Running the program, speeds are correct, surfacing my table to try and get it flat with an adaptive path. it’ll origin fine, start the cut fine and as soon as it gets done with the plunge it moves up about 20 mm and starts cutting the rest of the program fine
I think we need more information to figure out what is going on with your g-code. Post (upload) your g-code file and your fusion 360 file. Assuming they are small enough, g-code files can be uploaded directly. Fusion 360 files must be put inside a ZIP file to be uploaded.
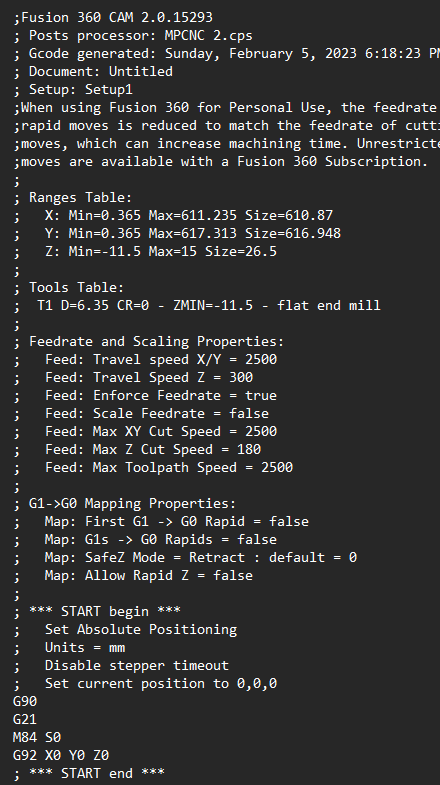
Also, what postprocessor are you using?
Another thing you can do is to check your g-code with a simulator. There are several on the net. For no specific reason, I tend to use this one.
For Fusion 360 file, I wanted you to use File/Export to native Fusion 360 file, put that file in a ZIP file, then upload it to a post. That way I could examine your Manufacturing Setup, simulate your toolpath, etc. to find the problem.
Your g-code does not look like how I would expect it to look if you had setup the job the way I would have. In addition, there is no G92 in the code, so whatever you do to set up the origin needs to be done before the start of the job. Do you use the top of the “stock”/spoilboard as the reference, and are you zeroing Z before running the job?
You are right about the G92. Sorry. But this is even more puzzling. You indicate this g-code is for surfacing a spoilboard. I’m assuming you set Z at the top of the spoilboard. One of the first things this code does is plunge to -11.5mm. I’m only going to know why if I see the actual Fusion 360 file.
Beyond the overall behavior, one thing I do see is a federate too high for the Z axis. You may have the Z limited in the firmware to compensate, so this might not be an issue. For example, this line:
G1 Z-8.865 F1200
1200mm/min is too fast for Z axis movement on the Primo. This too-fast Z movement does not explain your other behaviors.
You correctly uploaded the file. Sorry I missed it.
With Fusion 360, there are always multiple ways to do things, so your approach here may have merit. It is not the way I would have approached the problem. In addition, while I can now see with the g-code is doing, I’m don’t understand how this behavior you describe happens:
it moves up about 20 mm and starts cutting the rest of the program fine
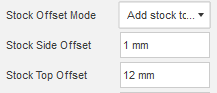
The place to start is the setup. You have:
This setting is telling Fusion 360 that there is 12mm of stock above your object (which I assume is your spoilboard). Your toolpath is going to try and remove this 12mm of material. You have Axial Stock to Leave set to 0.5, so your code is trying to remove 11.5mm of material…all in one go.
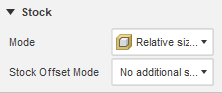
Everything I know about Fusion 360 is from YouTube and experimentation, so I cannot say I now the best way to do anything. When I faced my spoilboard, I did the Setup with no additional stock like this:
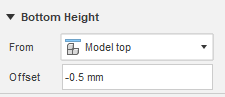
Then I used a 2D Face toolpath. I control how deep it cuts in the Heights tab (.5mm in this example):
You don’t enable stock to leave, but you do want to control how much each pass overlaps:
With all of the above, I’m assuming you are zeroing off the top of your spoilboard.