Let me start off with a little background of my machine and software.
I’m still using the lowrider 3. Using fluidnc on the jackpot board. I switched the x and Y. I have been struggling the other way because every other machine I have run in the past are that way. I want to upgrade to the v4 but I don’t want to spend all the time to print out the new parts if I can’t get my current one to run for me.
I’m using vectric aspire 9.5. Using the grbl g-code. That’s the software I use on my mach3 machine. I tried the etslcam. I don’t like it compared to aspire.
I don’t understand how I can tool something and have it cut differently each time I re-home the machine.
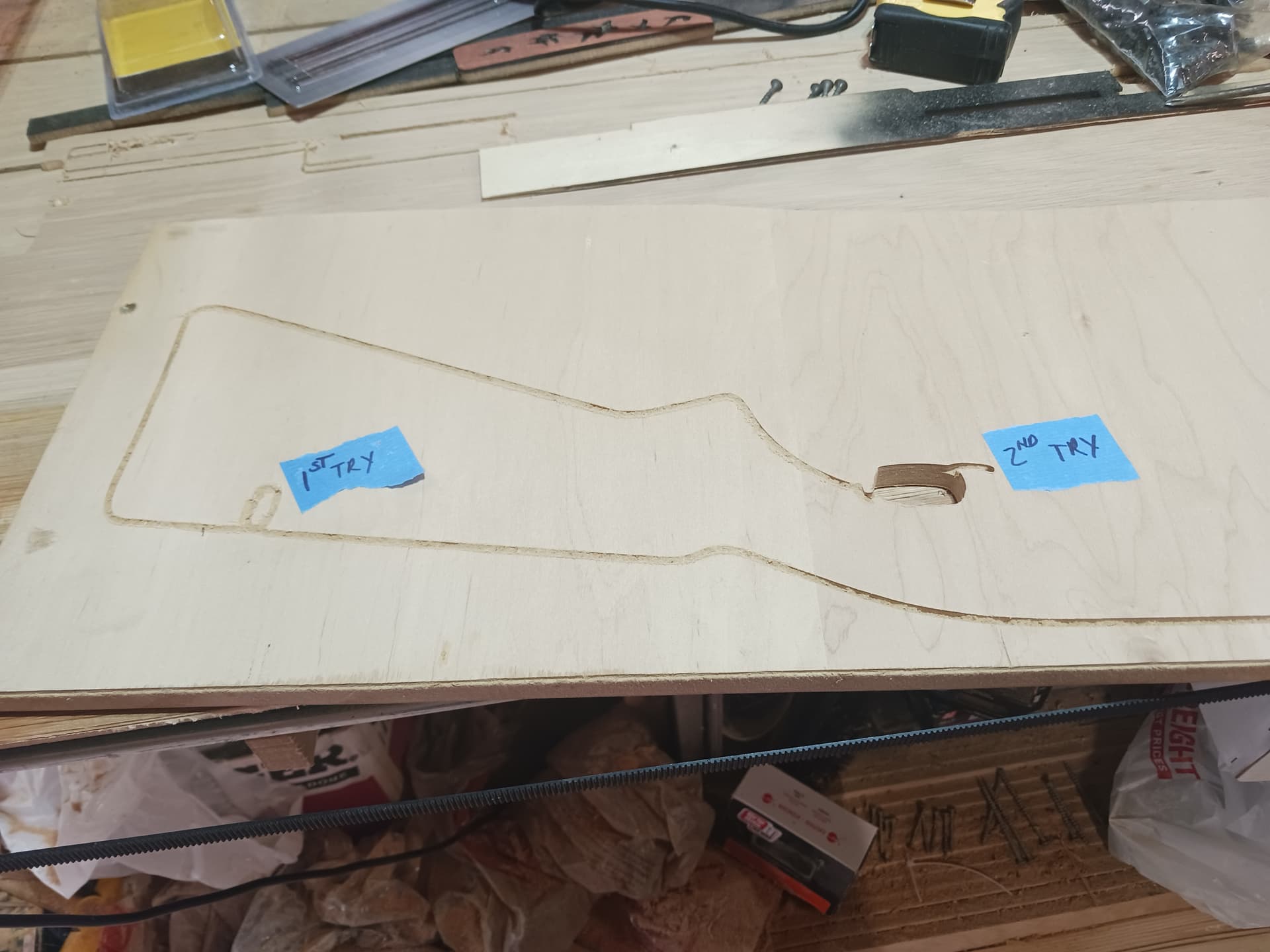
I’m trying to cut a backer for a gun project I’m working one. Other than the missing part in the lower left. Which was cut out of a scrap piece of material. It cut perfectly. Since it cut good I tried to re-cut it out of half inch mdf. I went back into the software and made the changes for the material thickness difference. Here’s where everything went wrong.
If you look at my first try. It started to cut the trigger slot close to the end. Also the stepper motor on the far side desided to take off. Wracking the gantry. So I stopped it and re-homed it again. Not changing anything when I restarted the program I thought I had it. Because the second try got the trigger slot closer. But is was still off when it did the outline of the gun. So I went back to the quarter inch material and ran that one again.
I didn’t change anything on the original file. I just reran it. This time when it ran the program it made the but stock bigger than it should have been. Making it not come back to the original path.The trigger slot and other hole were in the correct place. It just changed the size of the butt. How can it cut perfect the first time and screw up the next time. I cut out a rc plane out of quarter inch foam and it worked perfectly. I have some projects that require a full sheet of material. But I don’t want to try them until I get the bugs worked out of the smaller stuff.
each time you are rehoming: does the axis gets zeroed? double check that. thats the only thing i see would cause you that, (sometimes you home and fluid doesnt zero the axis if there was a previous offset applied)
I agree with this. I had this issue on some of my cuts and I was cutting to deep or to fast for my machine on a set material. Once I lowered one of these settings this issue stopped. Cutting 1/4" and 1/2" are different loads on the machine. It is also a different load for 1/4" MDF and 1/4" plywood. I would do sample cuts in the material that is your final product. That is going to give you a better understanding of what your machine is doing. Changing material thickness between testing and final product has some risk, as you are seeing here.
Edit: you might also have to tweak your router speed as material changes happen. That is one item I struggle with still. You want chips and not dust.
What everyone is saying makes sense. What confused me is there was no load on the machine when I did my first cut. So why did it only go a little ways before it started to cut. If you look at the last photo you can see it traveled the same distance as the first pass. Just to many steps in the Y direction. To match up with the first pass. I’m using a spindle and I can only go 12,000 RPMs. I burnt up a router on my other machine because they are not designed to run for 20 hours straight. I’m trying to get more into carvings. And they run longer. The storm that passed through took out my power. So I won’t get back in the shop anymore today.But they are talking rain for the better part of the week. I’ll try and do some speed and feed test runs this week. See how that goes. Maybe that’s my whole problem. I know zeroing out the machine is a big thing. And I learned to always check that. I had problems with that when I first started using the machines. Many years ago. So I learned to always double check that.