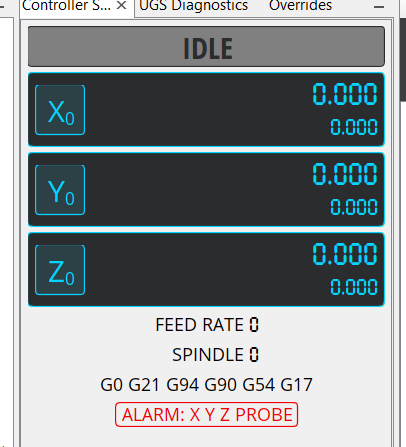
I have build a cnc with an arduino UNO + shield. I am controlling it with UGS 2.0.13. UGS is giving an alarm “alarm X Y Z probe”. I am not able to move the cnc with the jog function or setup wizard. I already uninstalled the plugin for probing but it did not solve the problem. Does somebody have an idea how to solve this?
These are my settings;
**** Connected to COM3 @ 115200 baud ****
Grbl 1.1h [‘$’ for help]
What CNC shield are you using? How is the probe connected, and is it separate from any end stops?
It’s been a while since I used UGS, but I think it was considered normal for the machine to start up in a “locked” state. A control key (I don’t recall whether it was control-X or control-u) was needed to unlock the machine if you didn’t have the homing cycle enabled.
If you’ve got the Protoneer v3.00, you’ll need to swap the Z endstop and SpindleEnable wires as they have been remapped in later version of grbl fimware to allow PWM control of spindle speed.
I was thinking $X. It is in between our guesses. Probably.
Grbl wants a home command before any movement. You can disable that. Or disable the endstop pins/functionality. Or you can disarm it whenever you restart it.
It appears your controller thinks all four sensors are in the ‘incorrect’ state, so…assuming that your spindle is NOT operating any limit switches you need to change your $5 GRBL setting to $5=0, this will remove the X,Y and Z indications. Also assuming you do NOT have the probe pin (which is SCL) connected to ground you need to change your GRBL $6 setting the $6=0, this will remove the ‘probe’ indication, finally, once all the alarm indications have been removed, UGS will startup in alarm mode, this is to force you to perform a homing function so the controller knows where the spindle is. You can do the home function by pressing the ‘Home Machine’ button in ‘Common actions’ tab or by sending a $H in the console, You can alternatively bypass the homing function by either pressing ‘unlock’ in the ‘common actions’ window or sending a $X in the console window, this should return your controller to the ‘idle’ state and allow you to jog ok. However, the controller now doesn’t know where the spindle is so you need to be careful not to manually crash the spindle into a hardware limit. Once you have the spindle where you want it you can tell the controller that the spindle is at 0,0,0 by either clicking ‘Reset Zero’ in ‘Common actions’ or by sending ‘X0Y0Z0’ in the console.
Just noticed you have $22=0 so ‘homing’ the machine is not an option! So you have to use $X to get the controller out of ‘Alarm’ and into ‘Idle’
Perhaps worth mentioning if you do want to enable Homing you need to be careful because any of the axis’ may not move in the correct direction so be ready to disconnect the power before the carriage hits a mechanical limit!