Good afternoon.
My configuration: LR3, MEGA 2650, RAMPS 1.4, A4988
When I try to set the Z-axis to zero using the 38.2 or 38.3 command, my Z-axis descends by 0.01 mm and stop before reaching the sensor. I have tried different variations of the 38.2 command, for example: G38.2 Z 0F 100 and the result is always the same, or the axis does not move at all or only by 0.01 mm.
Checking the Z-probe sensor shows with the M119 command that the sensor is working correctly: when the is open, the response is opened, when the closed response is triggered.
The motors on the machine are moving in the right direction and the main end sensors are triggered correctly.
Thank you.
Could the probe be getting immediately triggered somehow?
I always frame that a bit differently:
G38.2 Z-100 F100 works. My jnderstanding is that the G38.2 command says “look for the probe circuit” and the others are move commands. F for feed rate, and you can use X, Y and Z to find things with the probe.
The coordinates with X, Y and Z tell the machine how far/which direction to move. In the case of Z0 like you have documentation is ambiguous. Some seems to indicate “move until Z=0” and some says “move Z 0 mm” I don’t understand which it uses. Maybe it depends on if the machine has been homed?
So I just use the Z-100 parameter, and it seems to always work, and stops on contact with the touch plate.
1 Like
Are you including the “OF”? That won’t work (see below)
In a Marlin setting, it means move the Z axis lower until either:
a) it touches the probe, or
b) it reaches the specified value.
(whichever occurs first)
After homing (or starting the machine), the Z axis will be set for 200mm. As the LR3 has a max travel of about 80mm, G38.2 Z0 should work in all cases. Don’t use G38.2 Z 0 (no space) or G38.2 Z=0 (no =) or any other variation.
This is a translator’s correction ![]()
I’ll try this command tomorrow. Thanks
1 Like
I tried and:
G38.2 Z-80
and also:
G38.2 Z80
no reaction from the Z-axis engine
Maybe I didn’t enable some option in the firmware?
If you are using V1 maintained Lowrider firmware, then G38.2 is enabled. What is the Z coordinate you start with? Are you getting any errors in return when you execute G38? Any chance your bit is grounded? If the issue is a grounded router bit, you can reverse the wiring.
I tried to start with the maximum, I have 80 mm and lowered it to 60 and 50 mm. there are no errors after the G38.2 command. I checked the probe’s operability, it works.
I checked the probe’s operability, it works.
Did you check the probe’s operability with the clip on the bit? If the bit is grounded, and the clip is connected to the signal side, then the probing will think it has succeeded. You can test this scenario by having the clip not attached to the bit but just touching the clip to the pad by hand.
G38 moves towards the target coordinate from whatever position the firmware thinks the bit is at, stopping when 1) it reaches that coordinate, or 2) when the probe signals. You can use M114 to get the internal position of the firmware.
Make that: G38.2 Z-80 F100 and try again. FluidNC will complain if you don’t specify a feed rate. 100mm/min should be fast enough not to make you fall asleep, but slow enpugh not to crash the probe. You can also specify the probe thickness, which will also set the workspace coordinate, for example: G38.2 Z-80 F100 P0.5 will probe downwards by 80mm until the probe is contacted at 100mm/min and set the stopped location as 0.5mm (the thickness of the touch plate sold by V1.)
This is my milling cutter touch sensor. When it is open, the response from Arduino is that the Z-probe terminal is open. When I close it, the response from Arduino worked. The photo doesn’t show it very well.
Through the Repeater-Host Server, I tested the G38.2 command and took screenshots
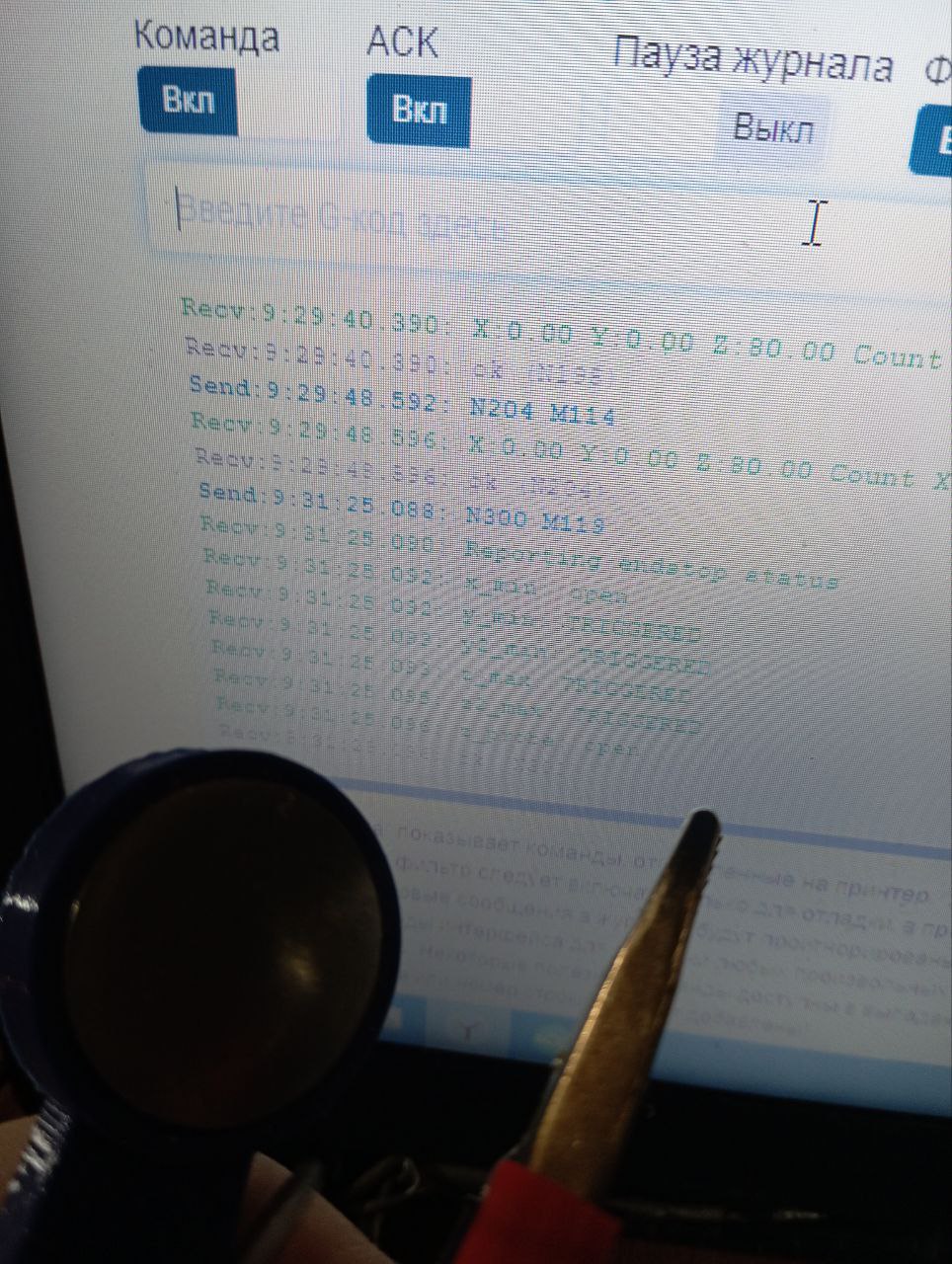
![]() All axes have been sent home
All axes have been sent home
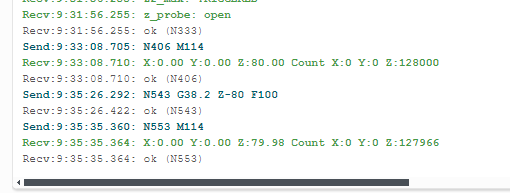
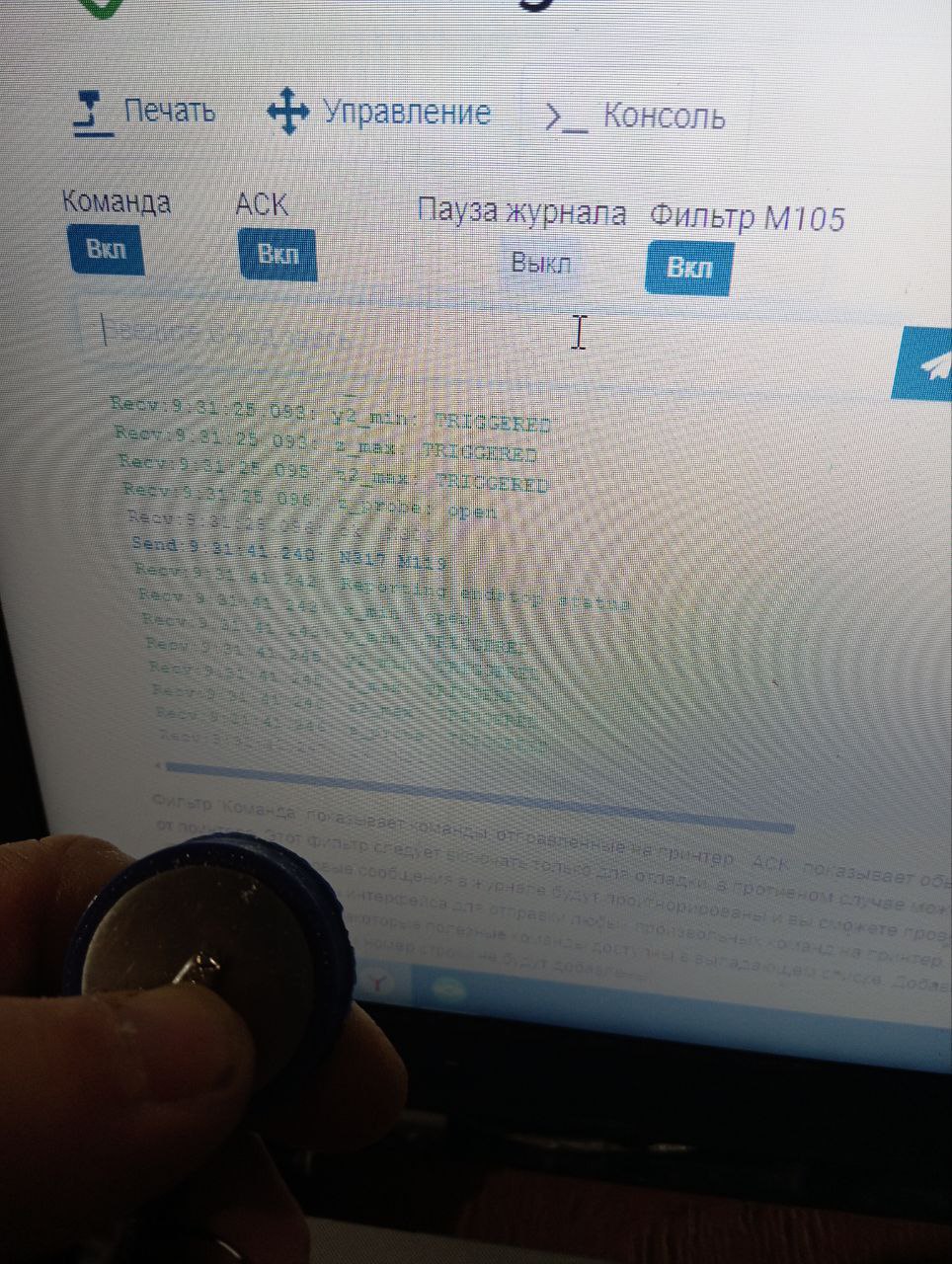
![]() I try the command, the sensor is open. Although the M114 command shows that the Z axis has shifted a little, but not by ear or at first glance it is not noticeable at all
I try the command, the sensor is open. Although the M114 command shows that the Z axis has shifted a little, but not by ear or at first glance it is not noticeable at all ![]()
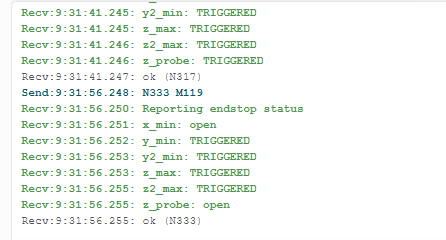
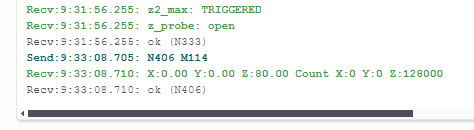
Then I tried to shift the Z axis from the house down by 50mm and use the 38.2 command again, and again with no apparent success
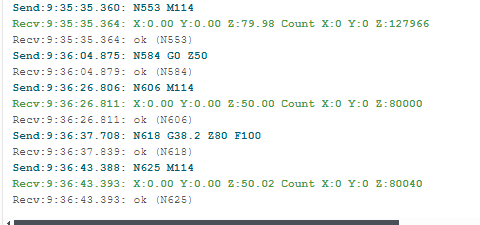
At the same time, the sensor was open all the time
I changed the arduino mega 2560 and ramps 1.4 to new ones, the problem with G38.2 disappeared (everything works as it should) and parking on X is ok (not stopped and kill machine on move from long distance).
There is only one problem left - the pwm. I determined the PWM of the laser on pin 6. When checking with the M43 command, the output shows that the 6th pin is used as a PWM laser, but when I run the M03 S255 command, as an example, the laser turns on for a few seconds and goes out. And this is what’s on the old board, what’s on the new one. As if the firmware has protection for PWM operation. Any ideas?
closing old topic to help fight spambots