Well I have lost my TPU cherry today but can’t say it went smoothly. I am using a standard 95A TPU.
I am using a 0.60mm brass nozzle and printing with a restricted volumetric flow of 3.6m3/sec. Twice I have had a filament blockage mid print but not at the nozzle. For both prints the first layer went down well. The blockage I get is after my extruder but before the hotend where there must be enough play to allow the flexible filament to kink up.
I am thinking to try a print with no Pressure Advance and no retractions so the filament doesn’t go backwards as much. These are currently set with PA=0.04 and retractions = 0.4mm @ 30mm/sec.
Any advice or experience you guys can share? Is Pressure Advance used on TPU prints?
What printer/extruder? What speeds are you running? Pressure advance should only be needed if you’re running fast with a lot of time spent accelerating. The few TPU prints I’ve done I’ve kept movement pretty slow so I didn’t bother with PA. No idea if that helps or not.
Absent any other ideas, I’d try running slower and turn off PA. You could also try upping the print temp a little which will make it easier to feed.
I have a Voron Stealthburner toolhead on a Core XY converted Ender 5 Plus. Called a Zero G printer. I am a bit surprised the TPU is giving me some grief.
Tomorrow I will try with PA turned off. Do you think there is any benefit in turning the retraction off also? It is a direct drive extruder and I was only using 0.4mm of retraction on the first trial?
I don’t know anything about the stealthburner but I’d assume it’d be pretty sweet for TPU.
I’m not sure about the retraction side, I’d have to check to see whether I had retraction turned on or off. I’m pretty sure it’d just be whatever the Creality default was.
If it were me I guess I’d probably start by trying the ‘safest’ option which is probably with retraction off and see how that goes, then turning retraction back on again if it’s not jamming and I want to improve the quality/stringing a bit…
It may depend on the print, if it has a lot of retractions without much printing it might be moving the same piece of filament back and forth a bit in one spot. Is this for the TPU bristles?
I have only tried TPU once, used a 0.4mm nozzle and got an instant extruder clog. If I were to try again I would use a 0.6mm nozzle and with retraction off.
I would turn the retractions off and leave pressure advance on. TPU can be pretty fickle and sounds like you are getting heat creep bad. Also loosen the grip on the filament at the extruder. with 95a you might be able to go up to around 5mm³/s. I believe that’s where I cap mine at. that will let you move it through a touch faster so its not sitting there quite as long.
I had the filament squeeze out a couple times myself. Basically just slowing everything down has worked the few times I’ve used it. I’m guessing the 1 roll i have will last me roughly 25 life times.
Have you dried this TPU? I’ve seen pretty bizarre results happen with TPU that hasn’t been dried. No issues with dry TPU… so much so that I’ve been surprised by the amount of trepidation surrounding printing with TPU.
I don’t think wet TPU would cause issues between the extruder and hot end? Certainly doesn’t hurt to dry it, though.
The heat creep one is a good point. If you’re printing too cool then the nozzle pressure might be too high for your flow rate. Either lowering the volumetric flow rate or increasing the temperature would help with this. On the other hand if it’s a heat creep issue softening the filament between the hot end and the extruder then either of those changes will make it worse and you should either lower the temperature or print faster (or improve hot end cooling). Tricky.
I agree with this. But I think its more his retractions pulling the hot filament where it shouldn’t be. I have always heard to turn retraction off for TPU. But it may just depend on the hotend/extruder setup. I seem to remember hearing that the stealthburner wasn’t the best for cooling, but I always thought that was for the part cooling not the hot end cooling, but maybe both. I’ve never used that tool head before.
I just checked the settings I used last time I printed TPU and it’s using a 0.4mm retraction at 30mm/s vs the default setting for PLA which is 0.8mm retraction at the same speed. With a different printer, of course, so who knows.
I don’t know anything about the Stealthburner either but given that the Voron design seems to be targeted at high end performance I’d have thought it’d be ok. From a quick google it appears that my assumption there might not be correct. Also Stealthburner appears to be specifically the hotend/fan combo and Clockwork 2 is the extruder? And together they would make up the toolhead I guess. I dunno, I definitely don’t feel like I fully understand what’s going on there.
There are a few threads on the Voron forums, FB groups and Github with people saying that the clockwork 2 extruder gears don’t get a good grip on TPU and slip.
It’s probably pretty tricky to diagnose exactly what’s going wrong, but it could be slipping in the gears, could be buckling between the extruder and hot end and that could be due to filament path, heat creep, excessive nozzle pressure, not enough gear tension, all sorts.
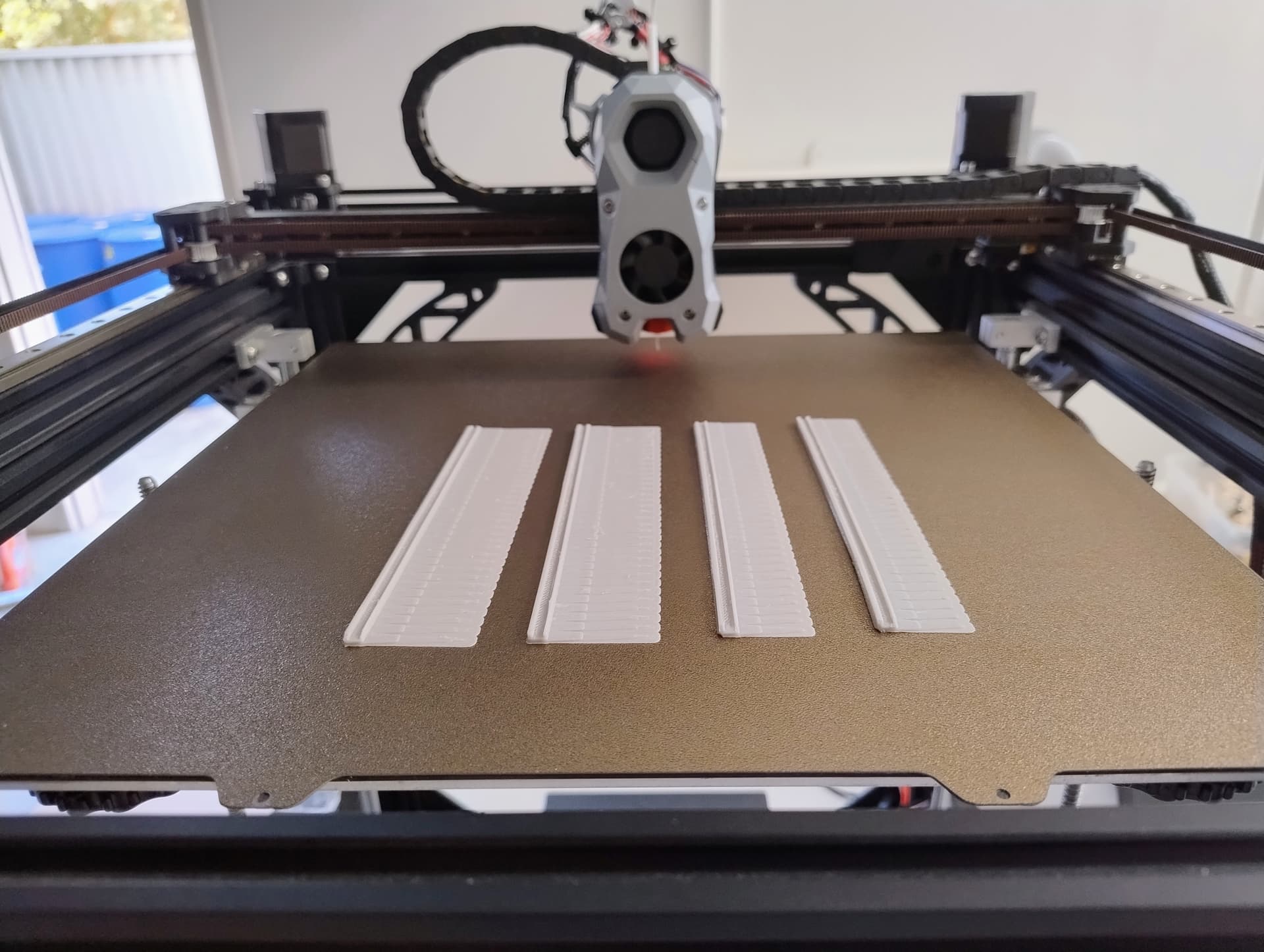
Got a set of both 22m and 32mm bristles. But when I printed 2x 32mm bristles together I got another blockage at the extruder. I think Jonathan is onto something by suggesting heat creep making the filament buckle at the extruder. Jono, my extruder is the Galileo but I have also used the Clockwork 2 successfully with hard filaments.
I didn’t dry the TPU as it was new out of the box and it feel like I have been living in a filament dryer here lately. Over 40 degrees of dry heat most days last week!
Anyway thanks for the feedback. Going back to PLA for a while now but happy to have got these bristles done. Cheers
I find the bristles are too flimsy to hold the chips in long enough for the vacuum to do a good job. If you take the design and thicken the bristles, they do a much better job.
Then you are doing something wrong. There are no chips being evacuated at all on my CNC, I have two sets of shoes though: one with long bristles, one with short.