I couldn’t find anyone else discussing this, so I will make a thread, hopefully we sort it out.
I’m a noob building LR3.
I couldn’t print my YZ plates due to the size so I was searching for options to let them be milled. Everything was very costly and best option was to let them cut out with plasma out of 10mm metal sheet.
There are two main issues:
Will the weight affect the functioning of the Lowrider? Each plate has 1800g
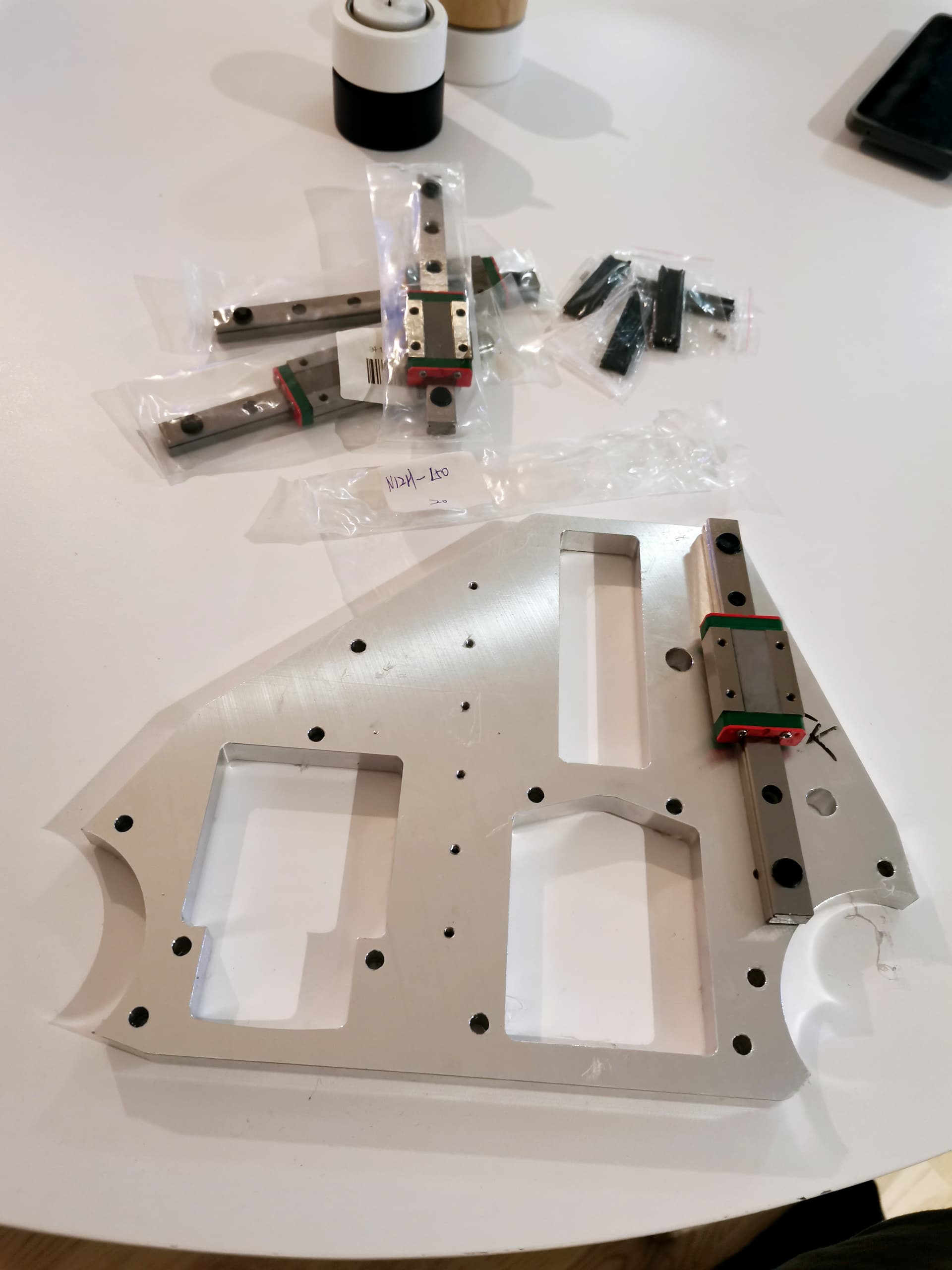
As you can see on the attached photos, the holes that are supposed to accept the 2.5mm screws are all over the place, as the plasma cutter couldn’t be so precise. They have roughly 2mm, which is fine I guess, but there is no way this material will bow to the 2.5mm screws.
What can I do to be able to use them? Should I try to tap them with 3mm thread? Anyone any opinion?
I have some friends coming tomorrow to help me with the build, so I’m kinda f###d if I don’t solve this. Haha
In theory, yes. it means more inertia, which means that the motors will have to work harder to change directions or accelerate. But the lowrider isn’t intended to be a particularily fast machine so I guess it should be fine.
You need to drill them to the appropriate size, a simple hand drill can do that, it should be relatively easy since the center of the hole is already done.
That’s a very overkill way of making these parts, you could probably have DIYed it with a simple sheet of paper stuck on a wooden plank, some hand tools and elbow grease. It would have been a lot less cool though, that’s for sure XD
When you say " to the appropriate size, do you mean that 2.5mm? How will the screw hold then? Unless I use bolt and nut from the other side. Not sure if that will interfere with something?
If you’re going to all the trouble to build steel plates, why not drill appropriately to install helicoils?
Then you’ve got a plate set that will last forever with appropriate maintenance.
You could drill to 2.5mm and then tap for a 3mm screw thread. Use cutting oil or some other lubricant, take it slowly, don’t force the tap, and back out (reverse) the tap frequently to relieve the built up stress (nothing worse than breaking a tap inside the hole).
If you are talking about the 2.5mm holes, the M3 machine screws go through the linear rails, and then either screw into the threads that you tap, or you can use longer machine screws and use nyloc nuts to hold them (to do this, you would have to drill the holes to 1/8" or 3.12mm). The nuts shouldn’t interfere with anything.
You can’t feed the machine screws from the outside into the linear rails, as there isn’t enough space to fit the nyloc nuts in the center slots in the linear rails.
ok, first post here, kinda want to see how this goes with the plasma cut yz. i printed some 8mm thick yz’s and was going to plasma cut some 11ga on my langmuir to stiffen them for once i get the kit
nice. that was kind of the only thing i was worried about (drilling the smaller stuff to size and/or tapping) given the hardening of the metal surrounding the holes from plasma cutting operation. but the quality of cut looks good enough that it must have been a pretty high end/higher amp cutter so maybe the HAZ is minimized.
honestly looking at before and after closer … was this actually plasma cut or laser? its almost as good as laser from the looks of it.
The hardening of metal around the perimeter of the hole makes it almost impossible to tap. Drilling with 2.5mm was possible.
The tapering not so much. When the drill bit hasn’t cleared properly all the harden pieces in the hole, it would just break the taper. I went through 3 of them and then decided to drill 3mm hole and call it a day.
I might send some photos later with an update
What a pain in the a## this was.
If I’d do it again, I’d modify the file for YZ to have 3 or 4mm holes and call it a day.
Tapping steel is a bit tricky, especially when using a very small tap size.
The standard tap holder gives way too much torque, so you need to use only a couple fingers to turn it, and reverse frequently to clear the chips and release the built up pressure.cutting oil is pretty much mandatory.
Or you can drill larger and use nuts. Easier, maybe not as aesthetically pleasing.
ok this makes more sense. i will enlarge the holes for bolts or use a carbide burr or reamer after plasma cutting
sorry you had trouble. its one of those things with heat affected zone steel where you only put up with it the first few times then yeah just find another way. busted off taps in small holes are no fun.
i might just plasma cnc the contours and then use the 3d print as a center punch template