yeah, well, not everybody has 18 high performance printers, Jonathon!!!
Leave me and my stock Ender 3 Pro alone…
yeah, well, not everybody has 18 high performance printers, Jonathon!!!
Leave me and my stock Ender 3 Pro alone…
You only need 1. And when you are done Cali rating it, it will be high performance. If I knew you better I’d tell you to hurry up already and get yours dialed in.
It is now, that was last summer… and I have a V5 now… just messing with him
This is probably not the ideal place for this, but the only hiccup I had with the calilantern skew settings was that I had to update my Y axis minimum in Kliiper to be slightly negative (it was previously 0 so the printer would halt when moving to a very slightly negative Y at start.) Maybe mentioned in the docs but it escaped me.
Replying to my own post to note that there is a warning in the instructions, we’ll see if there can be maybe some screenshots of the problems. The warning says this:
Warning
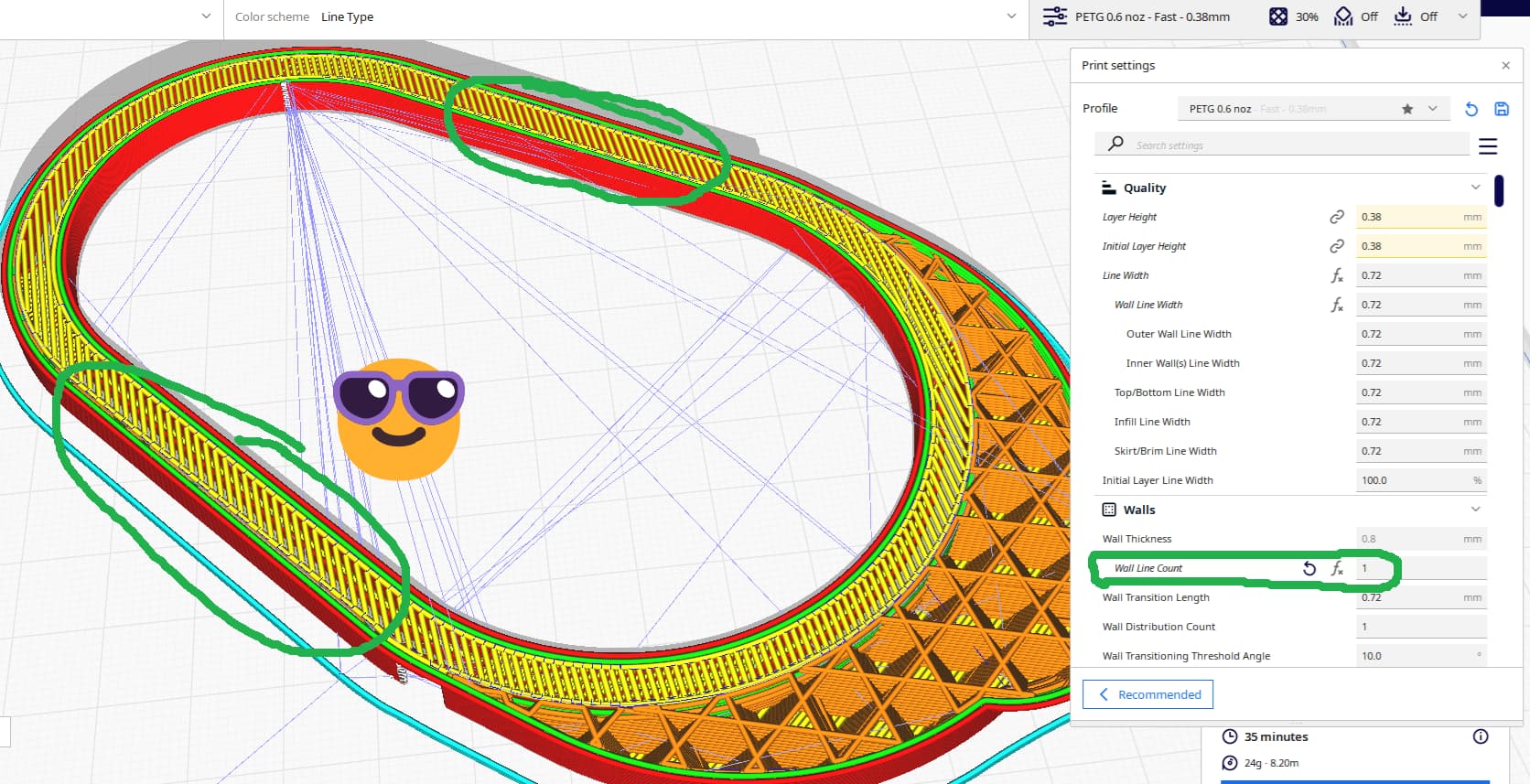
Cura based slicers seem to work a little different. Make sure the parts are aligned on your bed as they appear in the Printables thumbnails. Bridging also seems to be a bit of an issue for some of the internal overhangs. It is best to check the “Dust Skirt” and “YZ_Plate” internal features after slicing to be certain the bridges are bridging the short way, not the long way. Repetier\PrusaSlicer based slicers have been tested to work as expected.
Noting from @azab2c 's experience: Here’s what a good CURA slice looks like:
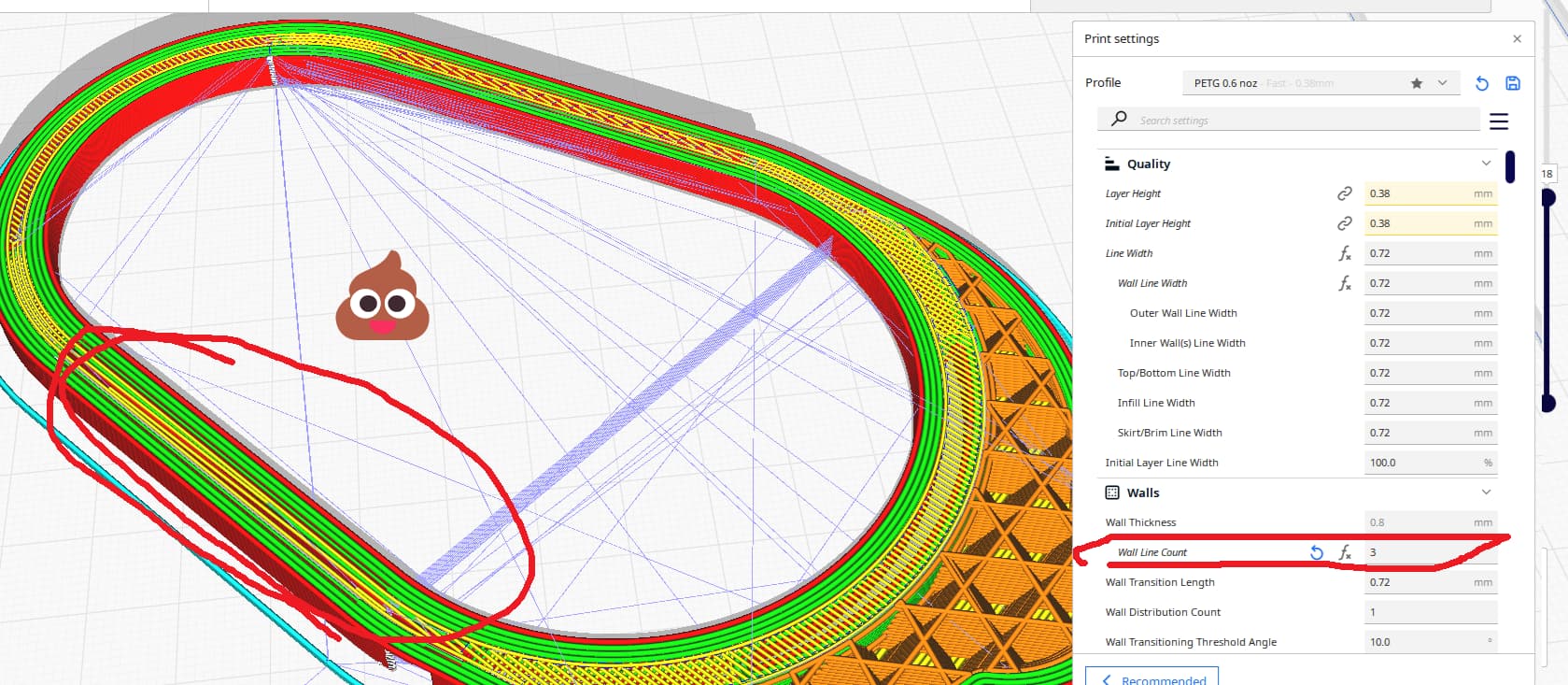
and here is what a crap slice looks like:
Maybe i am missing something, i see several builds but i cant seem to find the files.
Either the files are not published yet and/or the builds are from the “Testers”
Or
This is the first time i cannot find something in the Internet ![]()
Both of these are true! ![]()
I figured out why mine doesn;t do that. I keep meaning to tell you. I started using Z hop again. Super clean prints no grinding on infill!
I did for the tool mounts. I don’t think I am ever going to convince people to use less walls. 3 used to be a lot, now most think that is not enough. Same as Mike point above, walls ahve an overlap too many and you are severely over extruding and the infill get real funky.
To be clear I do recommend 3 wall except the dust skirt part which is 1-2.
The LR4 has not been released yet, I am still packing boxes from the extremely early adopters.
P.S. I have already hit the forum email limit for the day so I am not getting notified of any posts. Slow going today, lots of other emails and order edits. Doing the best that I can.
You’re killing it, don’t worry about it, we know there will be sweet LR4 goodness very soon! At least we know it’s days/week rather than months now ![]()
The files have not been released yet, but I was wondering if anyone knew what thickness material will be required for the XZ and YZ plates? Just wanna make sure I have the right stock material for when the files do drop.
https://docs.v1e.com/lowrider/#xz-plates
“Aluminum or steel ¼” (6.35mm) thick material is suggested to work well with the hardware as is”
Should already be listed in the instructions
First of all, what a crack Ryan is!
What a joy to read everything published in this thread! I have already bought what I need to start my construction as soon as possible. Are there any major disadvantages to using steel instead of aluminum for XZ plates? The only thing I can think of is that being heavier I will demand more from the motors.
The LowRider should be able to lift the extra weight. Some makers even add weight to theirs on purpose.
I did see that, I guess my question is more wondering if the aluminum plates are required or if their will be cut files for MDF as well? I would think 1/4" MDF would be pretty flimsy.
I’m also uk ![]()
I’m in Argentina and it’s very difficult to get good thickness pipe. The only thing I’m finding for now is 31.75 mm on the outside but it has a thickness of 1.25 mm. According to Doug, the ones you get have a 2 mm wall. I don’t know if 1.25 mm will be enough. The other option makes the design much more expensive since it is choosing stainless steel.
Some of the tubes I’ve found had something like 1.2, 1.4, etc.
Let me use calipers to measure on this EMT I have.
I just measured the US 1" EMT I have here, and it shows wall thickness of 1.5mm.
So apparently my simplified math of subtracting ID from OD, was based on “nominal” ID, and the actual ID is a bit larger. So the 2mm statement is not correct.
1.25 may work. I need to let the engineering minded folks step in here answer better.
I think at least one person used tubes that were 31.75 mm in combination with printed parts that were for 32mm, and it worked OK.