Hey all,
So I have an MPCNC I build awhile ago that I just upgraded in the following ways:
- New Jackpot Board
- ESTLCam 12 Upgrade
I was trying to basically do things from scratch but the cutting is so slow. I never really got this thing on rails so I would REALLY appreciate some hints.
I have the following setup:
- FluidNC 3.8.2
- Settings for MPCNC from here
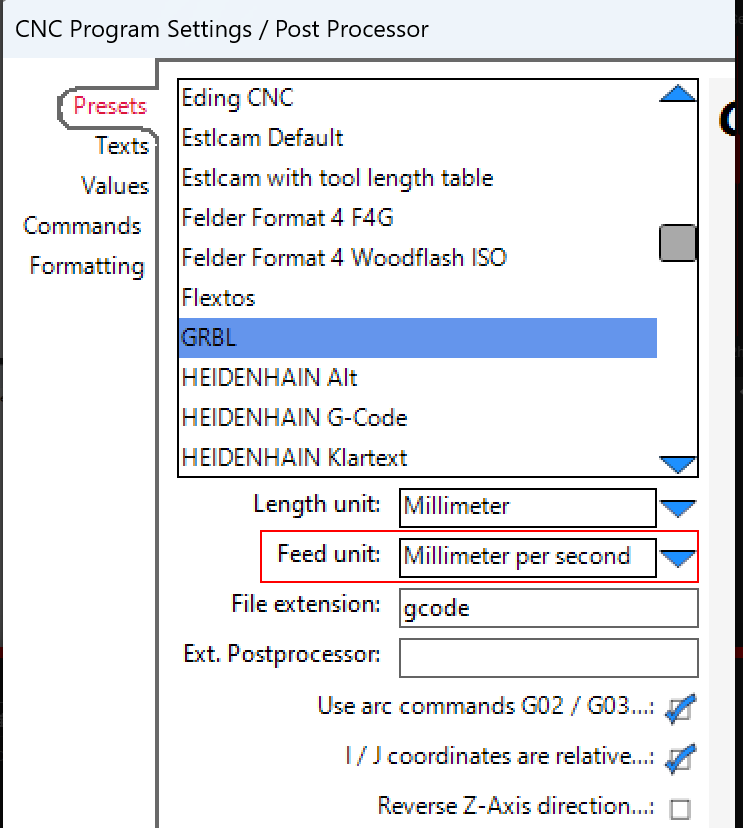
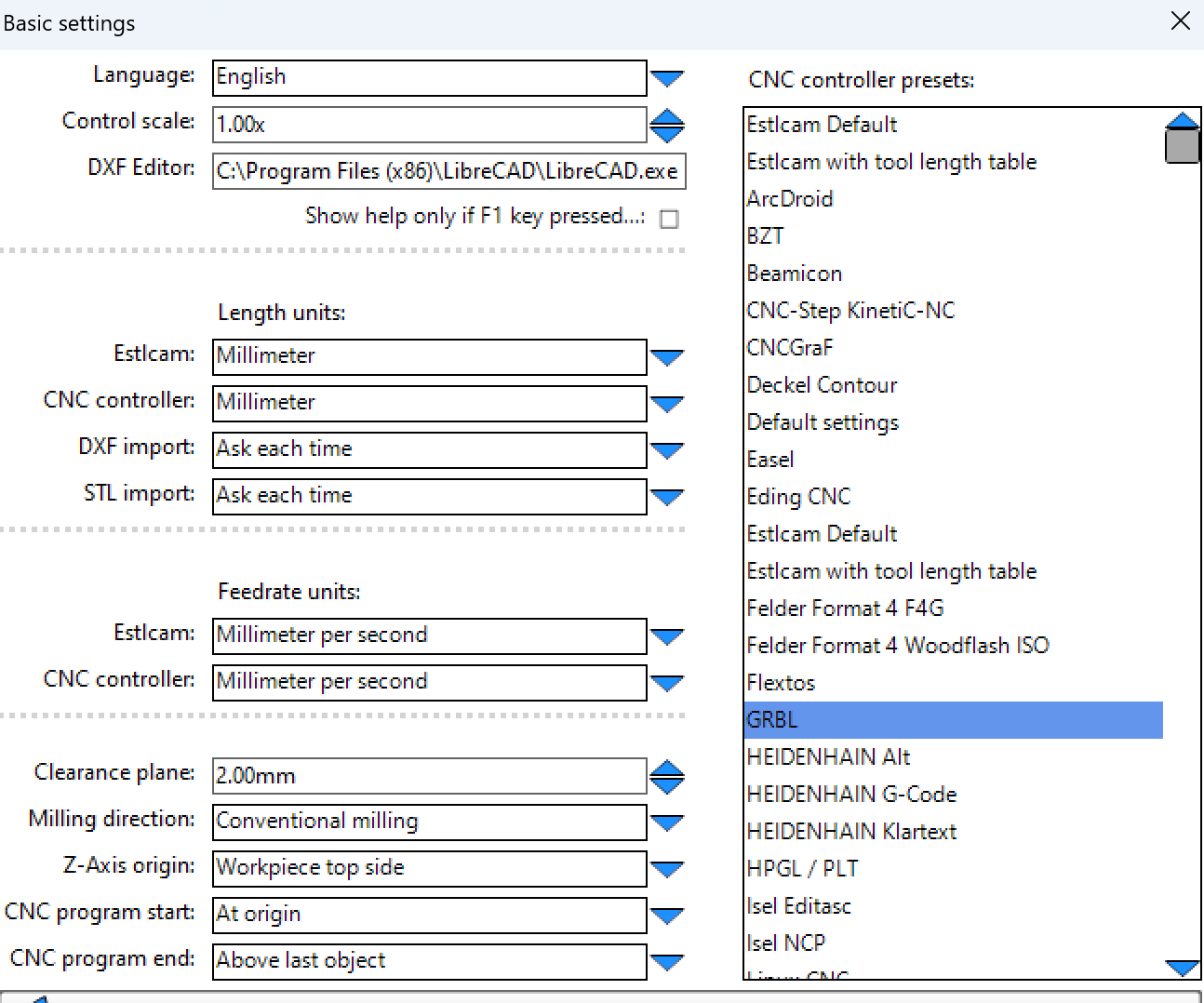
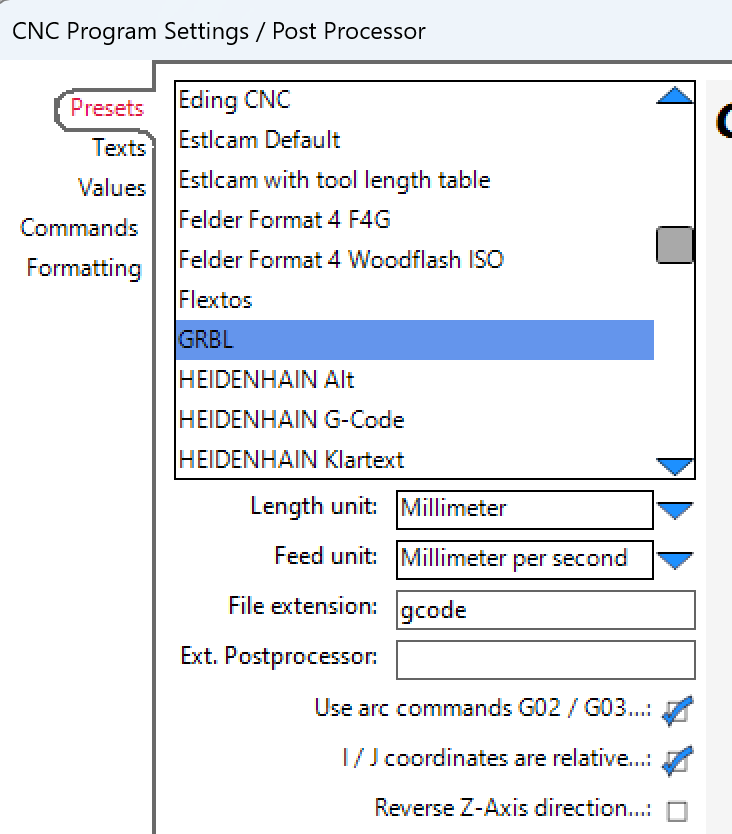
In ESTLCam I have the following:
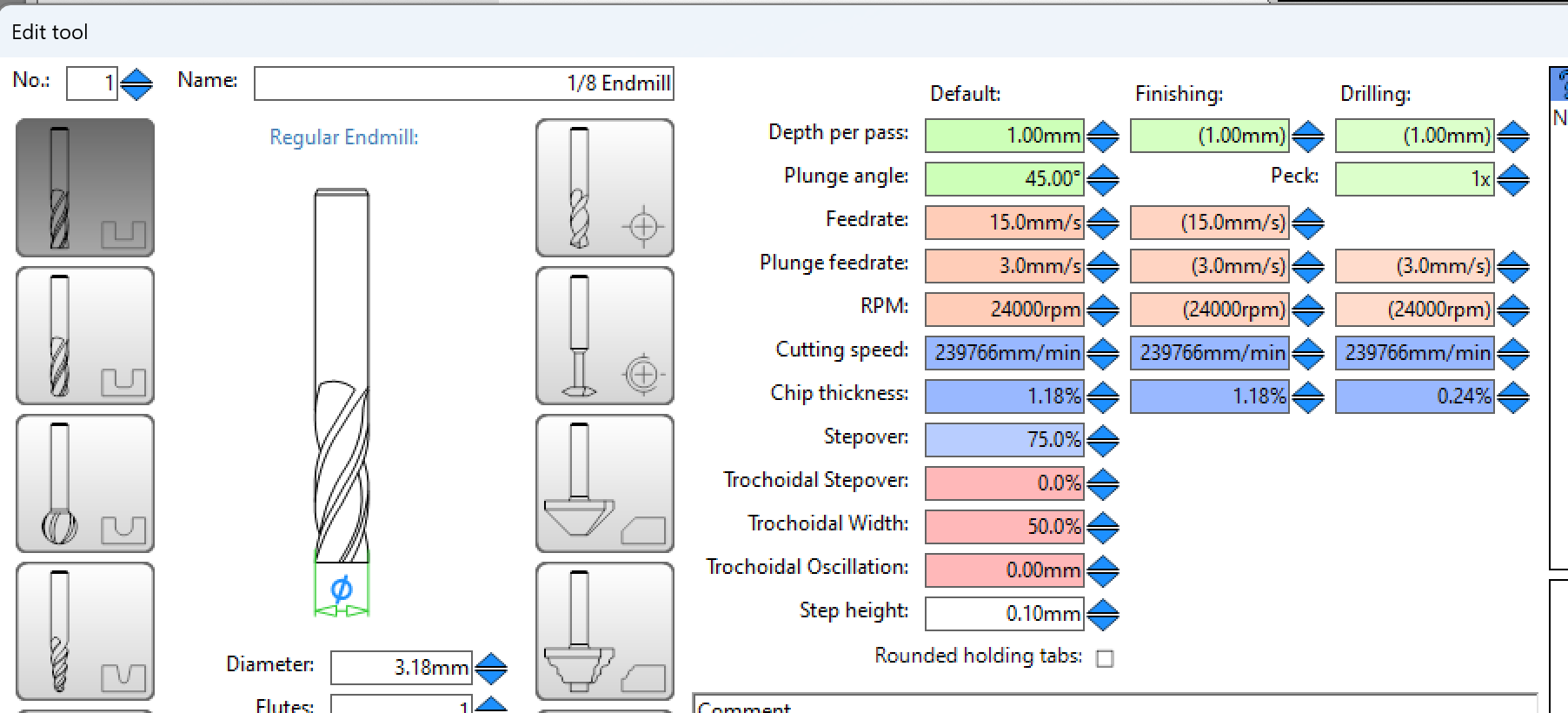
The machine starts and moves very quickly to the start position and then it goes at a super slow pace such that I could not really see it moving at all without really focusing on it.
The GCode starts like this:
(Required tools:)
(1/8 Endmill)
G21
G90
G94
G92 X0 Y0
M0 (MSG Attach probe)
G38.2 Z-80 F200 P0.5 (probe down set thickness )
G1 Z10 F900
M0 (MSG Remove probe)
M62 P1 (If used start spindle pin27 )
G00 X0.0000 Y0.0000 Z0.0000 F2100
G00 Z2.0000 F480
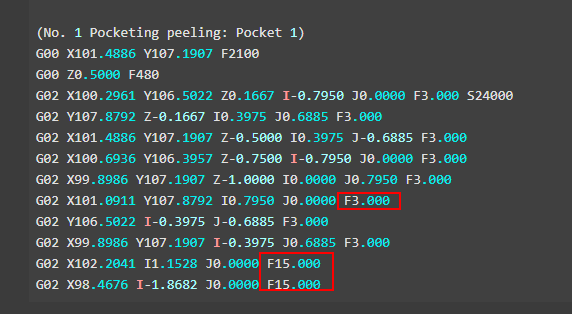
(No. 1 Pocketing peeling: Pocket 1)
G00 X101.4886 Y107.1907 F2100
G00 Z0.5000 F480
G02 X100.2961 Y106.5022 Z0.1667 I-0.7950 J0.0000 F3.000 S24000
G02 Y107.8792 Z-0.1667 I0.3975 J0.6885 F3.000
G02 X101.4886 Y107.1907 Z-0.5000 I0.3975 J-0.6885 F3.000
G02 X100.6936 Y106.3957 Z-0.7500 I-0.7950 J0.0000 F3.000
G02 X99.8986 Y107.1907 Z-1.0000 I0.0000 J0.7950 F3.000
G02 X101.0911 Y107.8792 I0.7950 J0.0000 F3.000
G02 Y106.5022 I-0.3975 J-0.6885 F3.000
G02 X99.8986 Y107.1907 I-0.3975 J0.6885 F3.000
G02 X102.2041 I1.1528 J0.0000 F15.000
G02 X98.4676 I-1.8682 J0.0000 F15.000
Also WIFI is totally unusable on FluidNC, it works as an AP but cannot use the Wifi even though another ESP32 device next to it is able to connect fine. Not sure if an issue with the firmware or what…
Any hints would be appreciated!