I am planning my Lowrider v3 build for the first 2 january weeks and have already got a lot of my questions answered all over the forum, within my own and the threads of others.
While reading on the forums I regularly thought “that’s a veeeery conservative DOC” compared to what I usually do and I want to explain a bit and ask for a sanity check from the community.
Background:
What I do with CNC has until now been done with the handheld Shaper Origin CNC. My “always on” bit there is a 6mm 2- or 1-flute upcut bit. If I have to remove a lot of material I go with a “Schruppfräser” (I don’t know the english word for it, maybe this is what you guys name a “roughing bit”?) which is super agressive. With both bits I regularly cut 6mm per pass and can move the machine without excessive force or muscle power required. The Schruppfräser will even gladly eat 8-12mm of Plywood if it has to, I don’t do it often because this gets hard really fast. And I do this in Plywood, MDF, Soft wood etc and switch to 4mm per pass for Oak or similar hardwoods.
So…
I can do this for hours and don’t get tired.
the spindle in the Shaper Origin is a 720W spindle with a dial from 1-6 to adjust the speed (10.000-26.000 RPM).
of course I can’t name the speed with which I move the machine around but for comparison you could look online at a LOT of footage where people use it.
Well… you might get why I am confused while reading about 1.5mm DOC or 1mm DOC regularly.
So lets get to my question: A Lowrider v3 CNC machine built stiffer than me, and with a makita router that - at least on paper - has the same power… Why are so few people here using 6mm bits and 6mm DOC? I’m really curious. Is it maybe that I can apply huge amounts of “down force” to keep the machine stable on the workpiece itself and it’s a way bigger advantage there than I ever thought? Or are there way more people using 6mm bits and never post about it. Or something else entirely I havent thought of? Let me hear from you
I have a picture of a project I did with the machine if you have never heard of a handheld CNC and have your (righteous) doubts about it This oval thing to put under the hot pot or pan is for example machined from both sides. It’s 12mm thick and the gaps are 6.4mm to allow for a roughing pass with .2mm offset and then the finishing pass.
I would say the shaper is definitely stiffer than most CNC
The spindle only moves by 10-20mm by means of two little camshafts (way stiffer and without play than any rail, belt or ballscrew, great précision and great torque)
This assembly is then held in place by two narrow fixed columns similar to a standard router, again much stiffer than a 1meter gantry hanged by linear rails
Finally it’s all held down by your very hands firmly put down on the surface, with great squareness due to the large base
You have a great force in those arms of yours too, more than the torque of most motors
You’re not as good as them for holding still though, but the shaper realtime compensation will make up for this…
Using 6mm bits on a CNC will allowing you deeper DOC and higher speeds though, eg. see @Tokoloshe videos
Whoa, that was quick & thorough. Reading your points I have not one thing to contradict
I would not have thought that these design decisions would enable such precise tool compared to the much bigger machines, yet they obviously do in a much more clever way than I previously thought.
I’m mainly building a big CNC since I’m done with the repetitive things. It’s super easy to cut out one prototype with the Shaper, even with on tool design. But fabricating 20 pieces afterwards? Not for me. This will go to the LowRider But it can run while I do other things, which is not true for the Shaper…
Just for the knowledge gains of it I just pressed my hands comfortably down on a scale… 20kg of downward pressure… easy. 30kg if I press stronger, 40 if I really go for it. Whoa. Would definitely not have been my first guess. Hands are strooong.
For reference, that’s the shaper’s base mecanism in X/Y (you have two of those)
EDIT: scrap it, wrong “shaper”, I need to find the correct one again and will edit if I do
In the meantime here’s a teardown video https://www.youtube.com/watch?v=0U8lCgh7pl4
That’s a good question. I stumbled upon the (then Burly) watching a video of Uncle Phil cutting some tongues for grilling, going 3mm deep with a speed of 2000 in oak with a 6mm endmill, so that’s where I came from, that’s maybe why I’ve never shied away from cutting that deep. Plus, being German like you, it’s all about efficiency.
Most people also don’t care too much about the speed since it’s a hobby. I have too many kids to have a lot of time in between, so it’s optimizing as much as possible.
Most people also use a 1-fllute and pretty lowish RPM. A 6mm 2-flute can go really fast, really deep. I am using the Sorotec App as a baseline with max RPM set to 24k (I could do 25, but rather want a bit of air) and max speed to 2000mm/min. I think more is possible, but don’t have the time to test it at the moment.
There is a stupid saying: “Es gibt nur ein Gas, Vollgas.” That’s what my CNC is living.
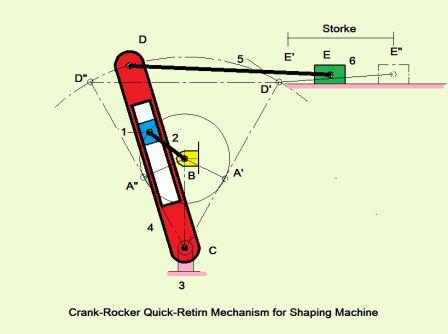
I don’t even understand what is what there Do you maybe have the legend for 1-3 and A-E"?
Joke aside: It looks super interesting. Don’t bother to post, I will google it myself since this sounds like a rabbit hole imma jump in over the holidays Impressive that you know how and what and everything. Super cool! Thank you!
The Lowrider is capable of much more than the conservative, default suggestions. Ryan decidedly steers new users toward conservative settings until they can dip their toes in the water and start to get a feel for things. Once someone has been around the block a few times they can start ramping up both depth of cut, feed speed, RPMs, etc.
I would add that i am one of those newbies, sure i have done a bit of this in the past on large and home build machines, but that was at least 10+ years ago. So i am not starting from sctach.
I am (or thought i was ) pretty detail orintated person and have built a lot of stuff.
All that is a bit of context for this next statement.
I think also that Ryans design is so good and unique that it does take a VERY detailed approach to building, then a small difference in thought patterns from a normal machine.
I found that there was quite a large learning curve with my LR3’ s controls and settings. I also found that I was not as detailed as i should have been in regard to the setup of my machine.
So when i started to push the machine (not that hard actally, i was cutting 17mm ply with a 4mm twin flute) i found that my wriing let me down before the design of the machine did. So one board and 3 weeks of trying to figure out what was wrong later, i ordered the new Jackpot board.
So i have no doubt i can push the machine to do more, but being a home built machine vers a factory built machine, there is definitely a period of “self discovery”
And i also agree that this is a hobby and time does not matter so much,… before… now with the new job time is a luxury i dont have, so DOC and cut speed will become more important to me