Not sure if this is the right forum for this, so please feel free to move it, but since it wasn’t machine specific and some of the replies would (hopefully) feature things people have made…
I collect, build, and repair wristwatches as yet another hobby. Everything I have built has been from ready made parts, but I want to try making a watch dial for my next project.
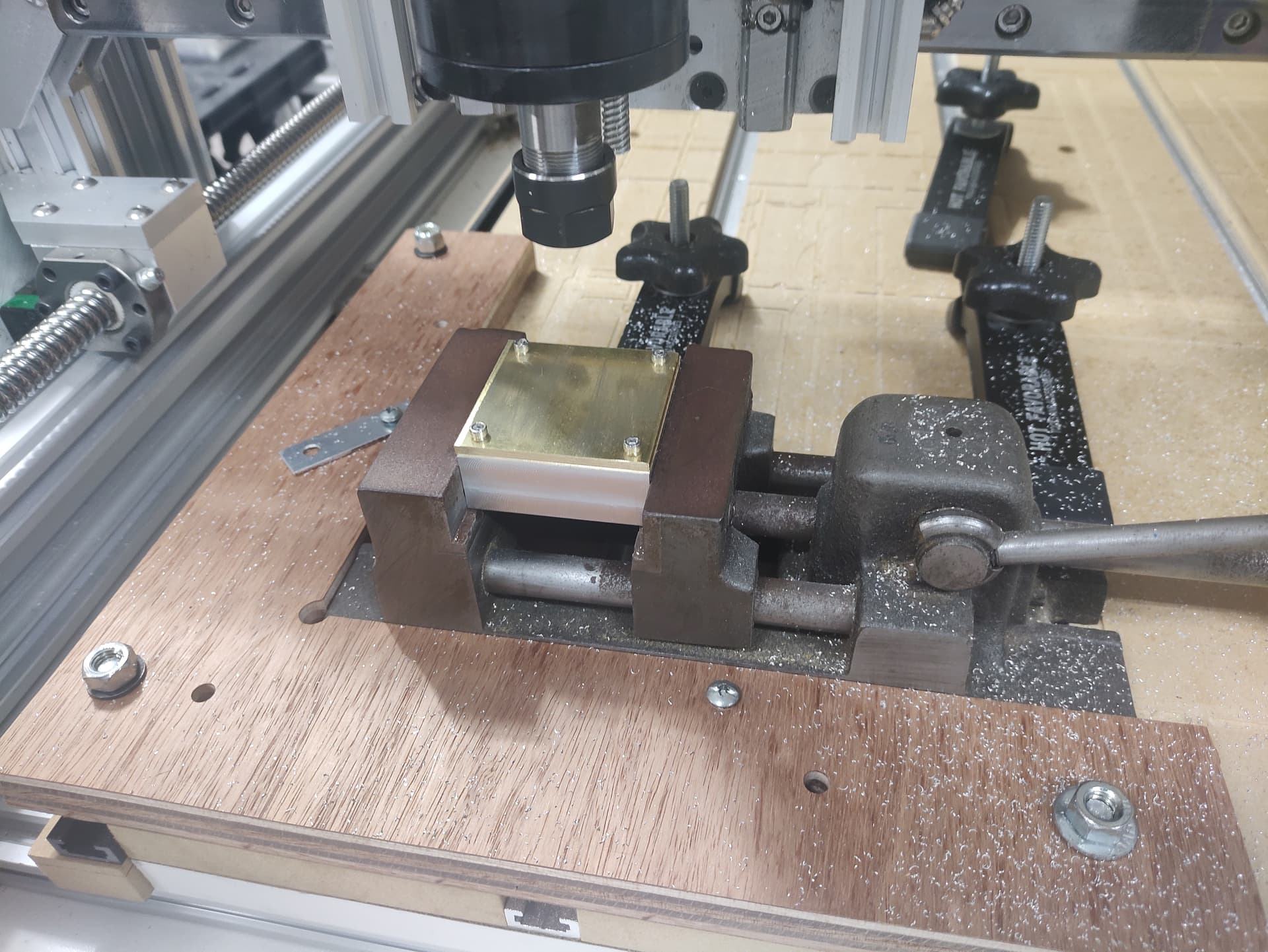
There are a ton of different ways this can be done (acid etch, fiber laser, etc), but I was curious if the CNC could produce fine enough details to be among them since I have the machine already.
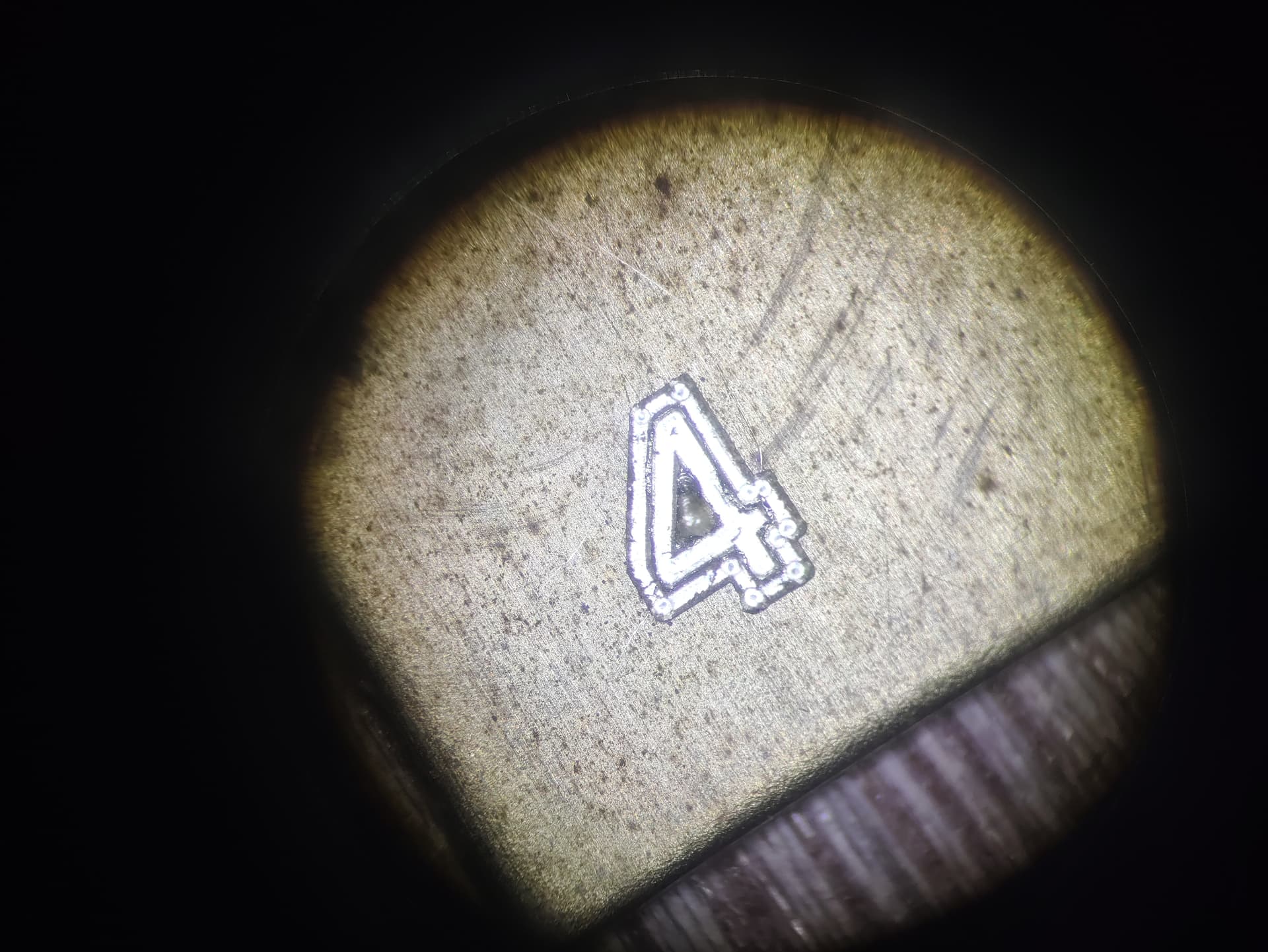
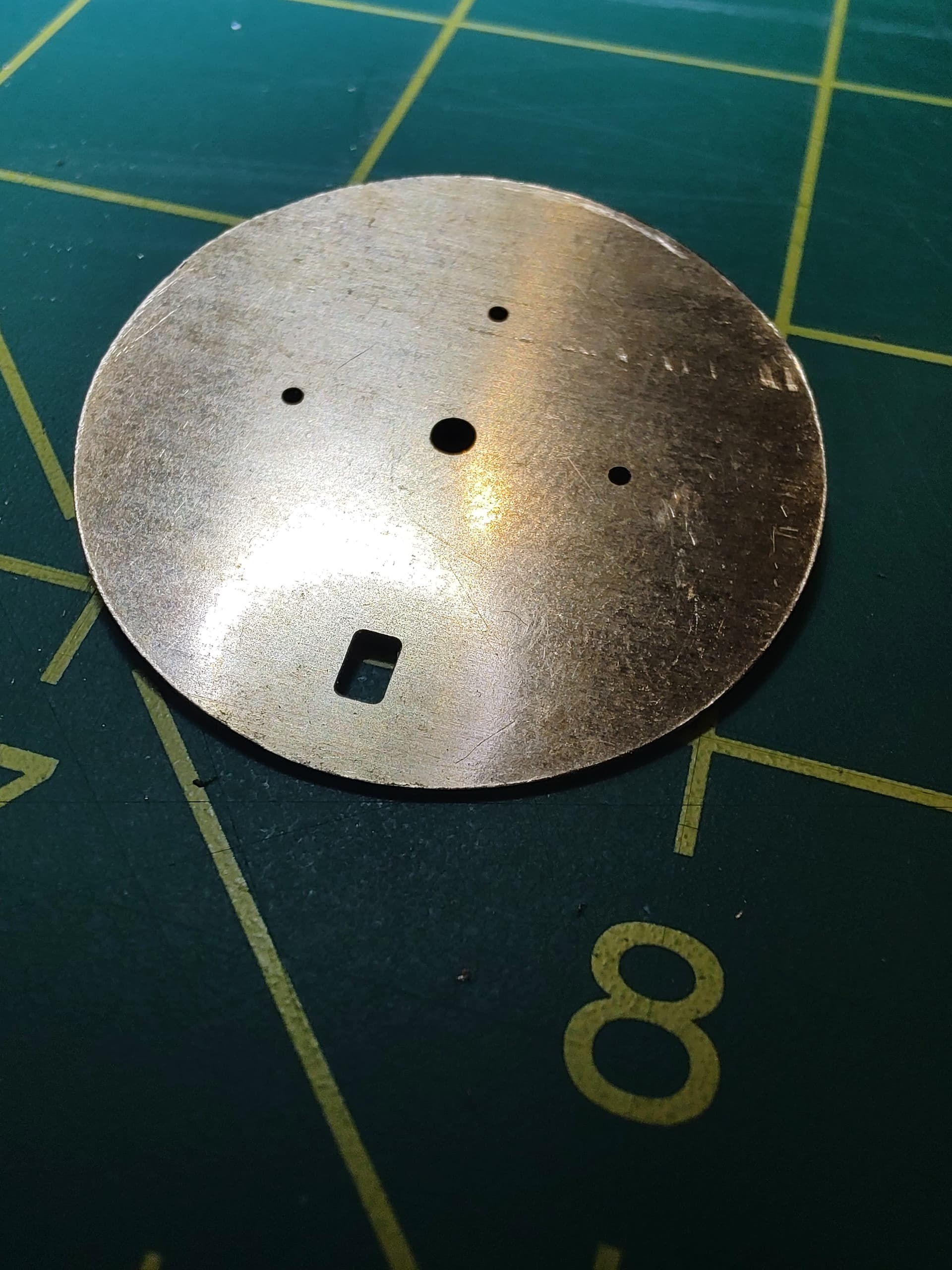
I have run one test, which used old and cheap tooling on an unknown brass alloy that didn’t go well, but I am not sure if I am ready to give up on it yet.
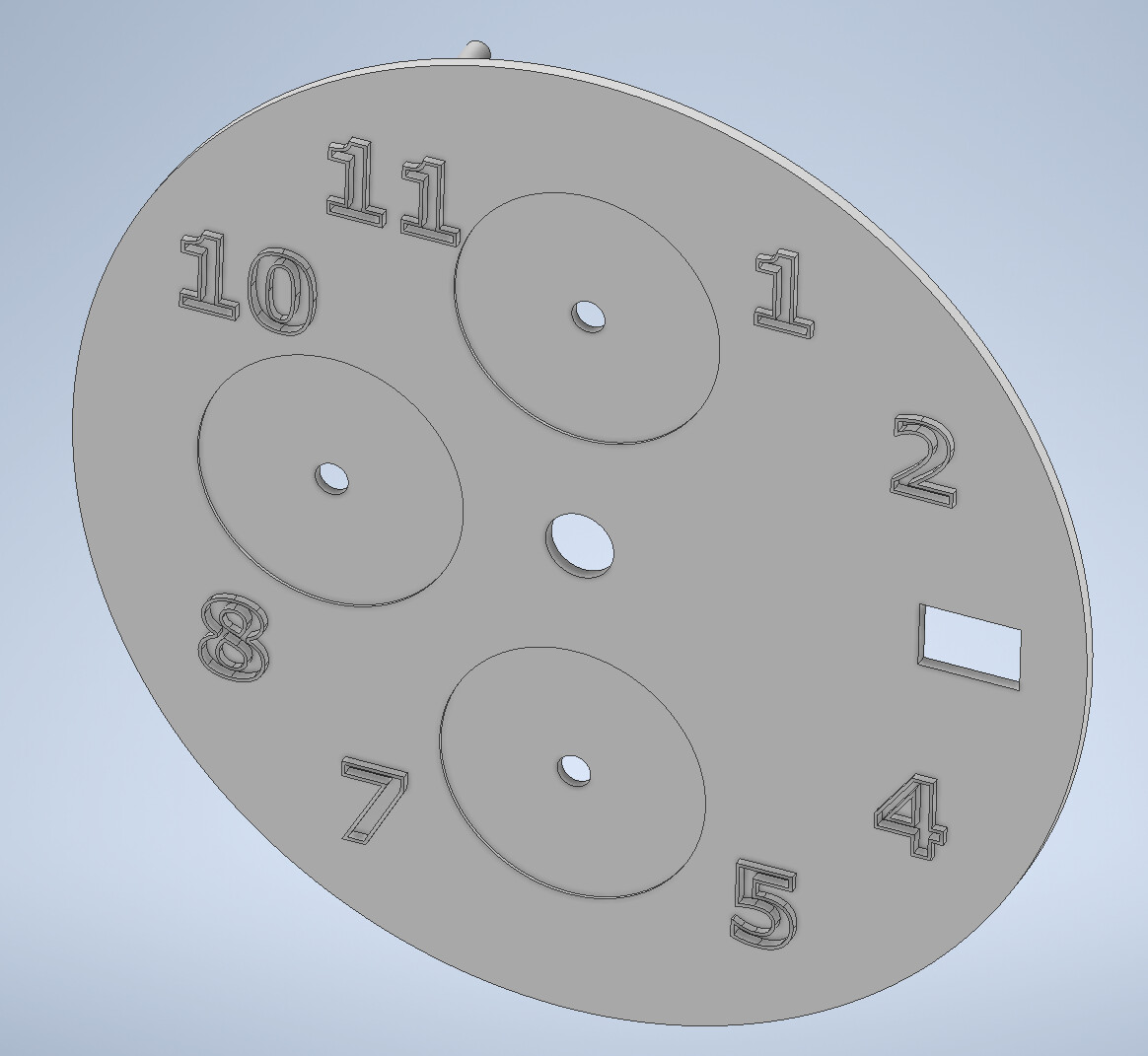
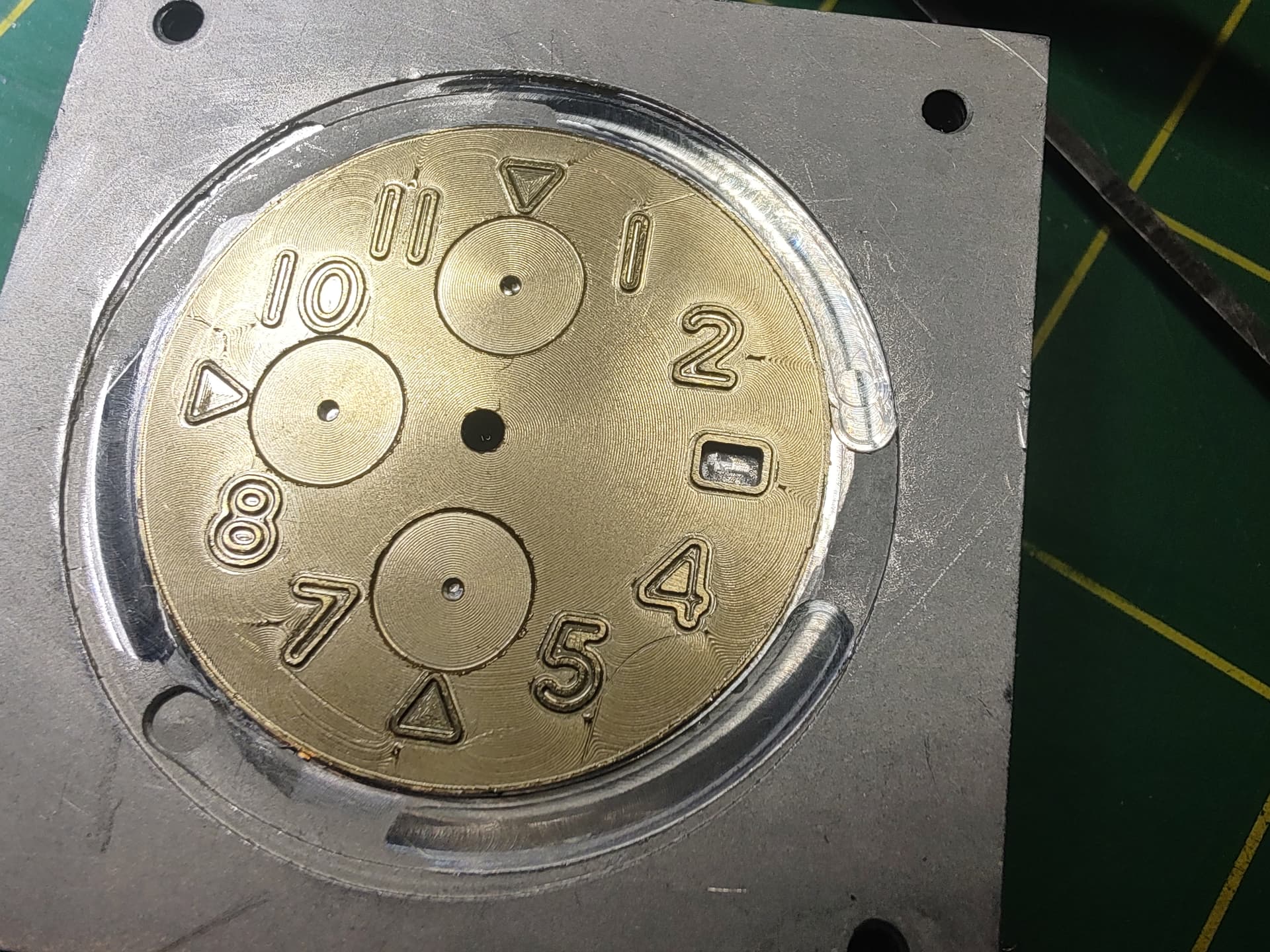
The dial I want to make is a 0.4mm thick wafer of brass with 0.5mm tall “embossed” numerals 1-12 projected from the surface. The numerals would be ~2.5mm in size (like the font size). Ideally, IF i can engrave very fine, they would also be slightly hollowed out in the middle to accept luminous paint.
My spindle can go to 24k. I had one, old, probably HSS .030 endmill which broke on my first test at .38mm doc, ~4mm/s. (10ipm). I felt the feed was slow, but when your part is SO small it looked super fast, so I would definitely slow that down. The engraving bits also dulled very fast, but not so much broke.
I’m thinking to try one more time with new tools and free machining C360 brass, but not sure if its worth it.
When I am home I will post a photo of my CAD model to give an idea of what I am after. Any tooling, process, material, etc recommendations?
Lessons learned? Thanks!