I am not sure what the draw would be for a 4th axis or what software would run it. Both boards can handle one already (6 drivers even though 5 would work), there are off the shelf ones and printable ones. I could do some sort of instructions, but what projects are being done with one? I have never needed one.
Auto tool changer would be awesome but I have no idea how that would work for under twice the cost of the machine itself. That is sort of built into the spindle.
I do not regret building the Primo. It still gets use right next to the LR3. In fact, a bit too much use, I haven’t taken it out of service to cut it down to a more rigid size…
The one thing that I’d like is a constant height dust shoe that doesn’t eat work space. Aside from that, I really like the machine.
At present, I don’t know where the Primo could/should be improved. It has good power, anything more would be large cost/small gain. The build price is low, and the performance is excellent.
I’ve been looking at SBR rail kits from Ali express. Using SBR12 or SBR16 rails aren’t too stupid expensive. I don’t know their longevity, but as captured rails they are appealing. (There is an SBR12 in my cart that I was thinking of adapting to my LR3 Y axis) under $100 USD for 2.5m (not quite enough for full sheet) seems reasonably priced and fully captured… an alternative would be drilling into the conduit rail and making a captured solution for the LR3. (I can see that being a disaster, even with a drill press!)
Was wondering about Mostly Printed + CNC’d jig that enables drilling EMT/pipe that can then be used as captured rails. But labor involved probably doesn’t make sense for one to two parts given cost of Linear Rail and similar?
I made new Z rails for the Primo by drilling into the 1" steel and tapping threads into it. I lose the nylock that way, but it hasn’t hurt things as far as I can tell. The rig was pretty simple, a circular base that lovks into my drill press and a clip that holds the 1" steel. A few seconds withnthe dremel to make flat spots, mark distance with a fine-point marker, and drill a 3/16" hole, which works nicely with an M5 tap. No more nut trap and spinning nuts… but not something that most builders should want or need to do. I got one wrong, the distance was off by a bit, enough that I didn’t think it could hold the tool straight. (Improved technique after.)
Anyway, the jig wasn’t hard to build, assuming that a drill press is available. If I had to do it for a hand drill… it might be cheaper to buy a bench drill press…
The problem with the rotary axces i have so far is post processor availability but i think i have it sorted will be in it when the weater is colder here the jackpot board i think will be athe easer rout with this
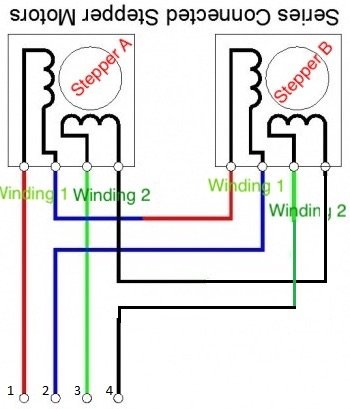
So grbl is easy to edit. No platformio. And another thought, my cnc uses Series connected steppers. That would allow for more drivers for more axes.
Not sure if that helps or not.
ROTARY DEMON CNC i am sure this PP will work with vetric and GRBL and fluidnc it is grbl compatible but not marlin as it stands the machine it is designed for and uses a arduino uno and grbl1.1 i just received my rotary from amazon and will be looking it over soon.
They never responded but cnczone.com,but the question was asked and put back on the poster.
I do not know FluidCNC, but what I read is that it is based on GRBL. So if the USB protocol is the same as GRBL, it should work.
I recommend just giving it a try. GrblGru is free !
Wish the poster had said it worked or not!
Looks like jeff and jaime were helping at one time.
Can you just output the gcode and run it that way. That would have much more of a chance at working I would think. If it doesn’t we could easily figure out why.