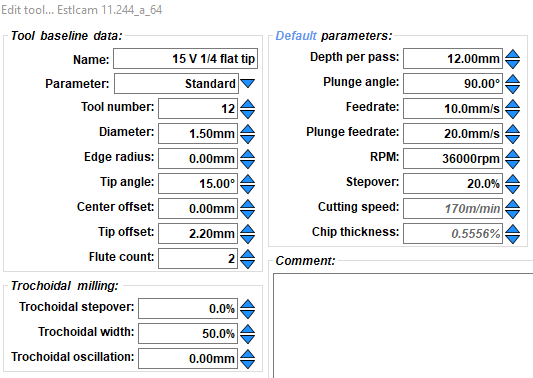
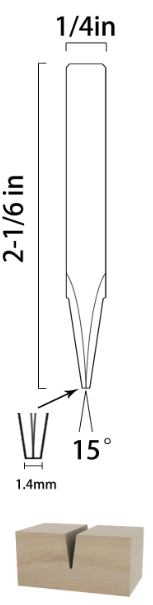
I have this 15 degree v-carve bit that has a 1.5mm flat tip. It’s a great little carving bit that can also handle the carve pocketing on smaller jobs. I like not having to change the tool. In any case, I’m struggling with the settings for this tool. I gave the tool a 1.5mm diameter for the tip, but also specified the 15 degree tip angle. To compensate for the flat spot instead of the sharp tip, I set the tip offset to 2.2mm, which is my best guestimation. The problem is that when this tip plunges to depth, it is carving too much material up higher. For instance, my fonts are too thin with this bit.
I’m looking for some advice so that Estlcam will use the tool properly.
I’m not sure what the center offset or tip offset are, but I’m pretty sure the diameter is the maximum cutting diameter, which in your case is a bit less than 1/4 inch.
If it were me I might define two bits, one as a 15 degree v-bit and the other as a 1.5 mm straight endmill. Calculate the difference in depth so you can offset appropriately to carve with one bit and clear the pockets with the other bit.
Does that just apply to chamfering/rounding/profiling? I would like to use this as my carving and pocketing tool. There is no smoother pocketing than what this bit can do. Ultimately, I want to eliminate the bit change. With the bit change, it never cuts EXACTLY where it should between pockets and carves.
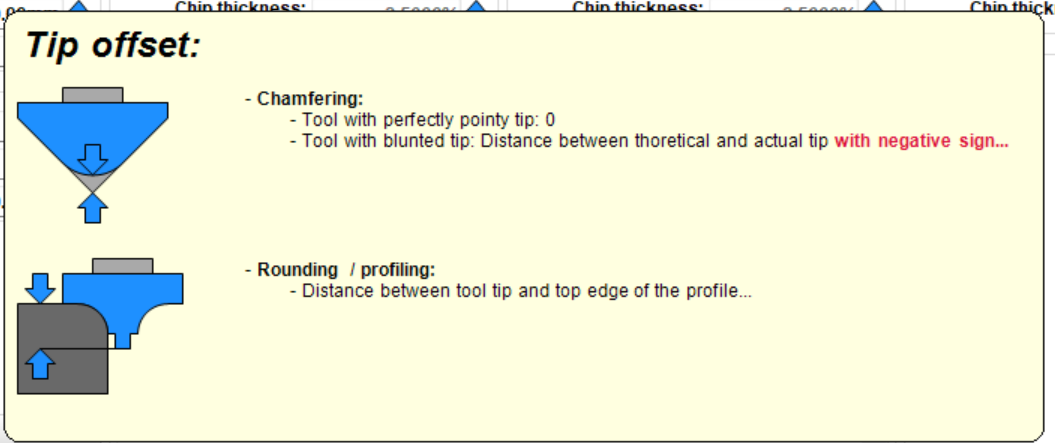
As Jamie said, tool diameter is always the largest possible cutting diameter. Following your link I see a 20 degree bit (not 15). Both Center and Tip Offset only work when the tool is used as a secondary chamfer/radius tool (the bottom/rounding image seems like it should be bearing post height).
Using a Finishing allowance of .75mm (1/2 your tip flat) should work, but I’m not sure if it will because the preview screen paths don’t move .75mm like they do on the edit screen.
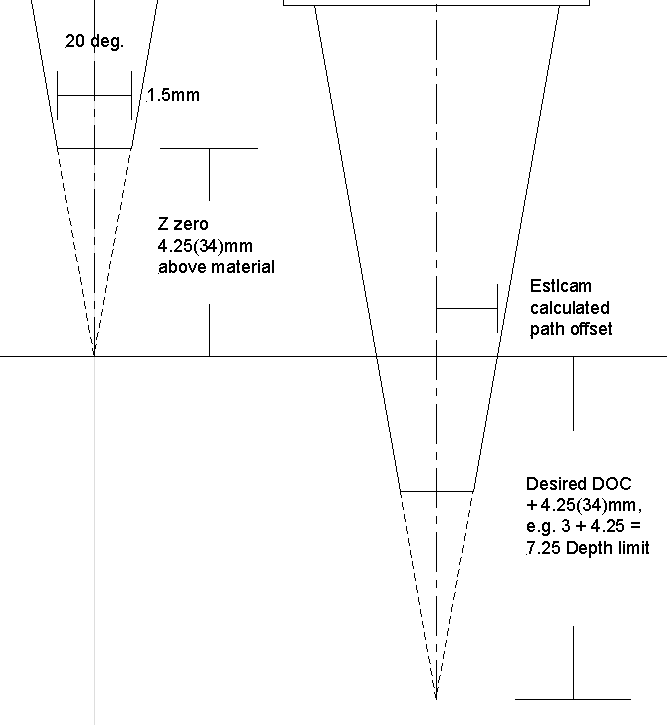
To get Estlcam to offset the paths the correct distance for a 20 degree bit with a 1.5mm flat, you could set Z zero 4.25mm above the material and add 4.25mm to your desired Depth limit.
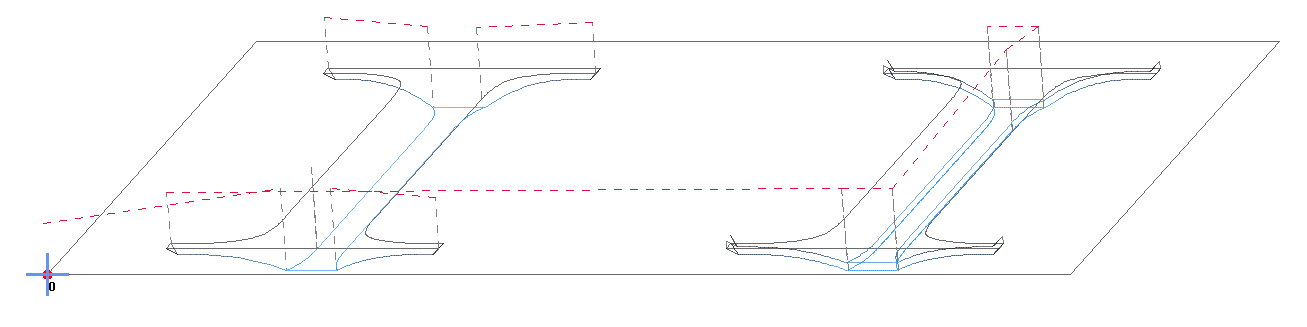
While the hole and part Finishing allowance (w/o a finishing tool) will only change the offset (resulting in a bigger or smaller hole/part), the carving Finishing allowance only adds a finishing path/pass (image right) that is identical to the the one(s) above.
6 months later, I’m finally getting back to this bit. I’m determined to make it work. The tool changes are brutal - throwing off the machine just enough to destroy the project. I really like @dalrun 's solution. This is however a 15 degree bit, not a 20. The link I provided is for the four-pack, which includes a sharp 20 deg bit, but the one in-question is this guy:
This seems like complex math to come-up with the correct adjustment to the z-zero. For now, I’ll go with some trial and error figures until it looks right. I’m not after precision - I make novelty signs that should look decent. Thanks for the z-zero suggestion and the desired depth adjustment. I’m giving it a go.
Using ChatGPT as my universal plain-English calculator, I asked it for the height of a 75 degree cone with a 1.4mm diameter base. A 15 degree bit is essentially a 75 degree cone. The answer is 2.8mm.
My thickness probe is 1.3mm. In the startup gcode, I subtracted 2.8mm, which gave me this:
G92 Z-1.5
On my project, I want a 3mm depth. I added 2.8mm to that for 5.8mm
BAM! Perfect cut, the first time. I just need to remember my wonky G92 Z setting when I change the bit.
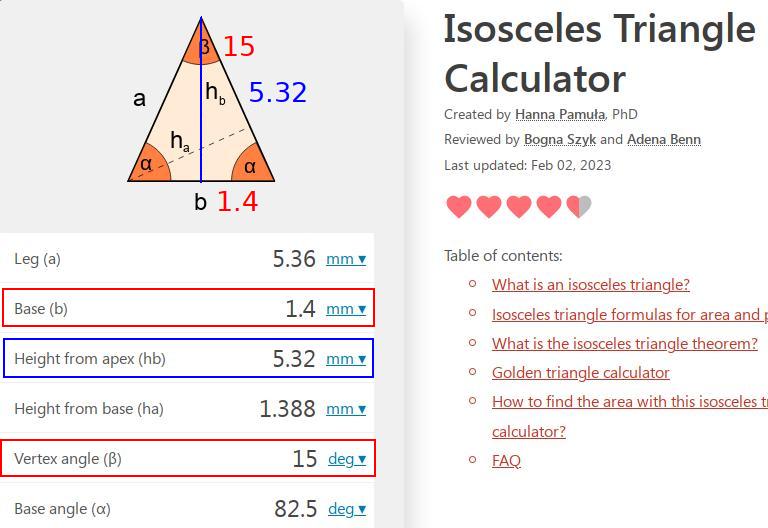
I may be missing something here. I just used an Isosceles Triangle Calculator (Isosceles Triangle Calculator) to confirm my earlier drawing and get 5.32mm (VS 2.8) for a 15 degree bit with a 1.4mm flat.
You know, I think you are trying to compensate for the missing part of the tool. It looks like your tool change is the problem. Are you using a metal probe for tool change? If so, 2 things come to mind. A) have a thicker tool probe, or b) make a spacer for below the probe. But the best thing is to figure out the tip offset. That would fix it. It will involve testing though. But it will let Estlcam work correctly.
The tool change is enough of a disruption to the gantry, trucks and the unit as a whole when moving the router, cranking on the lock nut/etc, that it is often never exactly in the right x/y/z position when resuming a job - even with the dual end-stops and z-block. My Primo is a few years old with some heavy use, that maybe it’s simply worn-out. I bought the new Low Rider, but haven’t pieced it together yet.
I like this bit because it provides sharp/clean carves and has that 1.4mm flat for smoothing some of the larger areas. Tool changes are a pain, and I’ll avoid them if I can.