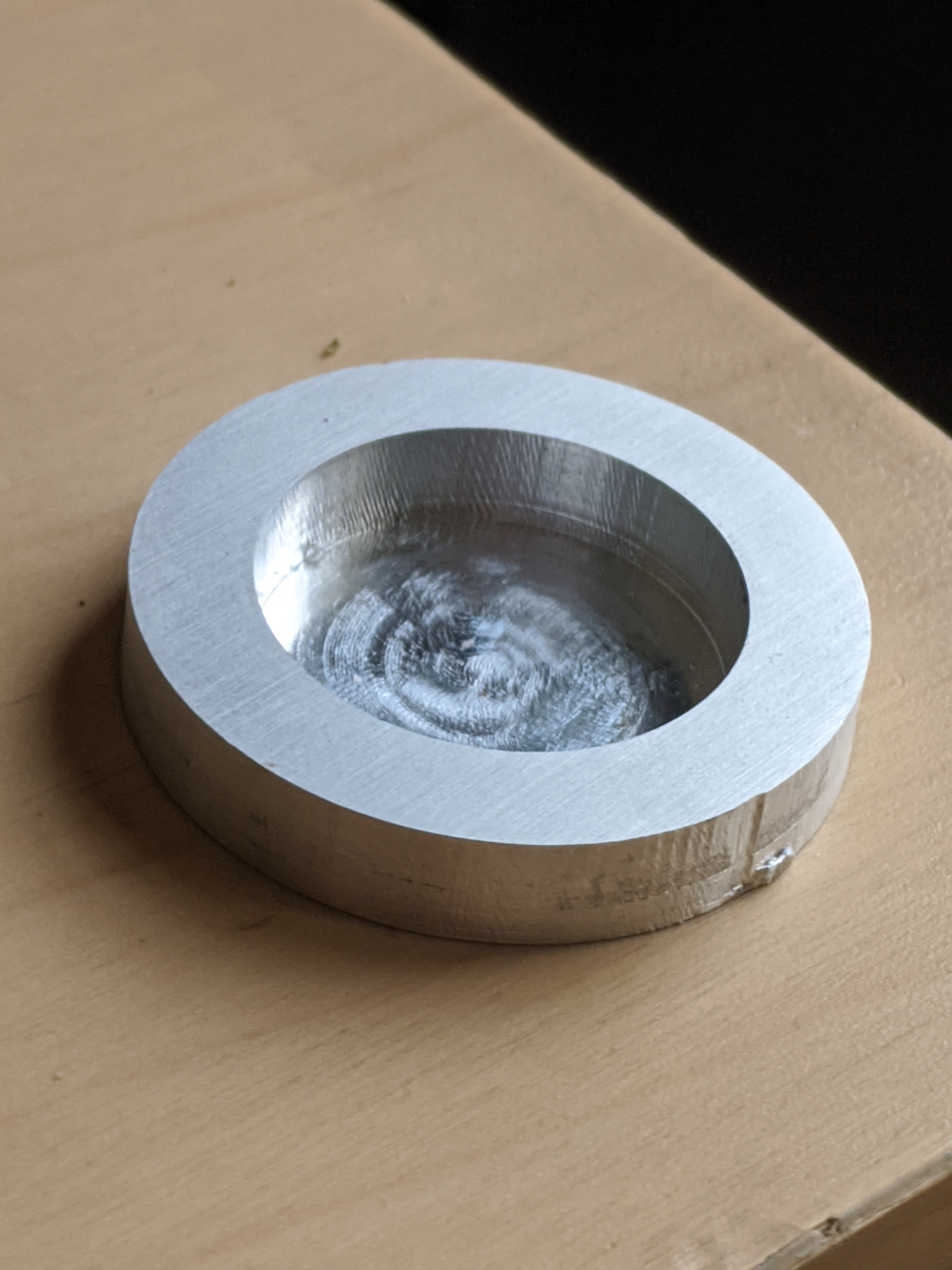
The attached pictures show an aluminum part I recently cut to test my new primo-tiny-build (8"x9"xminZ). I really babied the machine:
1/8" single flute carbide end mill
2mm DOC, 10 mm/s, .2mm step over on the pocket
1mm DOC, 16mm/s, ramp to depth on the contour
On second thought I didn’t baby it on the contour. The contour sounded/looked beautiful. I babied the pocket so much I was probably work hardening the aluminum.
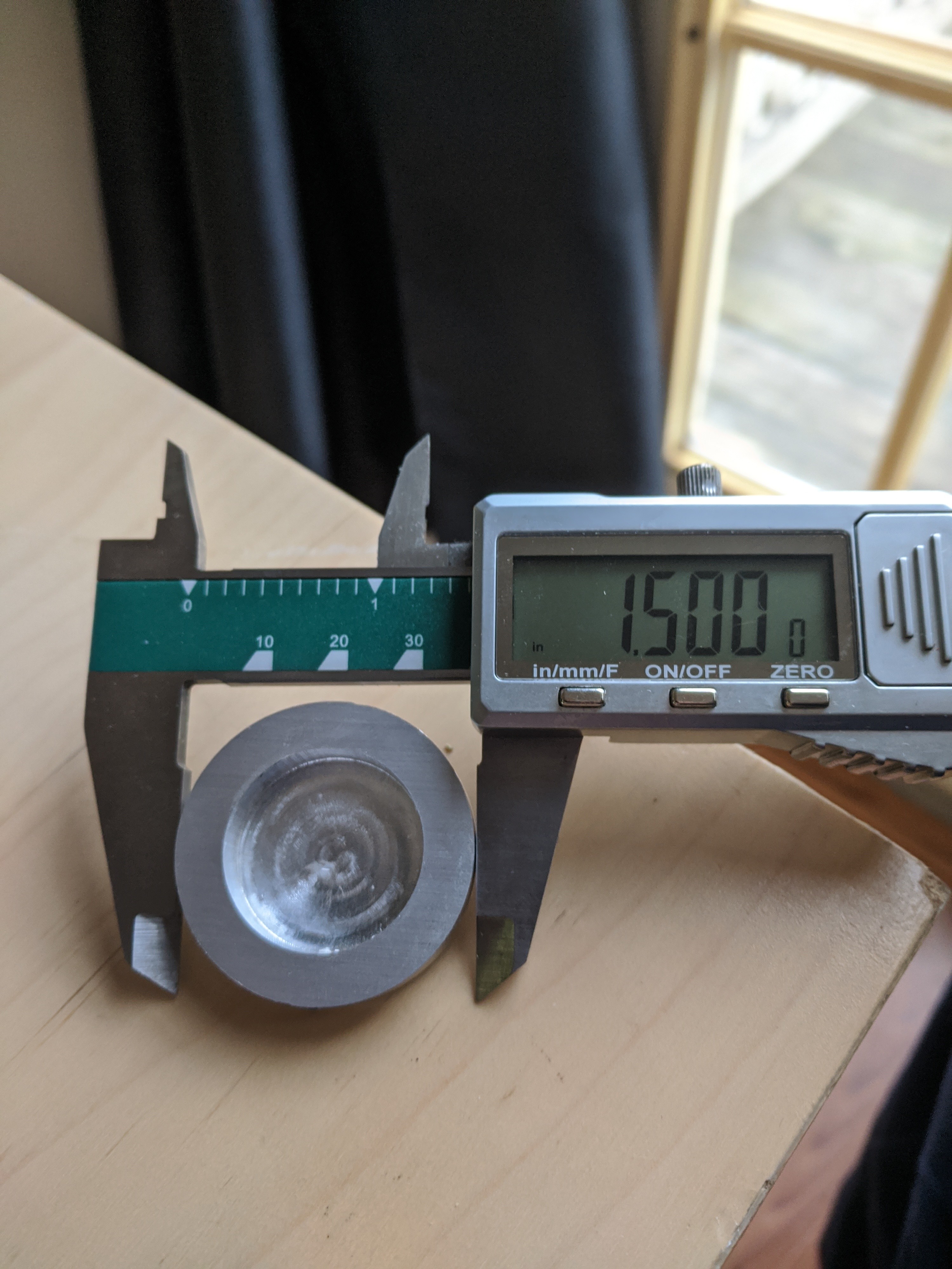
Anyways, I noticed that the part has different dimensions on the top and bottom. I think this is pretty clearly from deflection, and I’m not disappointed with the amount at all; I’m just wondering if it is normal or if it is indicative of something being wrong with the build. The part is quarter inch aluminum and I’m seeing ~.015" difference on top and bottom, so 7.5 thousandths on each side. I only did one finishing pass… is that the problem?
Also, does everyone just do regular holding tabs on aluminum? I run this nice optimized ramp to gradually get into the material, then it plunges in after the holding tabs and I cringe.
Overall the tiny build primo is going to be insane and I’m actually loving it!
Yea it is within a couple thousandths all along the circle, so belt tensions are at least consistent. I’m gonna cut one with extra finishing passes at half time of this giants game and I will report back with results.
Well, at least you didn’t call it the Cowboy’s game. Your speeds and feeds look OK to me (not burning chips etc). My guess is, like you mentioned, the 1/8 bit is flexing a bit so a zero finish (spring pass) or 2 would help get the tapered bottom within spec. I wouldn’t slow it down instead.
Are you using air or mist? That pocket looks clean for a first shot.
I changed the pocket settings to: 3.5mm DOC, 16 mm/s, .2mm step over on the pocket
It feels much better there. A nice cutting sound and medium sized chips.
Unfortunately the extra finishing passes didn’t do a thing. I didn’t even take pictures of the measurement because the part with the extra finishing passes is essentially the same dimensions.
Does anyone have experience with this kind of tool deflection along the thickness of your stock? Once again I’m just wondering if it is normal.
All in all I am so psyched I can cut aluminum now.
Hmm that is kinda weird finishing passes were missing like that. Maybe the bit you are using is having trouble cutting from the side? A 1/8 mill is a lot more flexy than 1/4. If you have a 1/4 you could try running the outside contour with that. Actually, looking at the part, I’d probably do the whole thing with a 1/4 bit instead (faster and less flex… win/win). Smaller bits should only come out when required to cut smaller features IMO, especially Alum on mpcnc.
LOL… yeah we’re with you on that one. Would be nice if f360 did helixes when it falls off the back edge of a tab. You can sometimes help that by choosing your start point for the contour and positioning your tabs just right. Doesn’t always work, but sometimes I can get it to lead in on the back side of a tab when I do that.
Do you use a 660? I was using a 1/4" but I couldn’t get the settings right. I felt that being fixed at 30k rpm with a 1/4" end mill was probably the issue.
It is a 1-flute, but yeah 30k makes that surface speed climb quite a bit. I’m running 16k on a 2-flute 1/4… roughly the same depth and speeds but more stepover.