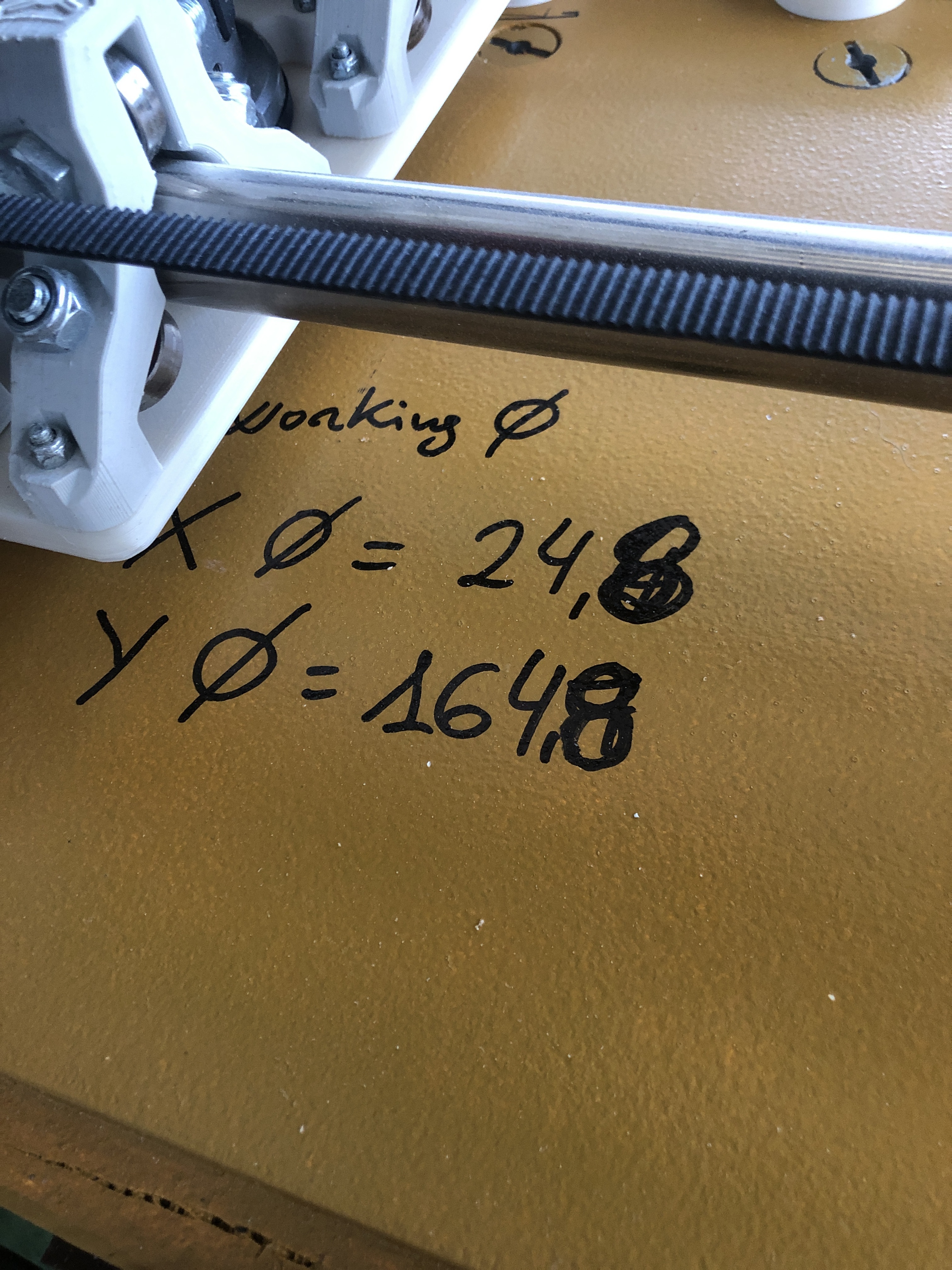
I also designed a squared holder for my spoil and working wood…with a hole in the corner where i’ve established to be my working zero…and it works !!!


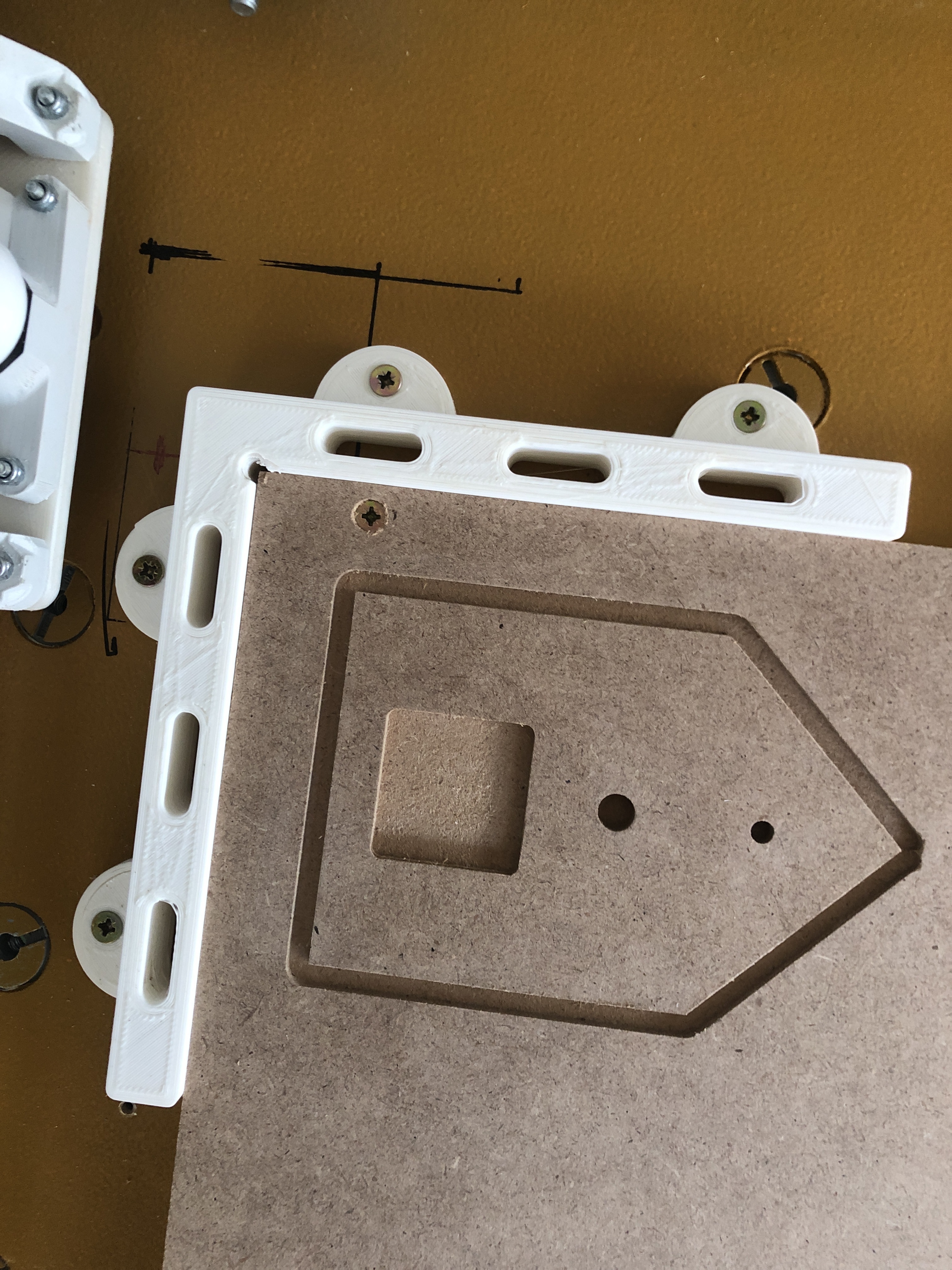
Now I can repeatedly move my gantry to this X and Y coordinates to start always at my zero…
I also designed a squared holder for my spoil and working wood…with a hole in the corner where i’ve established to be my working zero…and it works !!!
Now I can repeatedly move my gantry to this X and Y coordinates to start always at my zero…
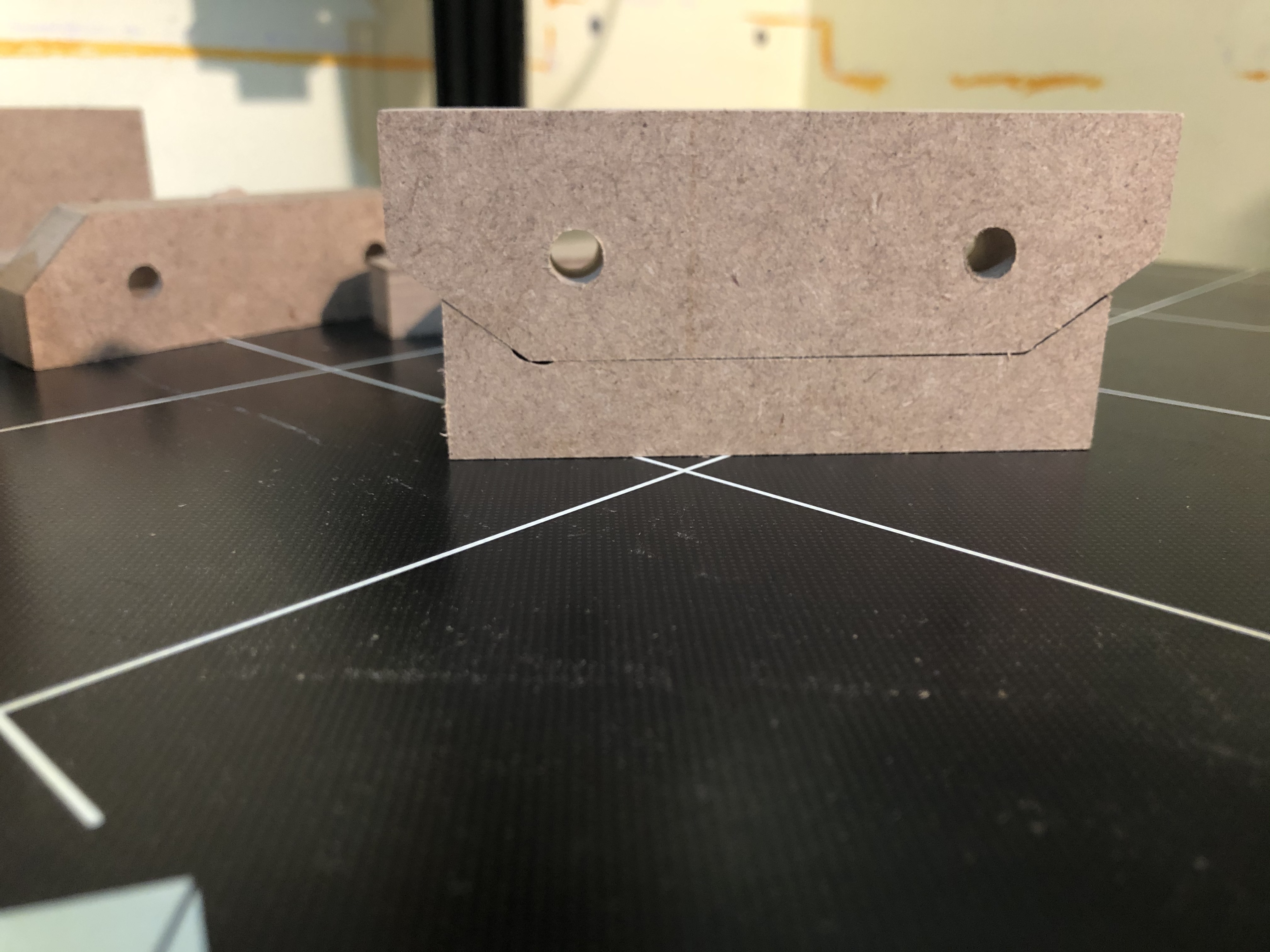
Helical holes are not 10mm as intended…guess the bit is not 6mm but what the plunged hole shows…around 5.9mm…so if it’s done 3 passes it’s lost around 0.3mm which makes sense to me. Something to consider when designing…
In which case, would it not be better to define that tool diameter in your CAM software, and still design the part to be as you want?
It has just as much to do with the operator as it does with me so congratulations to you as well my friend.
That will be my first option, doing another helical routing test and see if it solves the deviation…which it should… …but yes you’re right there my friend.
…but yes you’re right there my friend.
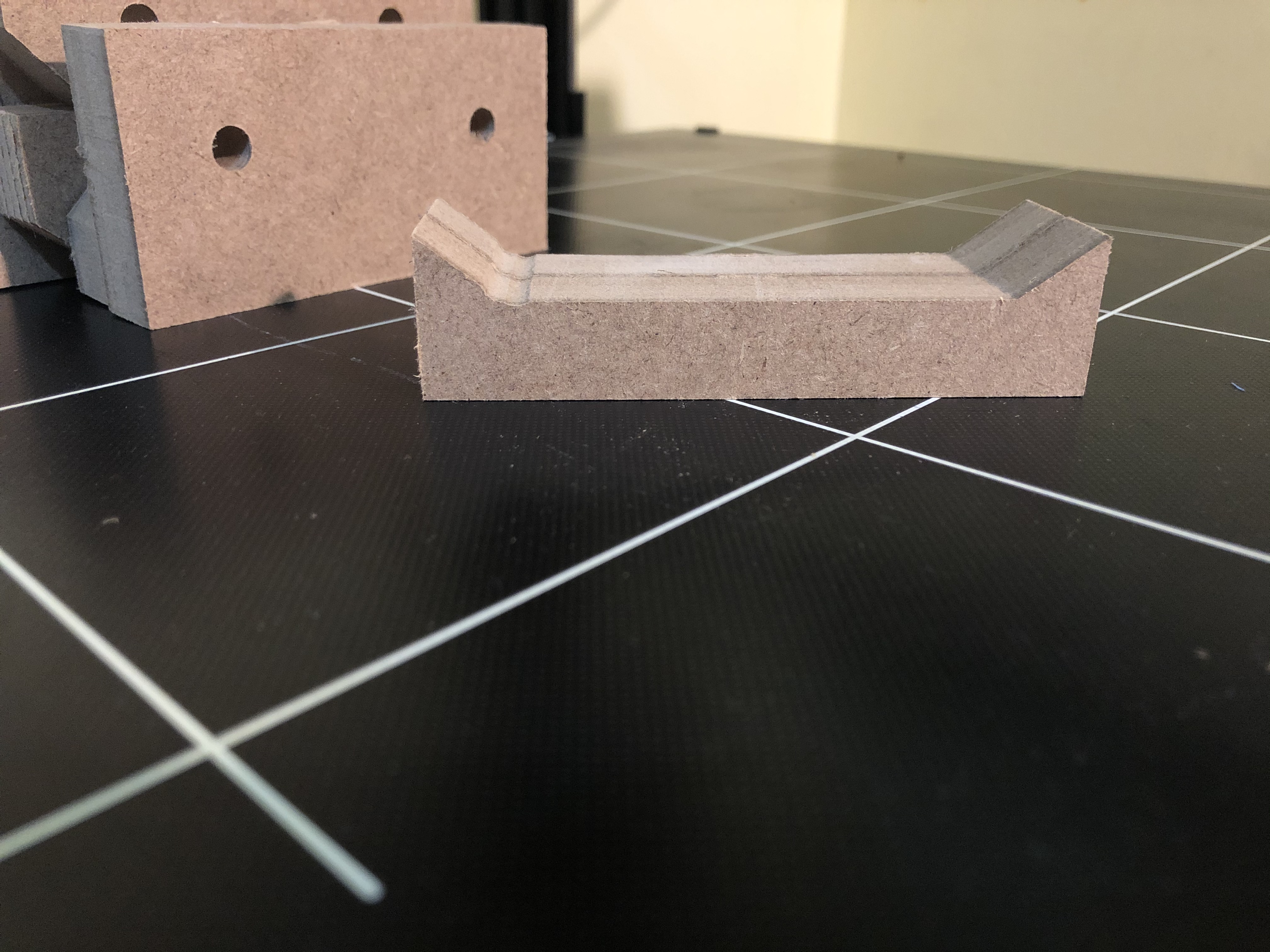
Once the bit diameter has been adjusted to reality the results are of unbelievable accuracies…can’t believe my eyes…and repeated parts are consistently cloned…I’m a happy man with a finely tuned machine !!!
All done on a 6mm…actually 5,92mm single flute CMT bit …here are my parameters used…sure I can push it a bit faster but next cut will try at the same feed speed but higher DOC.
How about the best of both. I really like “Up Down” bits, and in particular have had good luck with the ones from Align Carbide (1/4" 2 flute):
https://www.amazon.com/gp/product/B082S6C8WJ/ref=ppx_yo_dt_b_search_asin_title?ie=UTF8&psc=1
I run these in both my Low Rider and bigger commercial machines. The above bit is cheap by miles over the ones I used to buy, and lasts just as long. They can be pushed really hard/fast, but work a treat at low speed on really hard wood without burning… I find these really forgiving…
I’ve also found a cheap but decent brand for 1/8th single flute bits…
https://www.amazon.com/gp/product/B07P84YFS9/ref=ppx_yo_dt_b_search_asin_title?ie=UTF8&psc=1
Hi @mperino have you used the second ones ? I can’t order the first one from where I live but found the second ones… SainSmart Genmitsu 10 piezas Nano Blue Coat Flat Nose End Mill CNC Router Bits, 1/8" Shank Spiral Upcut 2 Flute End Mill Set (3.175 x 17 x 38mm)
Yes, I have. The second ones are “Good Enough + Cheap”. They cut wood and plastic well.
They get dull after a while, and break at about the same rate as any other 1/8" bit (mostly due to user error).
The coating is worth it especcialy if you are doing plastic, or are fiddling with speeds and feeds. It does a decent job of keeping chips from sticking if you are still trying to find the sweet spot.
Thanks…then I’ll order some of these to give them a try.
Àlex
If your router has a standard 1/4" collet remember that you’ll need a “Collet Reducer Adapter” to go from 1/4 to 1/8.
Those adaptors have had rigidity and holding problems in the past. Better to find a collet for your router that is 1/8" size.