Ok, finally making some sawdust (well, whatever carving MDF puts out…)
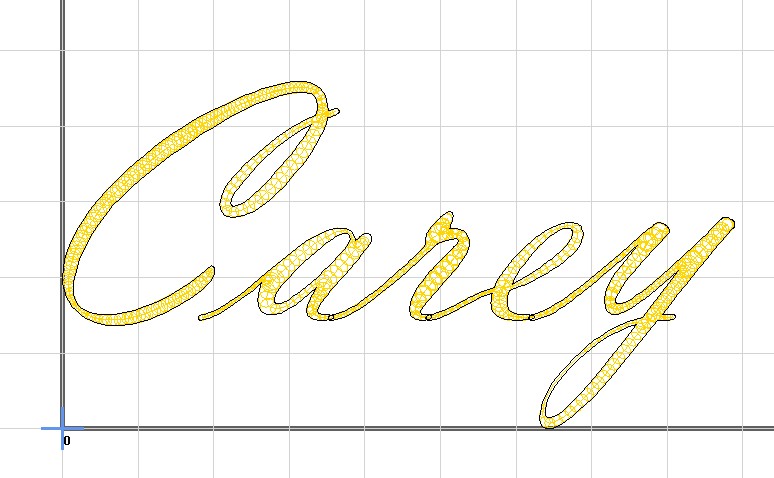
Did my girlfriend’s name in a cursive font in (I think) Lightburn, then exported it as an SVG file. Imported the SVG file into EstlCAM, and it looks great.
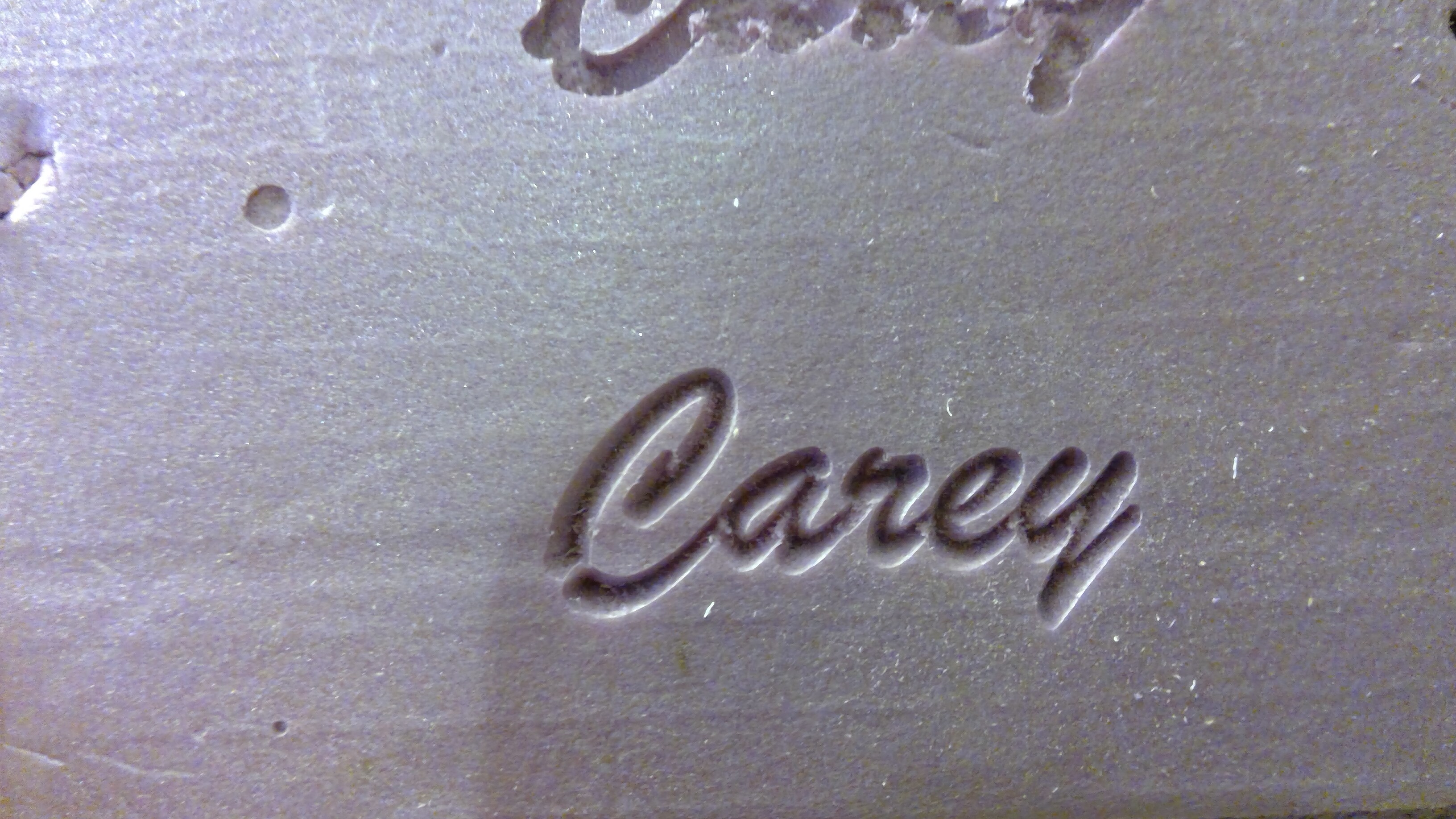
So I save the GCode, ship it off to Octoprint, and run my job. And this is the end result:
It all looks nice and smooth and sleek. But in practice, I get the knarly bumps.
Thoughts? Am I going too deep with one pass (Default depth per pass is set as 2mm, feedrate is set to 1200mm/min, RPM are set to max on my spindle)? Is it just the font or something funky? I’m using a brand new Lee Valley 1/4" shank V bit (13mm wide, 60 degree angle), and that matches the tool setting.
Are you using the text option in EstlCAM or the Carve option? Give me a minute and I’ll get to my other computer and give some examples. Getting it to do single strokes is a function of the size of the font and the options chosen for carving, plus the width of the bit and the depth of the engrave. All these things need to come together.
I would have tried to create the text from within EstlCAM, but there’s no option that I saw to start a “clean” file. I have to have a drawing open to put some text in, so I thought I might as well have a drawing that already had my text.
My process was:
Open SVG file
Click the “Carve” tool (automatic shape detection)
Click the Engraving Bit in my tool list
Click on each letter, making sure the “inward arrows” are shown.
I keep going between font size to match the width until I get a single stroke. Then I work on using a font that get’s the stroke smooth and not broken up.
I don’t have a 60 degree large vbit, so i can’t test it for you. But there is this ratio between vbit angle and width and font size that does allow you to have smooth strokes. It’s difficult because of how the automatic tool paths sometimes start and stop in different places and give you the odd shape.
Is this the first cut you’ve made? Have you looked at the milling basics page?
1200mm/min is MUCH faster than recommended for first cut.
Were you able to draw a good crown as shown in the Basics page?
To me it looks like the motors may have skipped steps (possibly due to the high feedrate) or there might be a loose grub screw somewhere. It doesn’t look like an Estlcam or G-code issue.
Yes, that’s a fast speed, and yes, there could be a mechanical problem. Butt there are issues with the automatic tool paths in carving text with Estlcam, how the lead-ins are made. The full stroke of a letter is often broken up into two paths with the lead-in coming at a different direction. here is an example of what I am talking about.
Here is a smooth toopath around the curve, but note it breaks it at the bottom of the C. I can’t say that I really understand how EstlCAM does this, but I keep tweaking with the font and the settings until I get smooth paths for the one bit.
Now I feel bad… I must confess to not RTFM’ing like I should have. I went from a “crown” test to getting a decent laser burn (still need to tweak the laser settings) to trying to carve chunks. I’ll go through the milling basics, possibly bypassing the HD foam simply because it’s a pain to go out these days to get crap.
Thanks for the input! I’ll play around some more, most notably with the speeds and depth of cuts back to the the recommending starting points.
So I cut the speed down to 480mm/min and the depth of cut down to 1mm. Still get some funkiness, but the machine seems less stressed than when I was running it 4x faster and deeper. Go figure…
It still does a “deep dive” in a couple locations, like on the left curve of the C. And it seems very deliberate. Weird.
Those remaining artifacts might be the ones @scrounge79 is familiar with. I’ll defer to those familiar with Estlcam there.
I’ll admit that despite pointing out the Estlcam basics page, I have never used it myself. I’m a Linux guy, and Estlcam is a Windows program (I think, might be a mac version?), so I haven’t tried it.
The usual recommendation, when trying to speed things along, is to try deeper cuts more than faster. I have a Lowrider so I can’t really speak to the MPCNC, but my machine seems to be pretty happy at 6mm doc and 600mm/min. I haven’t really tried pushing it harder than that. I’m sure others have though.
I am messing with something similar to carve out a fairly long text, 80 cm and about 15cm tall letters.
I noticed the width of my V-bit (6.4mm and 90degree) is taking part.
My carve has various stroke width (just like yours) and that results in different depths as the router tries to make wider carve all way down to where the carve is a V-shape unless I specified a maximum carve depth. Being a 6.4mm V-bit it really has to plummet down to get say 15mm wide carve.
When I did that (Depth) it will be flat in the bottom but the edges was better looking.
Better, yes, but EstlCAM still breaks up the strokes at odd places and that makes these connection points stick out. I’ve played with it for a while. I stick with serif, non-italic fonts like Copperpot or even Times New Roman. That seems to allow me to have complete paths.
I’ve also had letter’s not convert well to SVG. Sometimes the ‘direction’ of the line switches mid letter for some reason. When this happens ESTLCam wigs out when producing the gcode. You should be able to simulate the cut in ESTLCam and verify if the bit makes a weird job during the simulation. Also, does ESTLCam offer a ‘lead-in’ or ‘lead-out’ ? I don’t know if that’s used on carves or not, but those can show up as bumps along a curve where the bit enters and exits the wood.
I don’t know anything about text in Estlcam, but I’ve used F-engrave for carving text (and images) and it works great for the most part.
It will run in Windows, Mac and Linux.
I’ve found some fonts where it gets confused about what is the inside and the outside of the font, but I’ve just tried a different font I like for the project and used that. There are a lot of free fonts available.






 I must confess to not RTFM’ing like I should have. I went from a “crown” test to getting a decent laser burn (still need to tweak the laser settings) to trying to carve chunks. I’ll go through the milling basics, possibly bypassing the HD foam simply because it’s a pain to go out these days to get crap.
I must confess to not RTFM’ing like I should have. I went from a “crown” test to getting a decent laser burn (still need to tweak the laser settings) to trying to carve chunks. I’ll go through the milling basics, possibly bypassing the HD foam simply because it’s a pain to go out these days to get crap.