To get Estlcam to offset the paths the correct distance for a 20 degree bit with a 1.5mm flat, you could set Z zero 4.25mm above the material and add 4.25mm to your desired Depth limit.
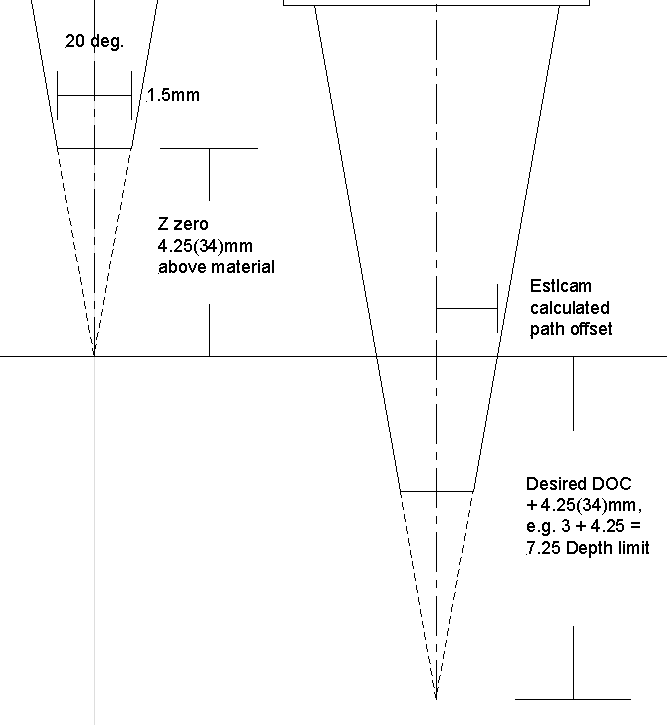
(…above corrected .75 > 1.5 flat)
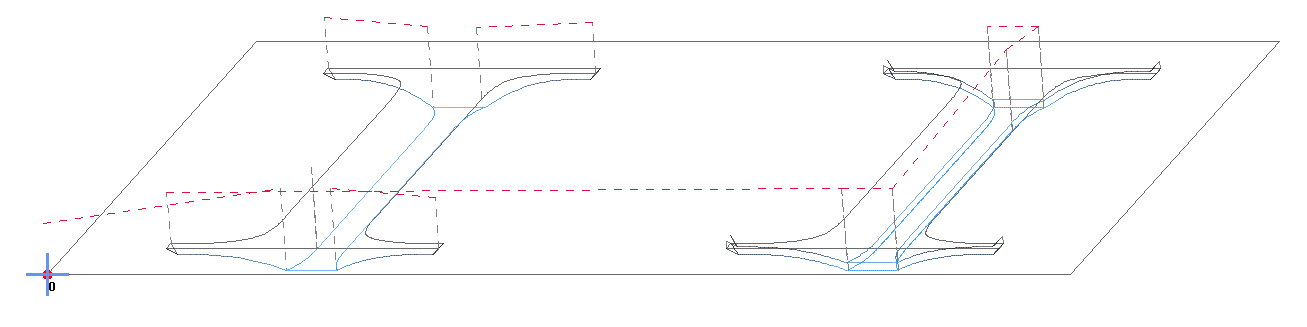
While the hole and part Finishing allowance (w/o a finishing tool) will only change the offset (resulting in a bigger or smaller hole/part), the carving Finishing allowance only adds a finishing path/pass (image right) that is identical to the the one(s) above.