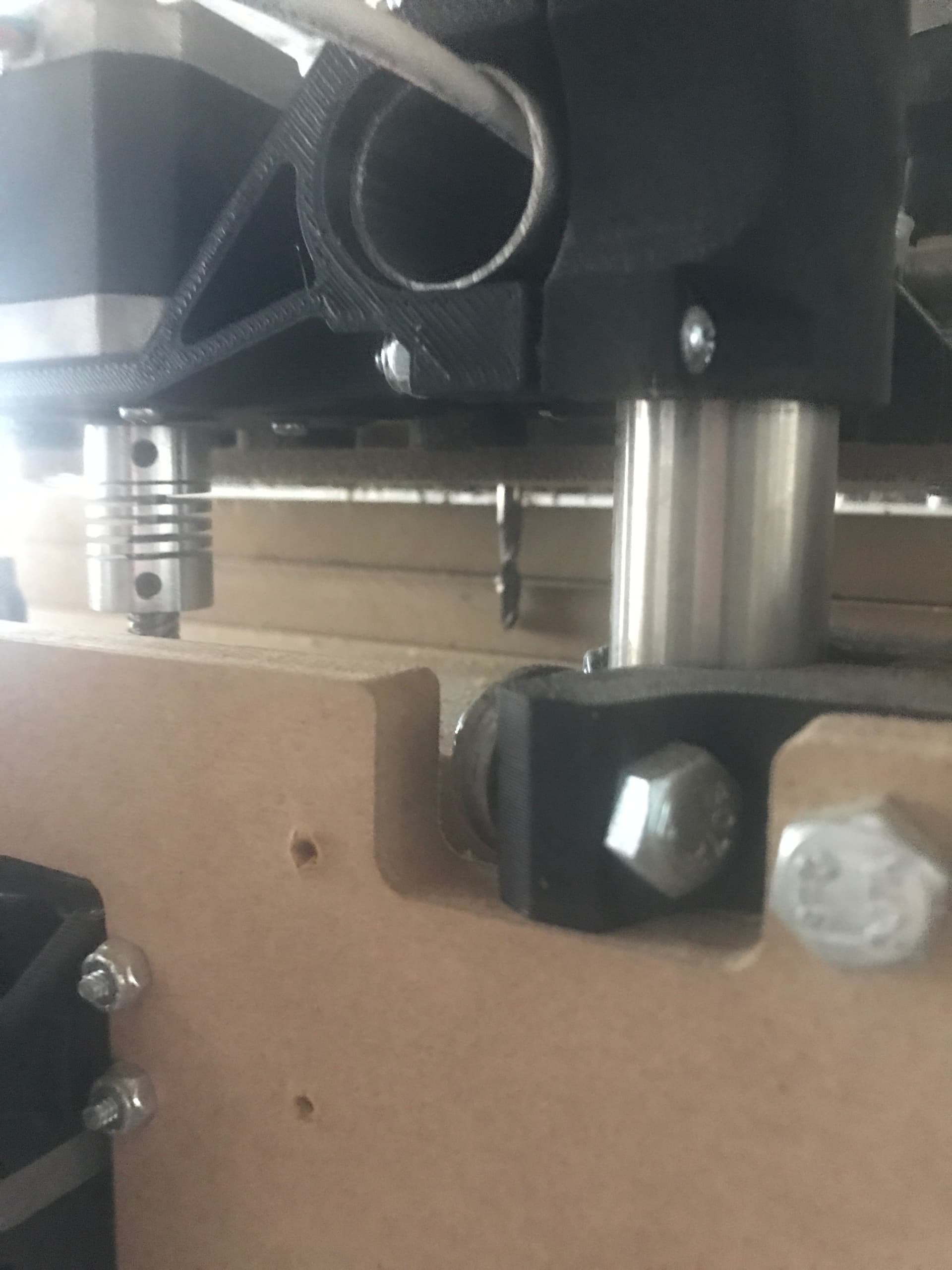
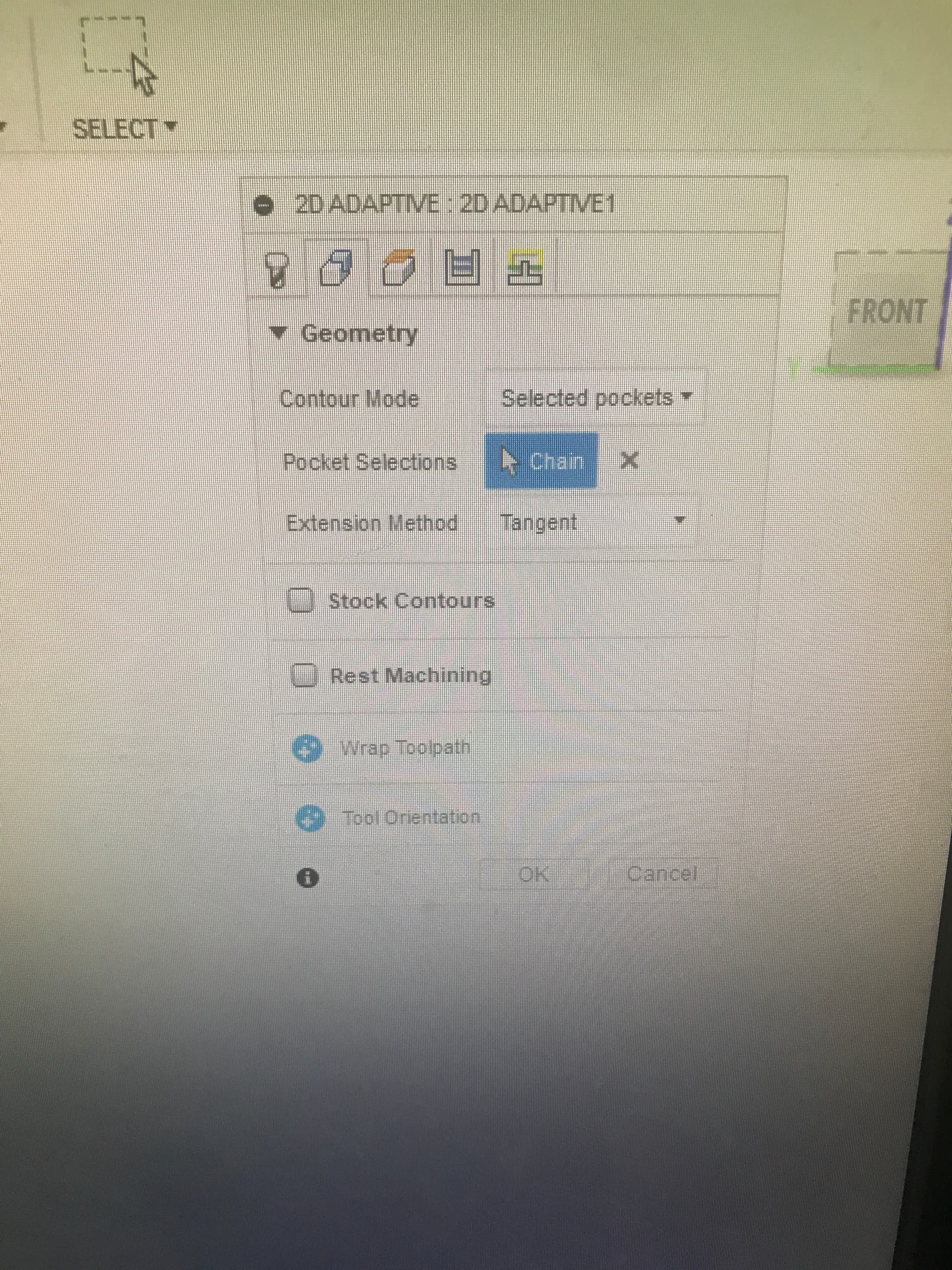
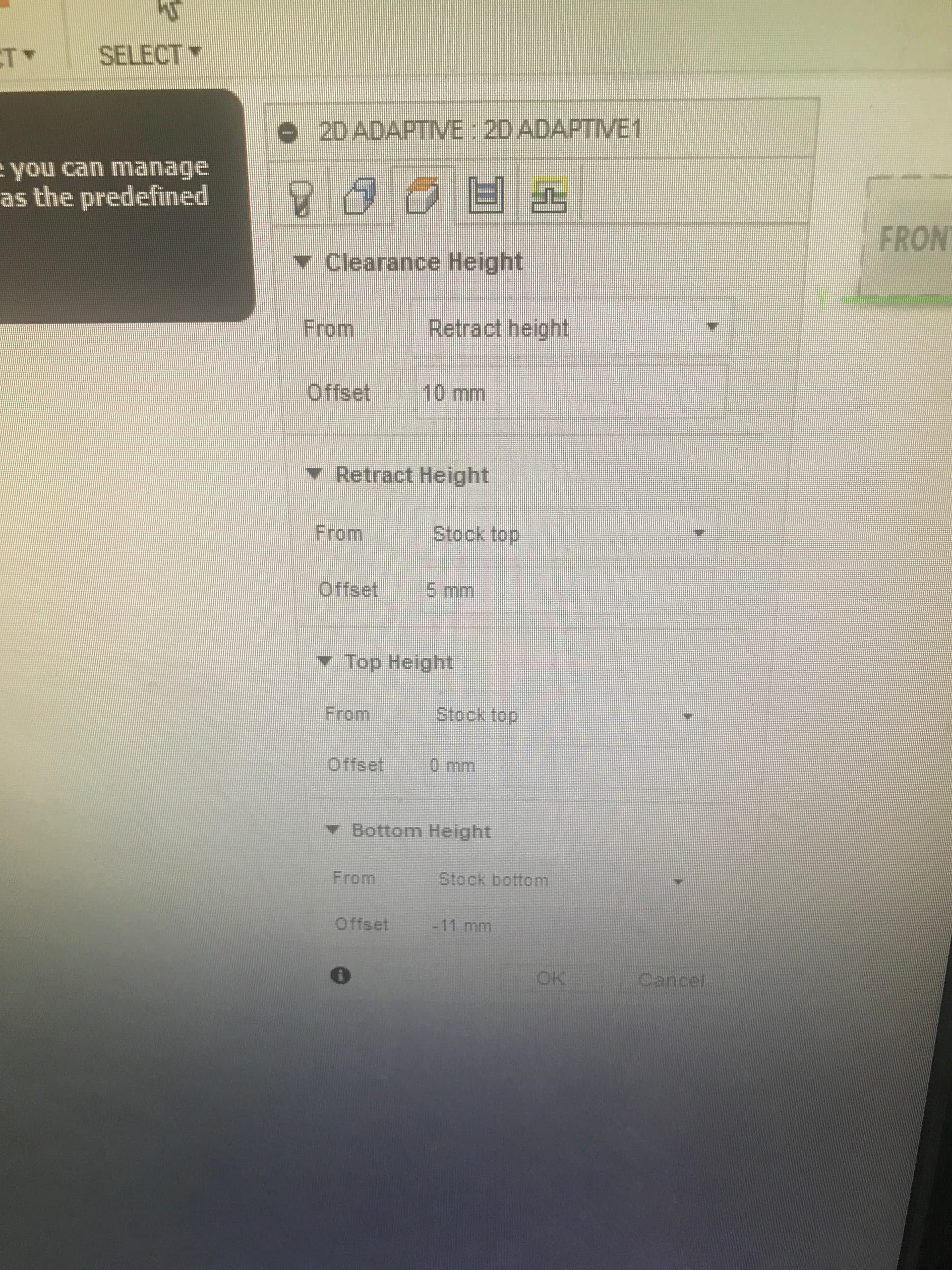
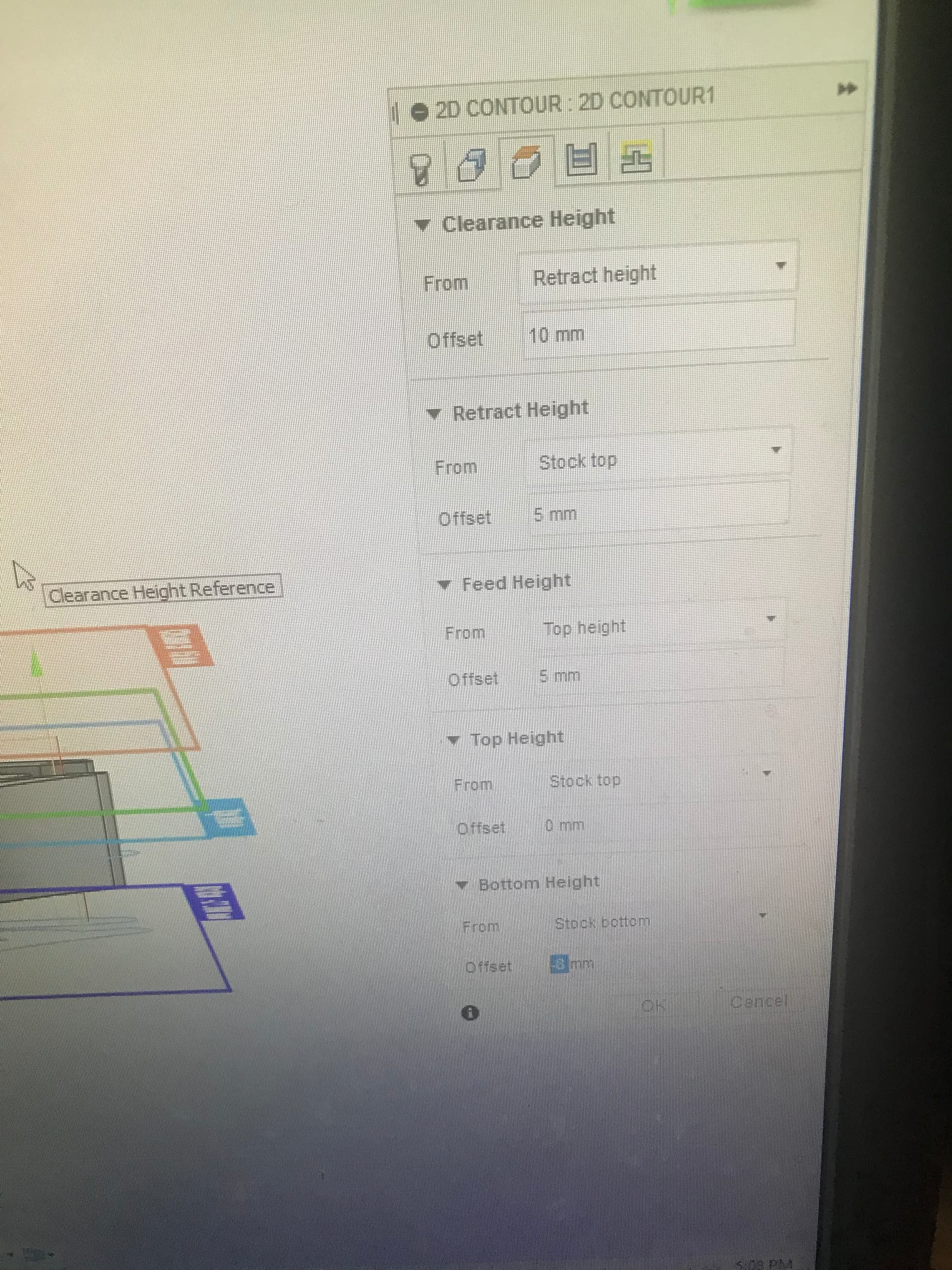
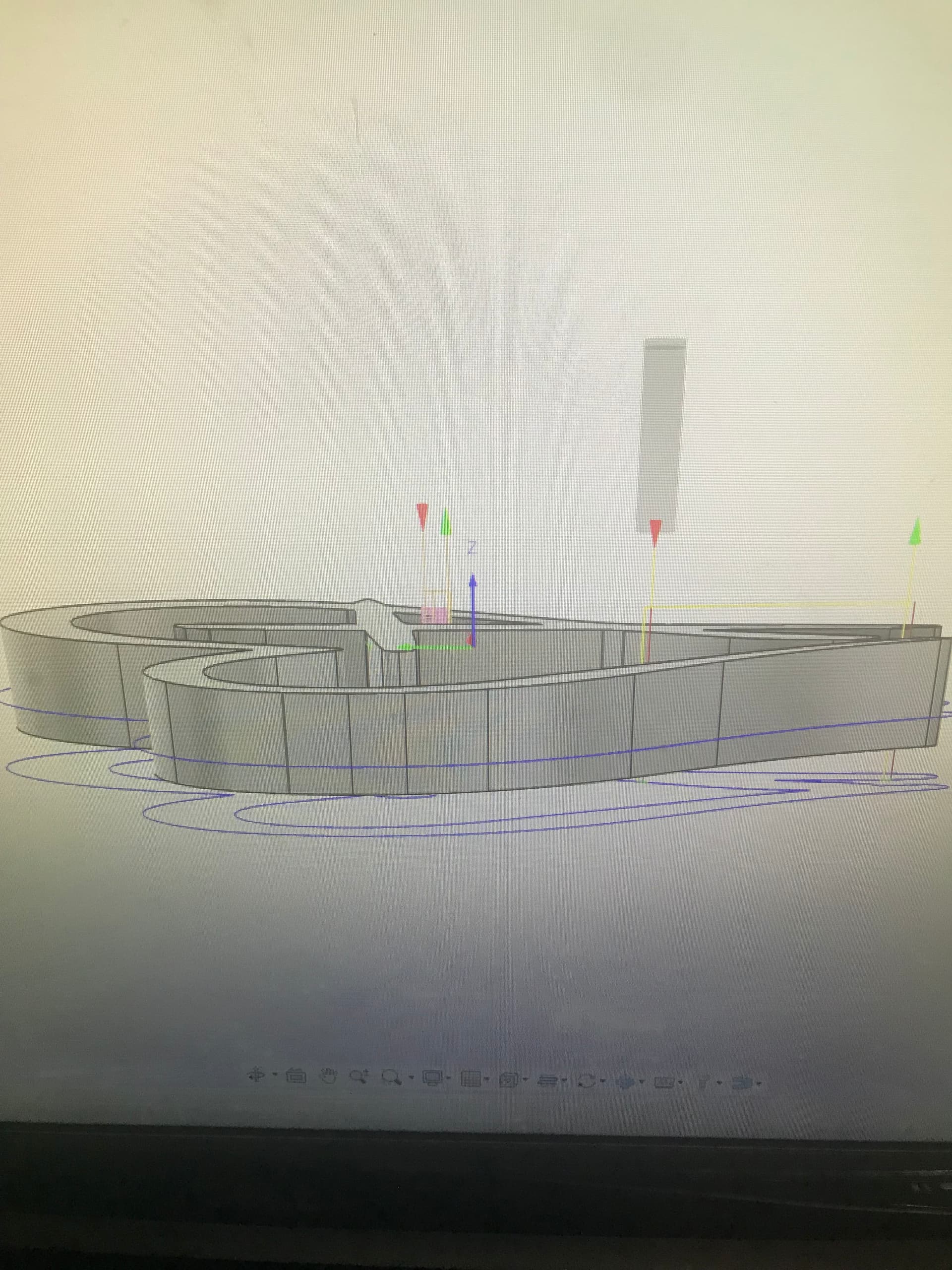
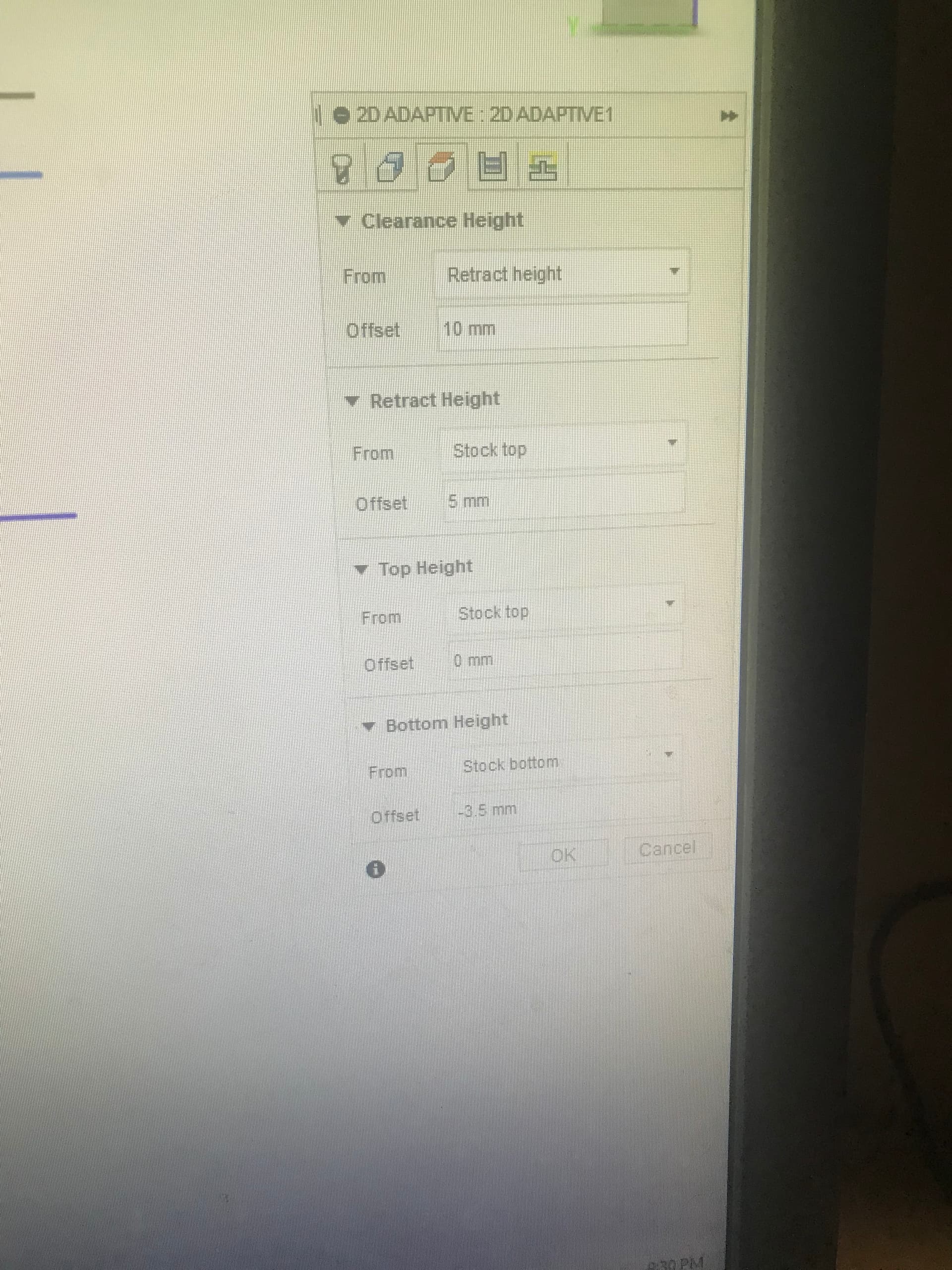
Problems: i modeled the depth of cut to go to model bottom, even offset it negative by 8 plus mm and still never broke through. There’s about a .020 or better ledge all the way around the bottom of part.
Inside the contour there is some serious deflection/z values that are obvious. With that though work holding for that part was no more than double sided tape (didn’t have a good way to clamp with inside countour and outter) therefore maybe some vibrations of the Mdf would leave that ???  The endmill was a uncut 1/4 for it choked up as much as can in the router.
The endmill was a uncut 1/4 for it choked up as much as can in the router.
I do believe may be some belt issues on the y axis closest to the controls.
Open to any suggestions to try and clear this up.


Making progress In this lowrider saga but, still a lot to learn and figure out what key things to correct these issues.
Sure glad my post isn’t me just constantly hollering about the post processor lol
However, if anyone does see something that stands out that maybe is playing a roll in these inconsistent depths or walks having material left on and at the bottom. Let me know! I’m open to constructive criticism.
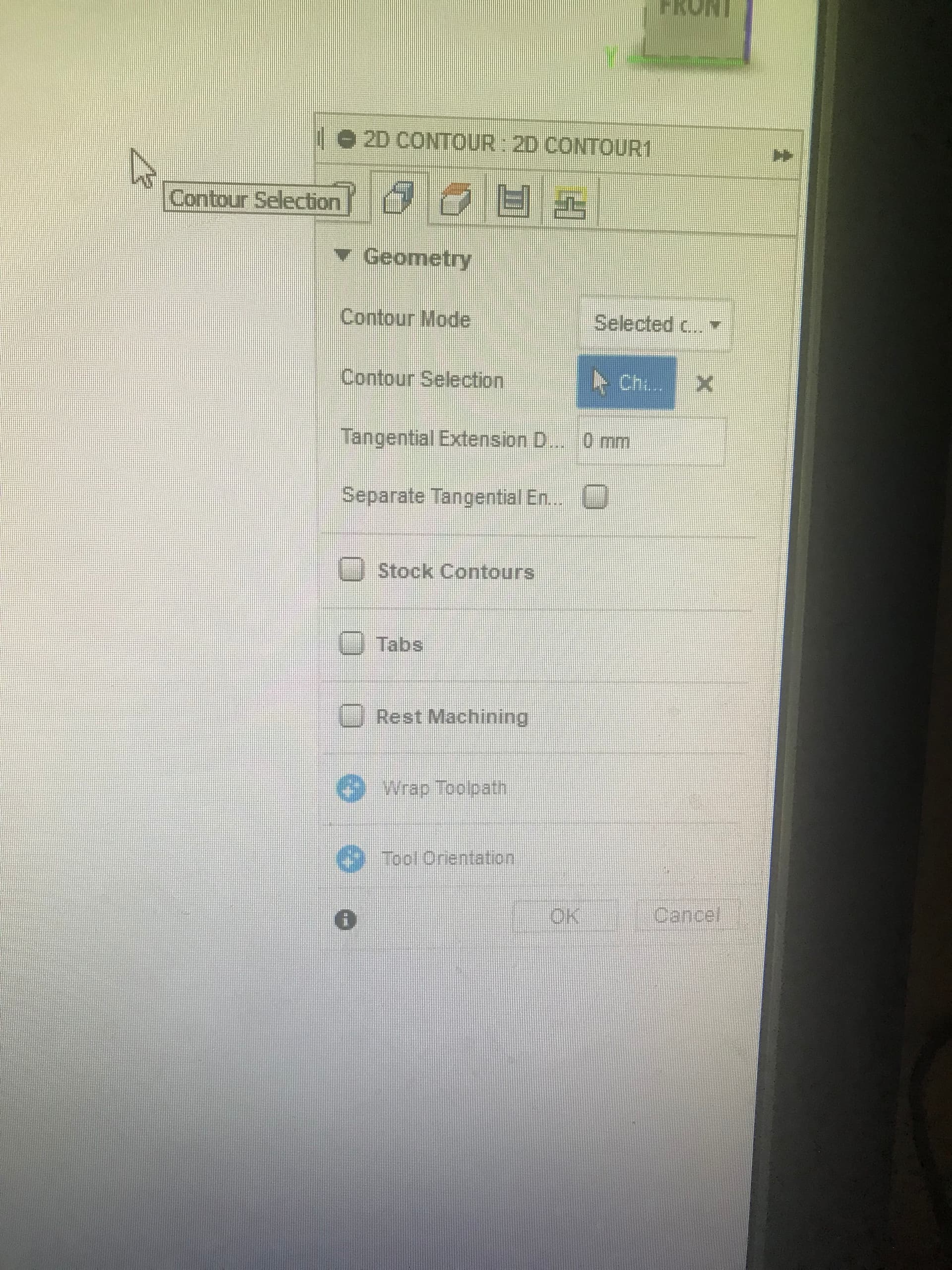
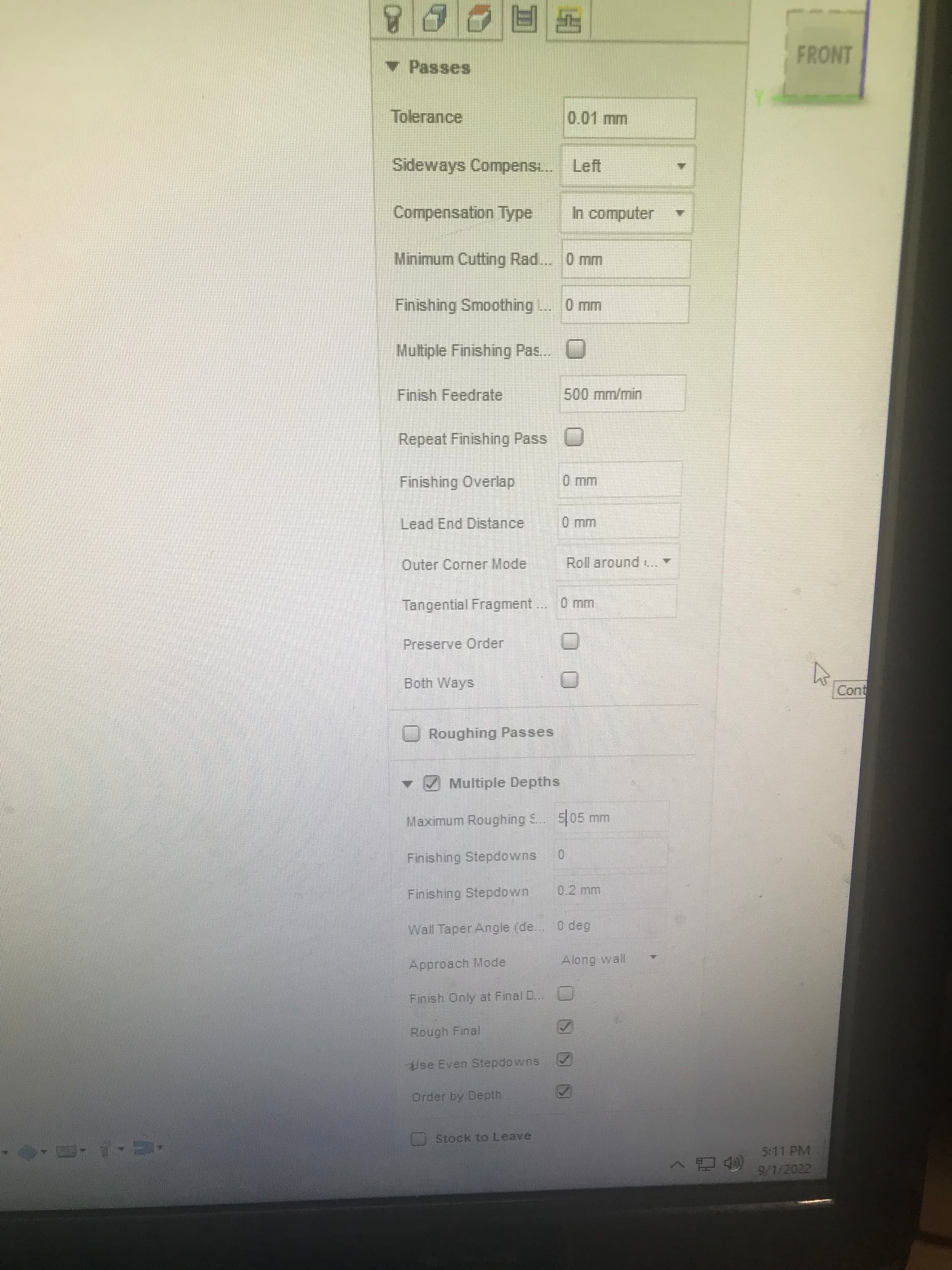
Before I forget after looking at the part almost looks like there’s maybe a cutter comp setting I don’t have set right. It is set to climb milling.

Thanks fellas
I’m trying hope someday I’ll have it down