Update:
Original post:
Hi fellas ![]()
I know we aren’t many to use Fusion for generating Gcode for our CNC’s.
Nonetheless, I enjoy using it and have no plan on paying any soft for my not-so-frequent use of the machine.
But, as you might know, the main limitation on the free version of Fusion is the travel speed; said speed won’t exceed work speed, whatever you try.
So I dig a bit in the gcode world, and with the help of my dev brother, we came up with a Regex command to change that.
It’s not straight forward, but it’s much simpler and faster than anything I could’ve hoped for.
DISCLAIMER :: USE AT YOUR OWN RISK, I’M NOT RESPONSIBLE FOR ANY ERROR OR BREAKAGE OF YOUR MACHINE
If you know nothing about gcode, I STRONGLY ADVISE AGAINST USING THIS METHOD.
It’s mandatory to understand what you’re seeing in a gcode, and be able to know if it’s going in the right direction.
You also need VSC installed on your computer to use; notepad++ won’t do the trick.
So, how does it work ?
1- Generate your .gcode, as usual
2- Open VSC
3- Open your .gcode file in VSC
4- Ctrl + H, and Alt + R (or just select “Use Regular Expression” on the right of the box; if disabled, it won’t work)
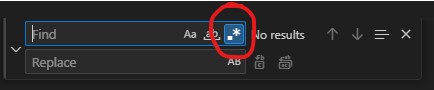
5- Copy - paste the magic formula in the “Find” section
6- In the “Replace” section, you’ll enter the second formula, followed by the desired value in mm/min
7- Slam enter for every result given, until it gets back to the top and replaced all values. You can keep slamming enter to go over a second time and verify it did the job.
8- Magic’s done, your movement will now be fast as … you want.
If you’ve come this far, and everything seems clear to you, and you’re ready to give it a go, and you’re fully aware of what you’re doing, AND ONLY IF EVERYTHING IS CLEAR, here is the magic :
(G\d{1,2} (X0 Y0 Z0|Z5 F\d{2,4})\n)(([;M].*\n)*)(G\d [XYZ]-?\d{1,4}\.?\d{0,3} ?[XYZ]?-?\d{0,4}.?\d{0,3} ?[XYZ]?-?\d{0,4}.?\d{0,3} F)\d{2,4}
And the replace part, where XXXX is the desired speed in mm/min
$1$3$5XXXX
Good to know : it works because the Regex will find instruction movements where Z=5, hence movement above the surface, and change the F value afterwards to move faster ABOVE the top of the stock.
I used Z=5, because I set my retract / clearance / feed height at 5mm above my stock.
If you use any other value, it won’t work !
You still can modify the Regex at your will, and adapt depending on the value you’re using ![]()
I hope this will help someone, some day.
And if not … at least, it helps me, and satisfies me greatly ![]()