Looks worth trying to me. Hopefully @vicious1 or @Tokoloshe will chime in when they get a chance and see if they think anything needs changed.
1 Like
You can do a ton of tests. You do not have to try and immediately cut out parts. You can dial in your plunge settings until you get them right then work on moving. I spend hours and hours getting aluminum cuts decent and there is still plenty of tuning I can do. For steel you saw my video that is the extent of my steel cutting, besides all the testing and broken bits it took to get there.
Learning in steel is the absolute steepest you can make this milling learning curve. I would love to throw some on the machine and try and learn with you but our machines are vastly different even though they are both mpcnc’s
Keep posting your progress and maybe some video clips to youtube and we can follow along and make suggestions.
What are you cooling with just air, if so that should be a lot better then what I used?
I realize how hard it is to cut steel, and the immense amount of dedication needed to run it.
I appreciate the tips all of you have given me, and I just wanted to hear from all of you from the experience you have.
I’m slightly against time right now though, so I don’t really care about costs or sacrifices needed to get to there, though.
I’ll definitely keep updating on my progress.
For cooling, it’s from an air compressor out the silicon tubing seen near the bit.
Thank you very much so far.
Looks good to me. I have never cut steel before though. I have also never tried oscillation, maybe you could play around with that as well. ![]()
I documented some of my efforts in steel a little while back. I had some really great runs with my 8x10 burly, but I think I might not have built my primo quite as carefully. Or maybe it’s just the larger size.
At any rate, there are some pretty ok tool paths in here. Functional, at least. The big problem I ran into was the endmills wearing out. Not having flood cooling is hard. If I need to cut steel again, I’m going to buy a box of endmills and swap them out every ten minutes.
Second major problem was the nema strength. Every one in a while the endmill would catch the steel and pull the core hard, so hard it would skip steps. I don’t have a solution for that, so that’s when I quit and moved on to other projects.
Hope my failures can help you out. Good luck.



Update on cutting the steel -

was cutting rather well, although slow.
Skipped occasionally, but not the biggest worry as it was minuscule. Would you need to loosen the belts to fix this?
After leaving it unattended for a little bit, I came back to this

It seemed like one of the axis stopped working, probably something came loose.
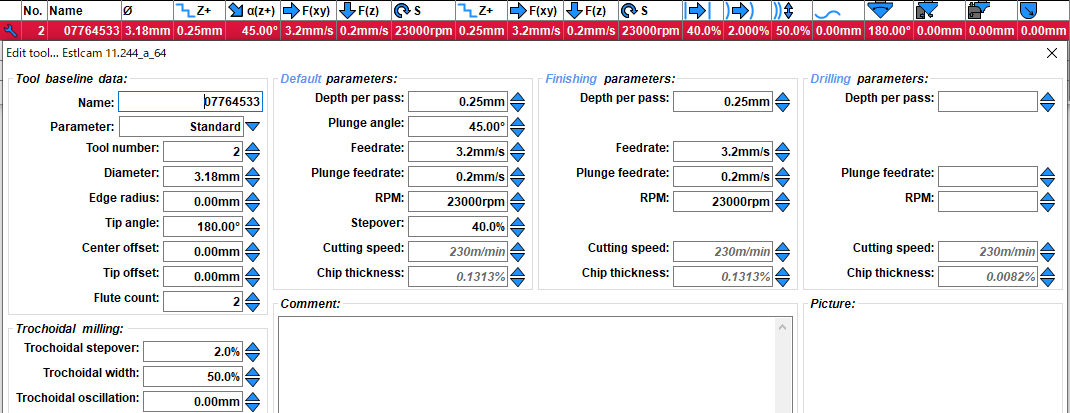
I set the feedrate to half for this, just to make sure it doesn’t kill itself. Will probably set it back to 3.2mm/s once it’s all smooth sailing.
Thank you for your documentation, will definitely study what you’ve done and use it accordingly. I appreciate the input regarding cutting steel.
Any input is appreciated for any of it!
Thank you !
1 Like
Status update -
Attempted to cut a hole 8.25mm circumference, ~5mm deep for testing purposes.

Very pretty hole ! (

~0.05mm off, but it’s probably because my caliper’s readout is off a tad. Took around an hour to cut.
Regardless, a step forward in cutting for sure.
Used “Mouse Milk” as lubricate, using a Inline Oiler so lubrication comes out where the air is near the endmill.

The Endmill itself is in pretty decent shape after it, probably due to the amount of oil being shot at it.
Seems to basically be ready to tackle it’s ultimate goal, but will keep testing before doing so.
Will keep all of you posted, Thank you
3 Likes
I’ll be following this because I’ve got some steel to cut out in the next few months. Ton a while to get the first pieces done, and after I welded them up, I realized they weren’t the latest versions and put my shift cables in the wrong place. Oops.
Obligatory PSA. Don’t leave your CNC unattended. It can start a fire in extremely short order!
I know this is very much true, but it’s hard to attend a cut that’ll last ~150 hours, lol.
It’s probably best to run it more aggressively to shave off hours, but there’s no way it’ll go down to something short like a few hours.
Any recommendations for making it unintended? I know it’s definitely not good to do so, but unfortunately there’s other work to do and this piece is needed.
Anyways, here’s a clip of it running. Seems to be happy going !

Thank you everyone for the help so far.
Divide your project into chunks the size you can be near and monitoring it directly. With homing, it should be accurate enough to do that.
No way your endmill will last 150 hours of milling steel anyway so it has to be done.
2 Likes
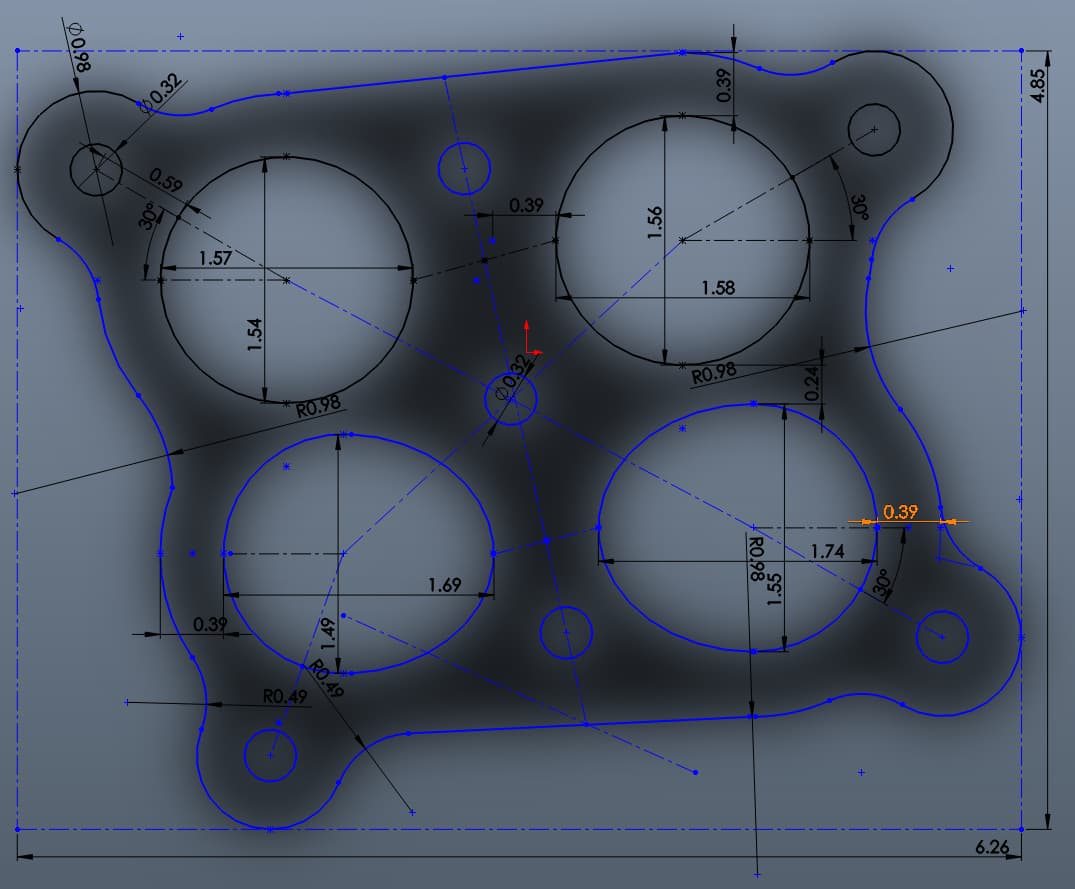
The piece is ~4.9in x 6.3in, so it really can’t be “sectioned” per se.
Would you just, pause and unpause it every once in a while?
It would be nice to find a way to make it automatically stop when the oil reservoir is at “x” amount, but at that point I’d just be around it all the time.
Any input is appreciated, thank you.
You can do all of the holes separately, or one at a time, then the outline.
I think with a bit more testing that will take far, far under 150 hours.
Also, “attended” doesn’t mean “stared at”. Close enough to hear and smell can save you tens of thousands of dollars.
That is a good idea! Thank you
Will definitely toy with the settings, is there a suggested one to mess with?
When I’m “attending” it, I mean I’m in the vicinity of hearing it and its cutting patterns.
1 Like
Haul it outdoors, far from anything that will burn. A small chance of disaster, capped at let’s say $1,000 worth of equipment is okay (for my taste). Whereas no chance is acceptable when you’re talking upwards of $100,000 plus ![]()
![]()
![]()
At least we don’t have to worry about the steel catching fire. Not sure if the lube is flammable, but I doubt it is. Biggest thing is throwing hot chips on other things. If it was wood, I’d be more worried about fire. Still, don’t leave it alone for any length of time.
Thank you for the suggestions regarding the attendance.
I could slap some aluminum tape over the spoil board, and anything that’s around the shrapnel.
I’m not looking towards optimizing it, as I will probably do the suggestion by @vicious1 about segmenting each part. It cuts rather slow, and of course I’m glad it cuts at all; I would like it to be slightly faster for each segment to run faster.
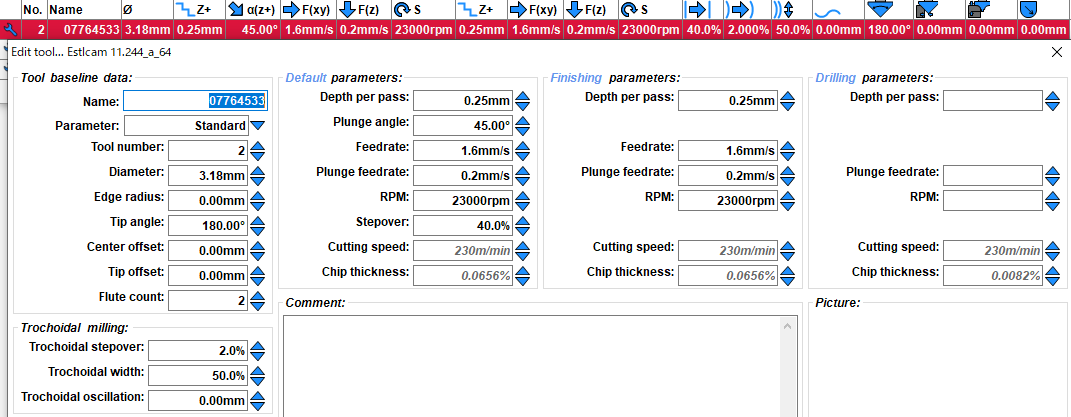
The settings as it stands, would slightly increasing Trochoidal Stepover be a good idea? or maybe stepdown? I’m not worried at all about the finish, as long as it’s the rough shape. Is there a setting regarding that?
Thank you.
You’re kind of the guinea pig for cutting steel. Not many of us have done it.
1 Like