So I have been on a quest to do some very accurate cuts and wound up with a problem that took several days to figure out but is pretty obvious in hindsight. Hopefully this post will help people avoid some headaches.
TL;DR : You have to use a metal rod the diameter of your mill to probe instead of probing with the mill or your cuts will be slightly off.
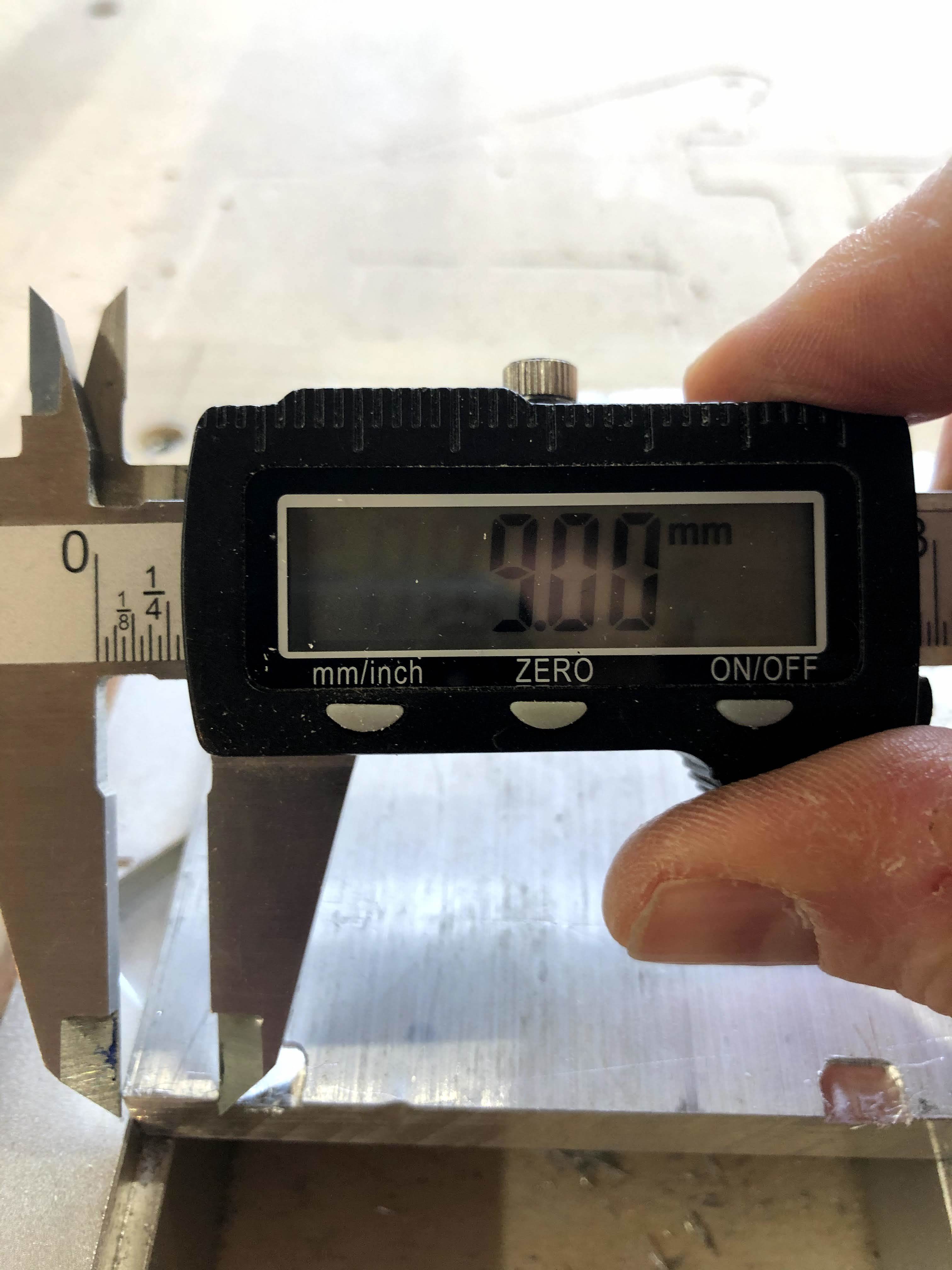
So this test cut was supposed to be 9mm from each edge:
I kept probing, recutting, trying different finishing passes… all my cuts were offset 0.5mm. Finally I followed this process: Probe XY corner with a rod the same diameter as the mill, change over to the mill then probe Z, then cut.
There are so many details it is pretty easy to get lost in the weeds sometimes. When I make cuts, I worry about all the other things sometimes I forget to flip a dxf depending on which way I mounted the pretty face of the wood!
I’ve been trying to think of a way to mount on the carriage a rod or small pipe vertically for XY probing that could drop down manually or with a servo but nothing I can think of would stay perfectly vertical within fractions of a millimeter… so for now it’s a lot of tool changes I guess.
Yep… but each probe requires a tool change… take the mill out, put the probe in, probe, take the probe out, put the mill back in. If I have to shut down between passes, same thing all over again.
Not for a Z-probe… Hint: Your endmills are 99.9% most likely electrically conductive. Change your mill, hook up your probe, clip the other end to your mill, probe using your mill, set Z, detach the probe (very important), and start milling again.
Yes that’s my process… take the mill out, put the rod in, probe X and Y, put the mill in, probe Z with the mill.
If I have to shut down between passes for some reason I repeat from beginning.
But… Why are you probing XY every tool change? That’s what Ryan was saying. Once you have that set, you shouldn’t need to probe XY again, provided your tool dimensions are correct in CAM, and that you don’t go man-handling your carriage, throwing off the XY coords. If you need to, build a parking spot for the carriage that has access to the collet where you can send the carriage for tool changes. Then just send it back to the previous XY position, but a safe Z, and re-probe Z using the mill.
I’m not sure why I can’t communicate this but I’ll have another go:
I don’t probe X and Y every tool change. On the first cut I do and it’s a hassle changing out the bit, putting in the probe, then putting the bit back in on the first cut.
Sometimes I also shut down between passes… for example if they take a long time and I need a break or my bit winds up getting dull and I have to switch back to fusion to create a cleanup pass with a new bit I don’t necessarily have time time to do it that minute and need to be able to come back to it later. Then the process starts all over again after I turn it off and come back to it later.
It’s not precise enough… it’s pretty close but can vary up to 0.4mm - edit ** 0.04mm**
It would be interesting to figure out a way of getting it more accurate… sometimes I wonder if a ‘slow home’ option would help where it homes at the regular speed then a second time slower. Maybe microswitches just aren’t that accurate. There are some contactless ones out there too.
OK, yes, you will have to probe X and Y every time you restart. The way I was reading it was that you were probing X and Y every tool change. The only thing I can think of to make life easier would be to use a probe plate that is well over 1.5 to 2 times the length/height of a flute twist of your mill, that way, you’re sure to make contact with an outer edge of your mill, rather than an inner edge of a flute. Just remember to take into account the thickness of your plate, just like with Z probing.
Unless you’re using your stock as the probe plate (I see that you’re milling Aluminium)… Then I suggest maybe using a probe plate.
I’m just trying to figure out how you ended up with both pockets off by .5mm in the same direction. You are taking into account the diameter of the mill, right? But that would throw things off by 1.5875mm (or something thereabouts, I pulled it out of my head)… Are they the correct depth/length (Y)?
Yes I am accounting for the diameter of the mill… also the same probing sequence works with the 3.175mm rod and not the 3.175mm mill. I also drilled a hole in hardwood with the mill and verified the hole as 3.175mm. I think I just got ‘lucky’ and the mill was rotated so the cutting edge at the tip I was probing was inset 0.5m. This caused everything to get skewed forward Y+ 0.5.
OK. Makes sense. Hope I didn’t come off as condescending or otherwise obnoxious. As a former computer tech support analyst, I also had to ask people if they’d plugged in their computers, monitors, video cables, and turned everything on… Regardless, it sounds like you probably have a good bead on a way forward. I don’t know that there’s anything else I can add, except good luck! Let us know how things go. I’m sure there are others who will be coming online soon with better/different ideas than mine.





 Regardless, it sounds like you probably have a good bead on a way forward. I don’t know that there’s anything else I can add, except good luck! Let us know how things go. I’m sure there are others who will be coming online soon with better/different ideas than mine.
Regardless, it sounds like you probably have a good bead on a way forward. I don’t know that there’s anything else I can add, except good luck! Let us know how things go. I’m sure there are others who will be coming online soon with better/different ideas than mine.