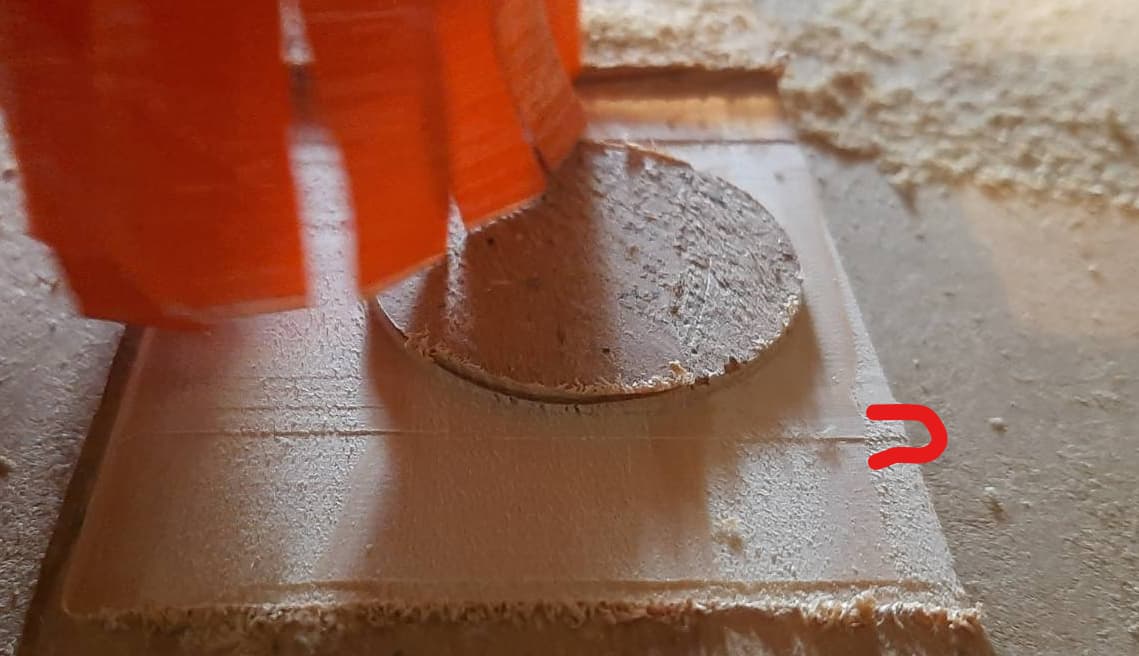
Maybe the camera angle,it appears to me that rhe bad cut is really a poor lamenation of the plywood. Your chips look great , you might geat a little less tearout of the plywood reducing the load. Is the bit sharp?
I don’t think it is tram, that would be very consistent ridges. That surface being odd just seems like debris on the table under the wheels or something.
It was worth to go to the shop one last time, because I’ve got much better result! So much better, that I got so excited I have forgotten to take photo before sanding…
@vicious1 Debris, yeah, my dust collection didn’t run then, so debris was possible! But there is something weird I just noticed on the photo: Look on the right side of every single one of those rectangles - there is vertical line, like Z went deeper this one time… (on the photo left to right is Y, fyi)
This time dust collection started without problems, feedrates much lower, placement of tabs changed and most importantly finishing passes added.
On the left most recent iteration (but also sanded a bit before cutting out, so not great comparison).
This last one try today was the first time I ever changed bit during job and first time I ever used bit other then endmill! It was 6.3 deg bull with 1mm end, but I went too deep for nice results. Also I have to do this first next time, and then cut out the part, because it was moving while cutting numbers.
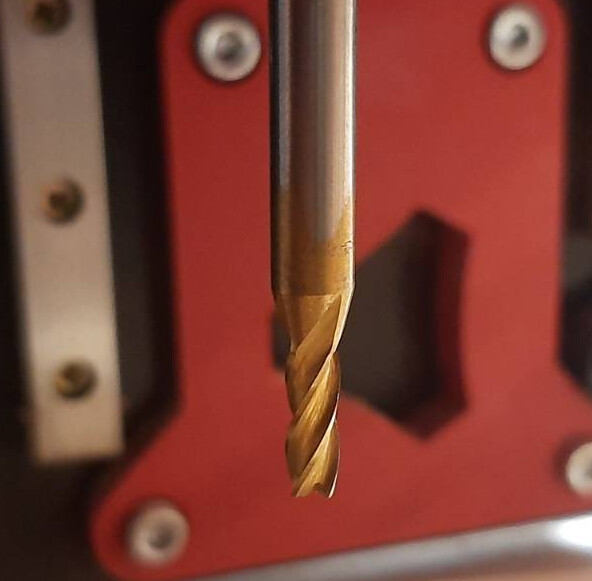
The mill you have pictured looks tapered. How long are the flutes? If you are using that mill to cut into 10mm depth, it is always cutting full depth and widening the cut all the way down. If the flutes aren’t as long as your deepest cut, the chips won’t evacuate well.
Yup for our routers you need less flutes not more. To use the one you have you need to have minimum rpm on the router and 4x the normal feedrate we use.
You will be much happier with a single flute endmill.
How are you holding down the work? How thin is the work where the flattening happens?
I have had similar flaws with material held down at the edges with an upcut mill. That mill looks pretty aggressively upcut, too. For me, I traced the problem to the upcut mill pulling the material up from the spoilboard at.certain.places. in wood, this sometimes is because of a variation in density getting a “better grip” on the material. This is less prevalent in something like MDF, but that has issues too as it gets pretty flexible when it is relatively thin.
Some things that have mitigated the problem for me have been more hold-down locations, closer to the cut, and the use of woodworking tape for large surface areas where the middle wants to come up, and a screw isn’t an option. Straight flute router bits or downcut bits also deliver good results for smooth bottom cuts.
Dan, thank you for this. This is one of my problems for sure. Check out photos in other posts! I have, indeed, installed material just on 4 corners, even though it’s around 40cm long.
I can’t find 6mm single flute upcut bit in my area which is not ridiculously expensive and I try to avoid expensive ones because my lack of experience will result in breaking quite a few.
I think I have some 3.175mm ones, but aren’t they too delicate? I will dig my drawer.
Sometimes the more expensive tool is the one that makes good results easier.
Or… “The price of the cheap tool is the price of the cheap tool plus the price of the expensive tool to replace it.” Sometimes also plus the price of the ruined material.
That said, I have a bunch of cheap bits that I use for experimentation…
I have found 1f downcut bit and it is indeed much better now. I didn’t have time to run whole project again and I’m going away for a week , so for now… Thank you all it has been very helpful.