Have you set the zero position for XY before running the gcode and zeroed out the Z height (not sure if you are using a probe or just eyeballing it with a piece of paper)?
And just to ask where you are coming from - have you followed the tutorials and successfully run the test crown? Wasn’t sure if you were diving right in to trying out Vcarve or stepping up from something like Estlcam.
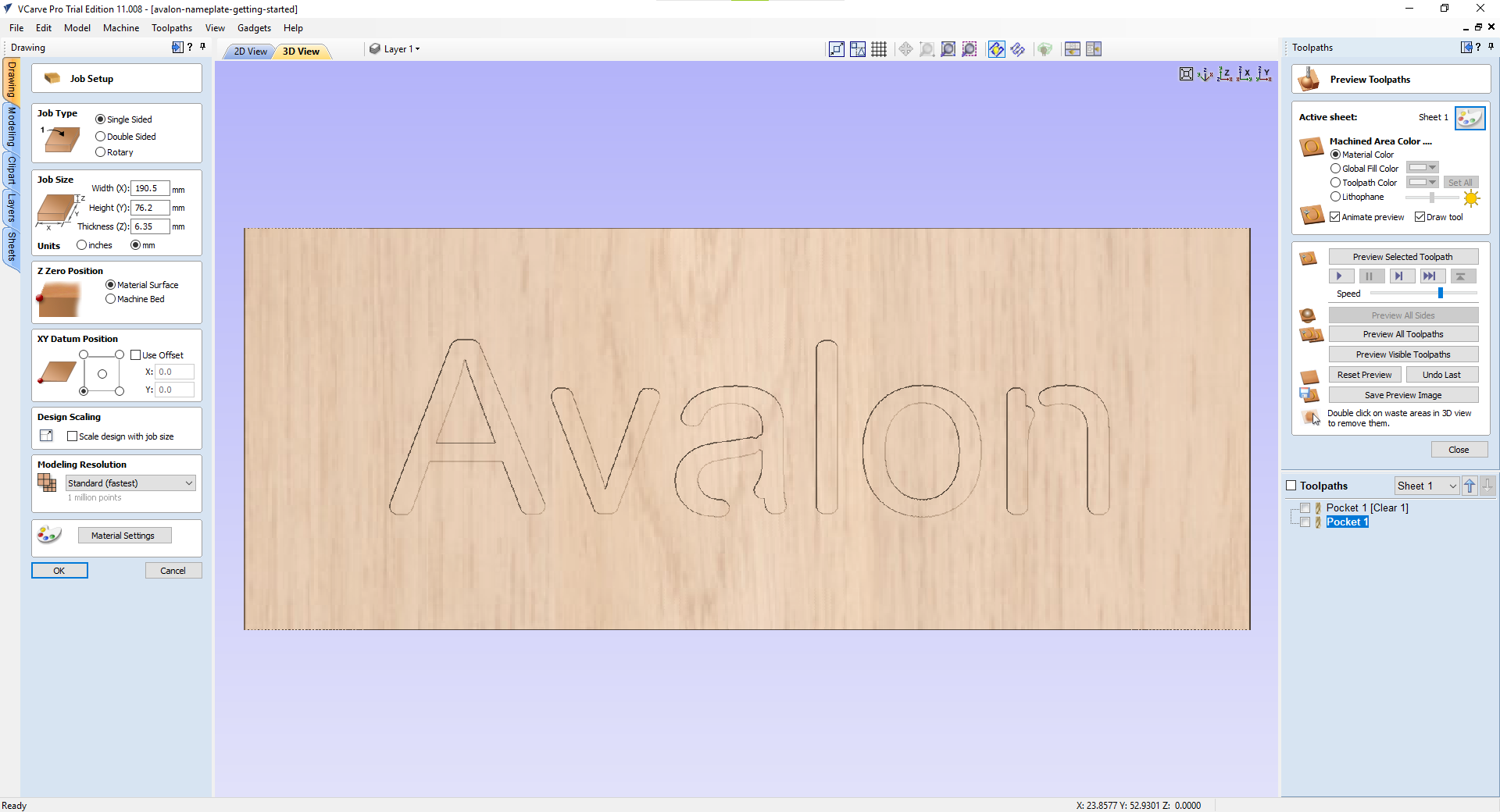
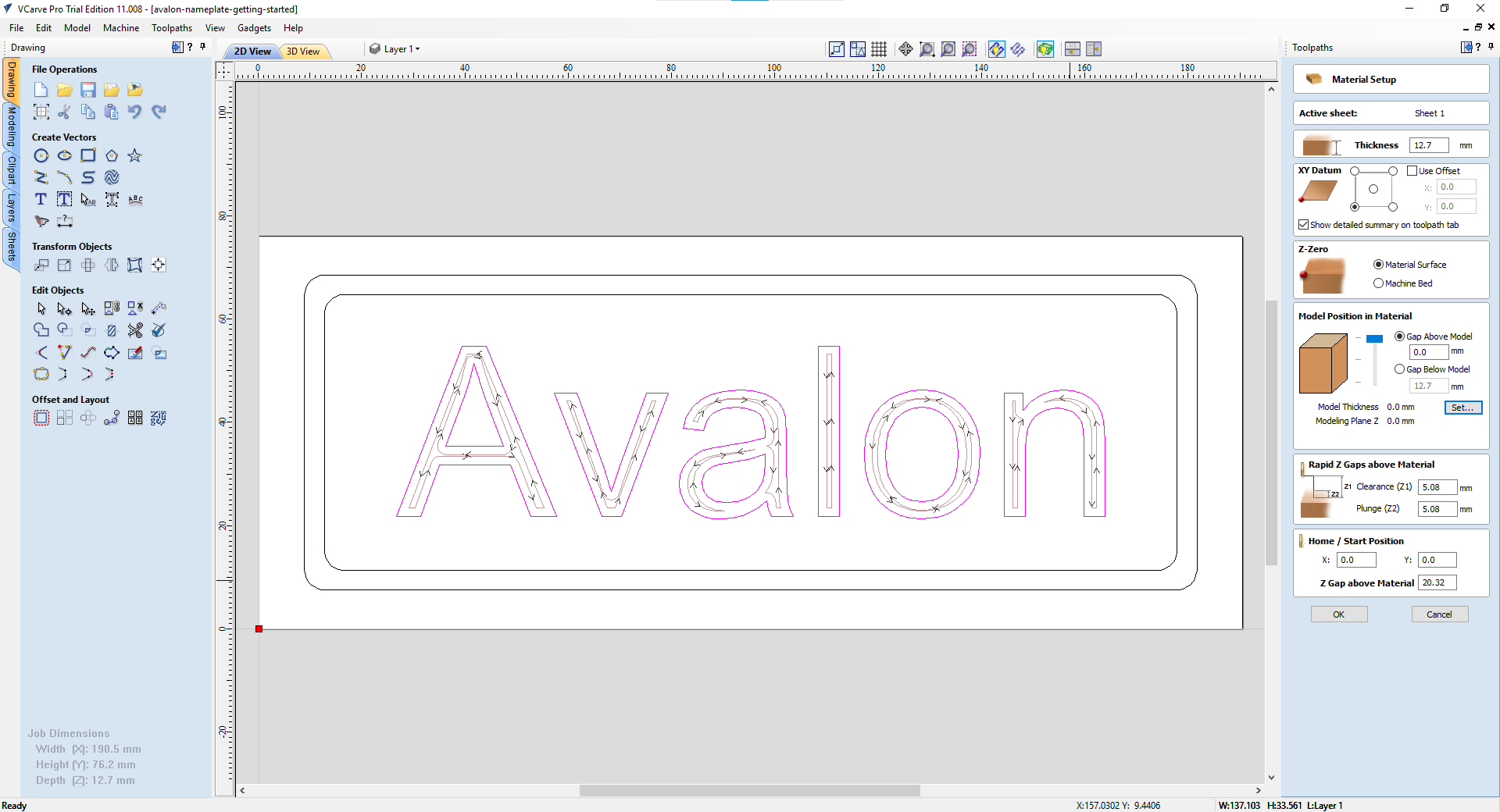
What is your Vcarve job setup like? For example, have you zeroed your Z in the center but expected the cut to start at the bottom-left? If that is the case, is your XY Datum set to the bottom left?
If you manually job the tool bit to the expected start of the cut, does the gcode then run correctly?
it doesnt look like it runs properly. When i start the cut the machine is just plunging down into the piece as if its not there. the X and Y does not move at the start of the cut either.
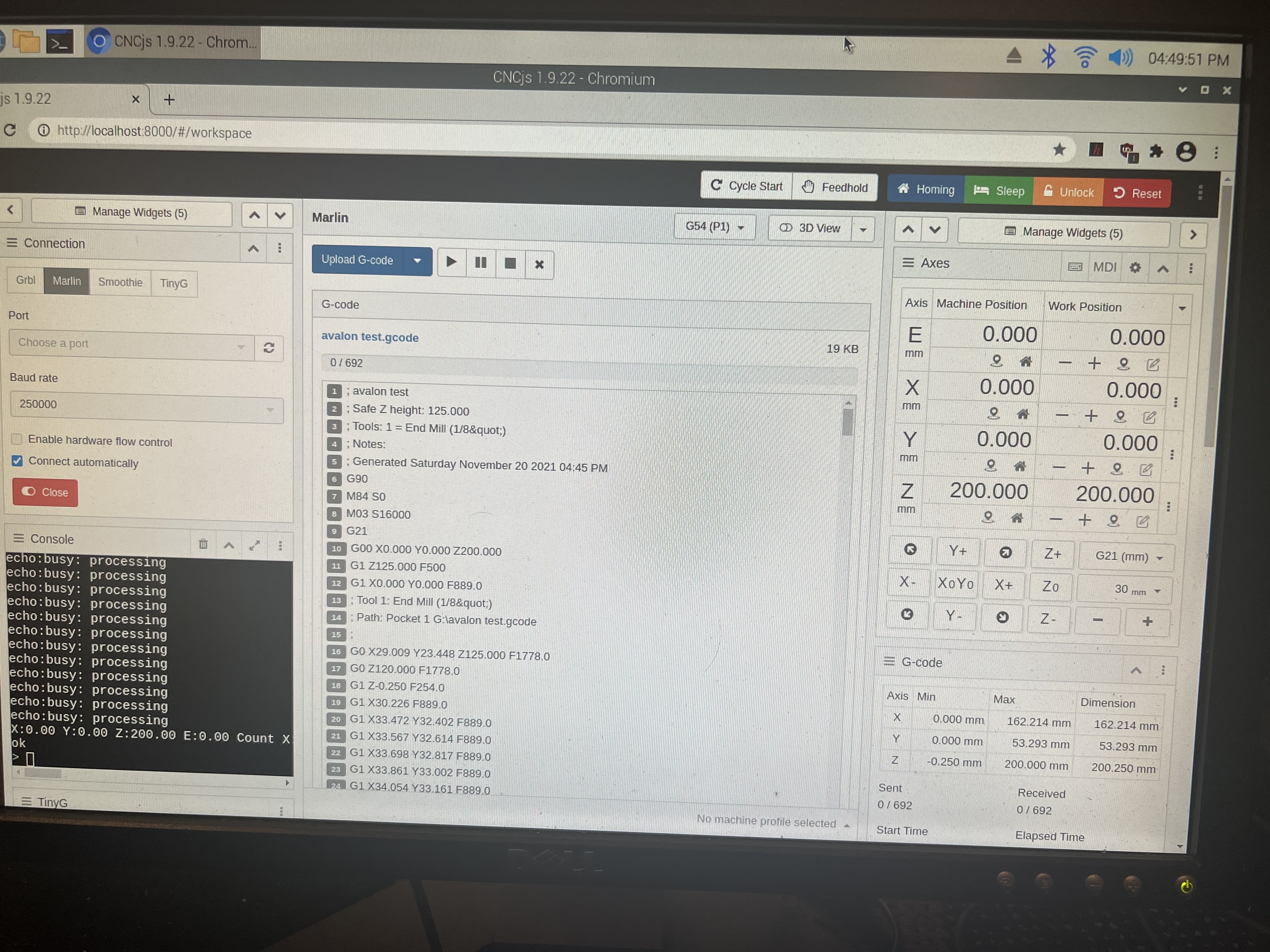
OK yeah that’s why it’s behaving like it is - it thinks your Z is all the way up so it is lowering it. It looks like you changed the gcode file from the original one since your Safe Z height is now 125?
(I am running the dual end stop code.) Z homes up to max height (until it hits the limit switches). Touch plate probe homes down.
it sounds like we have the same setup. i did change the Z safe height to see if thats what was causing the machine to freak out. so what should i be doing differently? or how should my post processor be setup?
So that time it acted a little different. after giving it the commands you listed. i started the gcode and the machine when to it max height but continued to try and push past the sensors.
Edit: i ran what you said again and that seemed to work fine. not sure what happened the first go round.
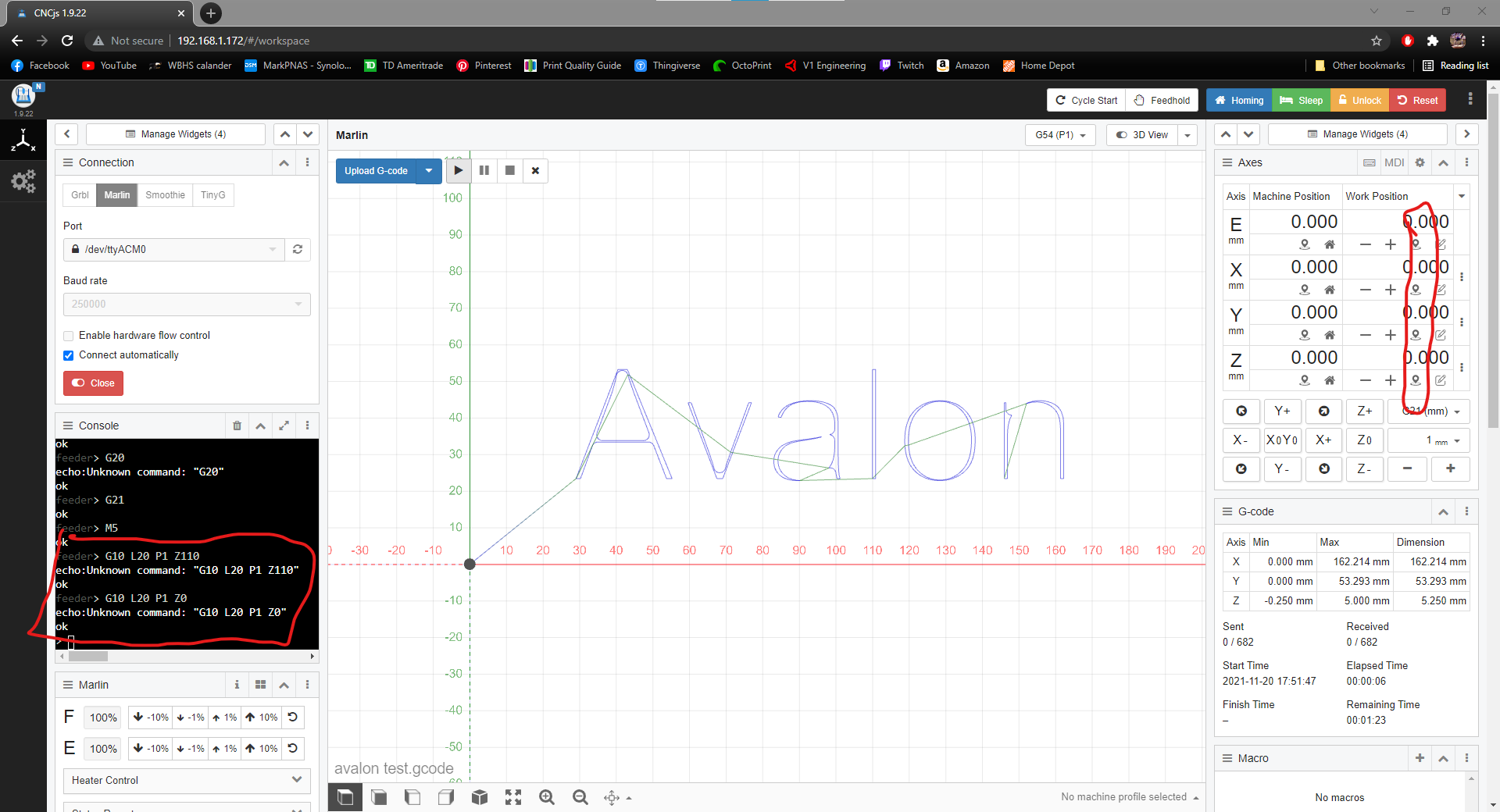
So this is something i noticed. i normally use the zero out work offset button. i get an unknown command when that happens. is there something different with those buttons?