Hey, i finally got my LR3 finished, I’m very impressed with the design and can only imagine the time it must have taken, i could stare at it all day. ![]()
Since i have a large size build area X1500 Y3100 i wanted to split the surfacing in three parts, but I’m not sure if my approach is wrong or not, something is off I think.
Here’s what i did and what went wrong:
I first homed the machine, manually moved the gantries with the menu to different spots (front, middle and rear of the spoilboard) and moved Z down till it barely touched the board, then noted Z position from the screen (Tft32 with skr pro v1.2). Overall it ranges from 132.2 down to 128.6.
To generate the gcode i used Jaimes surfacing generator with these settings:
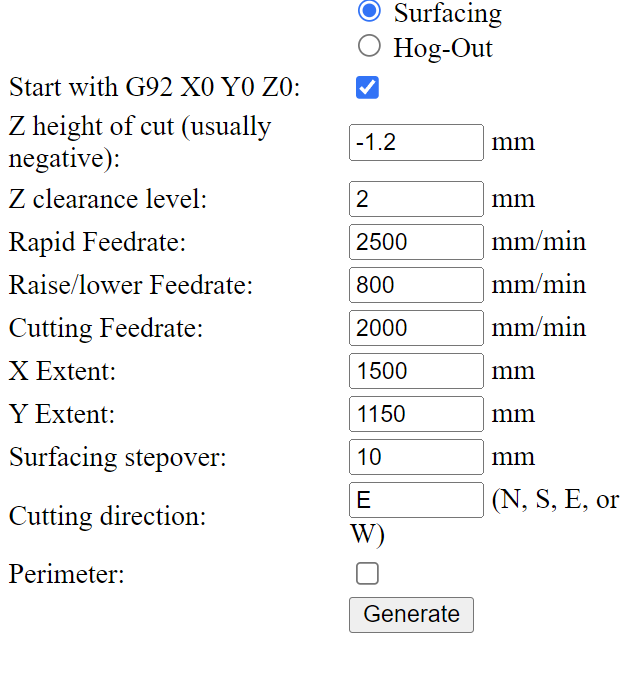
And then added G0 X0 Y980 Z132.2 before the g92 code (then it correctly moves to y980 and then starts surfacing movements past the middle part i want to start with) but it doesn’t remove any material even though it moves over the spot where Z132.2 was the high point on the tft screen. Also when i cut the strut plates it seemed the cutting depth was not always correct, about 0.5-1mm too deep.
My questions is then, is it consistent enough to split the surfacing up into three parts and do them individually, or should i take all of the 3.1m x 1.5m at once? In my mind it should be removing material on the high spot when, especially since i “measured” it with the Z position and started from that height, going 1.2mm own from there (next pass would be 1mm further DOC, ultimately getting to 128.5 (lowest spot)
Also i have squared the machine so it’s within 1mm diagonally, and leveled Z using the official guide Ryan made, Z is within 0.25mm. And the table is leveled with a laser even. The Skr pro has the dual endstop firmware from Ryan. All mechanical parts bought from the V1E store except the skr pro and tft (was sold iut)
The spoilboard consists of 6x 800x1128mm 25mm thick MDF
Also here’s the gcode
Midte Z132,2 til 131.gcode (704.9 KB)
In short i guess i am asking if i can count on the Z value is the exact same height every time i go to that position (except for the 0.25mm inaccuracy from my Z level)
And I know the adjustable legs look wobbly and unstable, works pretty good though, machine doesn’t wobble when cutting. Plus I can move it around the workshop ![]()